Исследование и разработка технологического процесса получения непрерывнолитых деформированных заготовок
При перепаде температур в стенке между точками № 1 и 2 Д1: с=60С значение q=90кBт/м2. Из уравнения (1.2) определяется температура рабочей поверхности наклонной стенки 1−12=880С. Исследуем теплообмен охлаждающей воды в канале стенки. При расходе воды в одном канале ун1=32−10″ 6м3/с и площади поперечного сечения £=2−10~4м2 скорость воды в канале со=0,16м/с. Теплообмен охлаждающей воды в канале… Читать ещё >
Содержание
- ВВЕДЕНИЕ $
- СОСТОЯНИЕ ВОПРОСА И ОБОСНОВАНИЕ НОВОГО НАПРАВЛЕНИЯ В ПРОЕКТИРОВАНИИ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА Способы получения непрерывнолитых заготовок
- Устройства для непрерывной разливки металлов
- Применение внешних воздействий на кристаллизирующийся металл
- Физическое и математическое моделирование процессов гидродинамики расплава и затвердевания заготовки
- Результаты исследований кристаллизации заготовок и работы кристаллизаторов
- Постановка задачи исследования. Обоснование нового направления в проектировании установок непрерывной разливки металлов
- Перечень условных обозначений, символов, единиц и терминов
- ГЛАВА 1. РАЗРАБОТКА КОНСТРУКЦИИ УСТАНОВКИ ЛИТЕЙНО-КОВОЧНОГО МОДУЛЯ (ЖМ), УСТРОЙСТВ ЛКМ И СПОСОБОВ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК
- 1. 1. Описание работы установки ЛКМ и кристаллизатора
- 1. 2. Разработка способов и устройств установки ЛКМ
- 1. 3. Основные расчетные формулы, используемые при исследовании тепловых режимов кристаллизатора
- ГЛАВА 2. МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ ПРОЦЕССОВ КРИСТАЛЛИЗАЦИИ И ДЕФОРМАЦИИ МЕТАЛЛА НА ЛКМ
- 2. 1. Инженерная постановка задачи
- 2. 2. Определение толщины корочки в кристаллизаторе переменного сечения. Механизм формирования заготовки
- 2. 3. Математическая модель процесса деформации металла
- 2. 4. Анализ результатов исследования деформации металла в кристаллизаторе
- ГЛАВА 3. ФИЗИЧЕСКОЕ МОДЕЛИРОВАНИЕ ПРОЦЕССОВ РАЗОГРЕВА КРИСТАЛЛИЗАТОРА ЛКМ, ГИДРОДИНАМИКИ ЖИДКОГО МЕТАЛЛА И ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ СТАЛЬНЫХ ЗАГОТОВОК
- 3. 1. Исследование разогрева кристаллизатора ЛКМ
- 3. 2. Физическое моделирование процессов гидродинамики жидкого металла в кристаллизаторе
- 3. 2. 1. Описание экспериментальной установки и условия проведения экспериментов по исследованию гидродинамики жидкости
- 3. 2. 2. Результаты моделирования гидродинамики жидких металлов в кристаллизаторах ЛКМ
- 3. 3. Физическое моделирование процесса получения непрерывнолитых стальных заготовок
- ГЛАВА 4. ИССЛЕДОВАНИЕ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК ИЗ ПЛАСТИЧНОГО МЕТАЛЛА
- 4. 1. Исследование влияния колебаний уровня расплава на получение непрерывнолитых свинцовых заготовок
- 4. 2. Исследование получения профильных свинцовых заготовок
- 4. 3. Исследование получения полых свинцовых заготовок
- 4. 4. Исследование получения армированных свинцовых заготовок
- 4. 5. Металлографические исследования непрерывнолитых деформированных свинцовых заготовок
- ГЛАВА 5. ИССЛЕДОВАНИЕ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ
- 5. 1. Исследование получения плоских заготовок из сплавов свинца с оловом
- 5. 2. Исследование получения плоских оловянных заготовок
- 5. 3. Исследование получения профильных заготовок из промышленных свинцово-сурьмяных сплавов
- 5. 4. Металлографические исследования непрерывнолитых деформированных заготовок из свинцовых сплавов
- ГЛАВА 6. ИССЛЕДОВАНИЕ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ АЛЮМИНИЕВЫХ ЗАГОТОВОК
- 6. 1. Исследование тепловой работы кристаллизатора при различном положении точки срастания фронтов кристаллизации
- 6. 2. Исследование разливки алюминия в кристаллизатор с различной конструкцией наклонных стенок
- 6. 3. Влияние условий разливки алюминия на макро- и микроструктуру непрерывнолитых деформированных алюминиевых заготовок
- 6. 4. Металлографические исследования непрерывнолитой деформированной заготовки из сплава алюминия со свинцом
- ГЛАВА 7. ОПЫТНО-ПРОМЫШЛЕННЫЕ ИССЛЕДОВАНИЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК
- 7. 1. Получение непрерывнолитых деформированных заготовок из свинцово-сурьмяных сплавов
- 7. 2. Исследование разогрева кристаллизатора
- 7. 3. Исследование разливки алюминиевых сплавов в кристаллизатор при различном положении точки срастания фронтов кристаллизации
Исследование и разработка технологического процесса получения непрерывнолитых деформированных заготовок (реферат, курсовая, диплом, контрольная)
В настоящее время важнейшей проблемой в машиностроении является разработка энергои ресурсосберегающих технологий, создание малоотходных технологий в литейном производстве при получении профильных и полых заготовок с обеспечением требуемых служебных свойств изделий на основании использования достижений науки и техники в области активных воздействий на жидкий и кристаллизующийся металл.
В нашей стране и за рубежом получение профильных заготовок осуществляется путем прокатки предварительно полученных непрерывнолитых слитков или слитков отлитых в изложницы. При этом металл подвергают дополнительному нагреву и обжиму в толстолистовом цехе с последующим нагревом и прокаткой профилей во втором цехе. Из существующей последовательности технологических операций возникает необходимость наличия нескольких цехов с соответствующим оборудованием, на которые полуфабрикаты необходимо доставлять и складировать, выполнять дополнительные операции погрузки-разгрузки. Кроме этого, получение непрерывнолитых слитков осуществляется на установках вертикальных, радиальных или криволинейного типа, которые имеют ограничения по скорости разливки и производительности за счет наличия зоны вторичного охлаждения, достигающей в длину при разливке стали десятки метров.
Дополнительно к этому, получение полых заготовок из сплошных осуществляется на автоматических станках в результате их прошивки. При этом отлитые слитки подвергаются дополнительным трудоемким операциям — обжиму, ковке, сверлению отверстий и прошивке. В результате расходы по переделу металла составляют более 20%.
Применение на практике способов непосредственного получения сплошных профильных и полых заготовок связано с необходимостью разработки специальной установки, способов и устройств для непрерывной разливки металлов.
Отличительной особенностью решения Правительственной комиссии по научнотехнической политике [1] является решительная ориентация на разработку и практическое использование совокупности критических технологий, что приведет к появлению в народном хозяйстве принципиально новых поколений материалов, машин, оборудования и за счет этого повышение конкурентоспособности национальной промышленности, развитие экономики страны, обеспечение роста качества жизни народа. В решениях к производственных технологиям относятся модульные технологии производства массовой металлопродукции с новым уровнем свойств.
В настоящее время в нашей стране и за рубежом выполнены крупные работы в области непрерывной разливки металлов. Однако вопросы влияния пластических деформаций при одновременном непрерывном разрушении фронта кристаллизации на затвердевание и качество заготовки не изучены. Поэтому изучение закономерностей процесса формирования заготовки при непрерывной разливке с деформацией металла в кристаллизаторе является крупной научной проблемой, имеющей важное народнохозяйственное значение.
Для разработки новой конструкции установки и технологии непрерывной разливки металлов и сплавов необходим детальный анализ всех предшествующих работ в этой области. Поэтому во введении рассматривается имеющиеся конструкции установок, устройств и способов получения непрерывнолитых заготовок, результаты экспериментальных и теоретических исследований процессов формирования заготовок. Практика показывает, что температура расплава в формирующейся заготовке и градиенты температур по сечению корочки определяют качество получаемого металла. Поэтому исследование механизма формирования заготовки и напряженно-деформированного состояния металла на границе раздела фаз представляет повышенный интерес. Для управления процессом затвердевания металла необходимо изучить условия его протекания. При известных условиях внешнего теплоотвода, теплофизических свойствах расплава и параметрах рабочей зоны кристаллизатора возможно описание кристаллизации всей заготовки.
Известно, что при достижении практически безградиентного профиля температуры в центральной части слитка создаются равные возможности зарождения и роста кристаллов по всему его сечению. Формирование различных типов кристаллической структуры при затвердевании металла определяется режимом охлаждения кристаллизатора и температурной воды.
Известно также, что за счет разрушения фронта кристаллизации и интенсификации теплообмена поверхности заготовки со стенками кристаллизатора можно добиться уменьшения размеров зерен, химической и физической неоднородности литого металла.
Применение на практике непрерывной разливки расплавов при одновременном разрушении фронта затвердевания связано с необходимостью конструктивной разработки специальной установки, способов разливки металлов и исследования режимов работы кристаллизатора для формирования заготовки. Поэтому в первой главе работы приведено описание разработанной конструкции установки для получения деформированных заготовок и наиболее заслуживающего внимания устройств и способов заливки металлов.
Во-второй главе диссертации для установленной схемы процесса получения заготовок выполнено математическое моделирование затвердевания и деформации металла на установке. Полученные во-второй главе формулы и результаты расчета деформации корочки использовались для изготовления экспериментальной и опытно-промышленной установок.
В третьей главе работы на основании результатов экспериментальных исследований на модельных жидкостях установлены закономерности формирования непрерывнолитой деформированной заготовки.
В диссертации представлены новые и важные результаты. В четвертой главе приведены исследования получения профильных и полых заготовок из пластичного металла, а также результаты получения армированных заготовок.
В пятой главе на примере труднодеформируемых металлов и сплавов с низкой температурой плавления показана возможность получения заготовок из высокотемпературных сплавов.
В шестой главе исследуется получение алюминиевых заготовок в кристаллизаторе с различной конструкцией наклонных стенок. Выполненные металлографические исследования полученных заготовок позволяют установить влияние параметров разливки на качество металла.
В седьмой заключительной главе работы приведены результаты опытно-промышленных исследований получения деформированных профильных и плоских заготовок из свинцово-сурьмяных сплавов и алюминия, подтверждающие правомерность основных выводов, полученных при разливке металлов на лабораторной экспериментальной установке.
Объектом исследования является процесс формирования и затвердевания непрерывнолитых деформированных заготовок, связанный с условиями заливки жидкого металла в кристаллизатор.
Целью диссертационной работы является исследование и разработка процессов и устройств при производстве непрерывнолитых заготовок в условиях наложения непрерывной деформации на жидкий и кристаллизующийся металл. Поиск управления качеством, выходом годного и размерно-геометрической точности непрерывного литья. Для решения этой проблемы поставлена задача исследования тепловых режимов работы кристаллизатора.
Автор защищает:
1. Математическую модель процессов кристаллизации и деформации металла на установке.
2. Экспериментальные результаты исследования влияния способа подвода металла в кристаллизатор на гидродинамику расплава.
3. Экспериментальные данные затвердевания и формирования непрерывнолитой заготовки.
4. Экспериментальные результаты получения деформированных профильных, армированных и полых свинцовых заготовок.
5. Экспериментальные данные получения непрерывнолитых заготовок из труднодеформируемых свинцовых сплавов.
6. Результаты тепловой работы кристаллизатора с различной конструкцией наклонных стенок при разливке алюминия. Механизм формирования заготовки.
7. Результаты металлографических исследований непрерывнолитых деформированных заготовок.
8. Результаты опытно-промышленных исследований получения сплошных и профильных заготовок из свинцово-сурьмяных сплавов и алюминия.
9. Конструкцию установки литейно-ковочного модуля (ЛКМ) и способы получения на ней сплошных и полых деформированных заготовок.
На основании экспериментальных исследований должны быть разработаны: режимы разливки металлов и сплавов в кристаллизаторконструкции устройств для разливки с деформацией металласпособы получения деформированных заготовок.
Научная новизна работы. Экспериментально изучены процессы формирования непрерывнолитой деформированной заготовки.
Разработаны способы получения непрерывнолитых деформированных сплошных и полых заготовок с различным профилем поверхностей.
Разработана математическая модель процессов кристаллизации и деформации металла в кристаллизаторе, позволяющая для заданной толщины заготовки при изменении частоты вращения приводных валов и угла поворота определять напряжения в корочке и давления на рабочие поверхности стенок.
Экспериментально изучена гидродинамика расплава в кристаллизаторе с наклонными и вертикальными поверхностями стенок.
Исследованы пути управления качеством непрерывных заготовок через расширение пределов регулирования тепловыми режимами.
Обоснованы и предложены конструктивные разновидности устройств, используемых при получении деформированных заготовок.
Установлены оптимальные параметры разливки металлов и сплавов, обеспечивающие получение качественной поверхности и внутренней структуры заготовок.
Экспериментально изучен теплообмен в кристаллизаторе при непрерывной разливке с деформацией металлов и сплавов.
Практическая ценность работы. Результаты проведенных теоретических и экспериментальных исследований непрерывной разливки металлов и сплавов с деформацией корочки в кристаллизаторе позволили разработать опытно-промышленную установку и предложить к промышленному освоению технологически и конструктивно обоснованные способы получения полых, армированных заготовок, а также заготовок из распыливаемого расплава.
Разработаны и предложены рациональные технологические и конструктивные параметры кристаллизатора и установки литейно-ковочного модуля (ЛКМ).
Приведены расчетные зависимости для определения степени деформации заготовки от конструктивных параметров кристаллизатора и параметров режимов разливки.
Достоверность основных научных положений и выводов по работе. Основные научные положения и выводы хорошо согласуются с современными представлениями о процессах теплообмена и затвердевания заготовок и полученными результатами разливки металлов.
Апробация работы.
Материалы диссертационной работы доложены и обсуждены на Международной научно-технической конференции «Сибконверс» (Томск, 1995,2 доклада), на научно-технических конференциях Института машиноведения и металлургии ДВО РАН (Комсомольск-на-Амуре, 1994;1997), на Международной научно-технической конференции «Проблемы механики сплошной среды» (Комсомольск-на-Амуре, 1997, 2 доклада), в докладах «Современные проблемы механики и прикладной математики» (Воронеж, 1998), на научно-технической конференции «Молодежь и и научно-технический прогресс (Владивосток, 1998, 2 доклада). Результаты диссертационной работы опубликованы в печати [140,142−191,203−206].
Диссертация состоит из введения, 7 глав, общих выводов, списка использованных источников из 206 наименований. Общий объем работы 310 страниц, в т. ч. 238 страниц машинописного текста. Работа содержит 149 рисунков, 25 фотографий, 20 таблиц.
ОБЩИЕ ВЫВОДЫ.
1. Проведенные исследования развивают существующие представления о получении непрерывнолитых заготовок из деформируемого металла, что позволяет решать крупные научные проблемы, связанные с увеличением физико-химической однородности литого металла, выхода годного и повышения прочности изделий.
2. Разработана математическая модель процессов кристаллизации и деформации металла в установке, позволяющая определять напряжения в корочке и давления на рабочие поверхности стенок для различных моментов времени.
3. Разработан эффективный способ получения непрерывнолитых профильных заготовок из труднодеформируемых металлов и сплавов, основанный на распыливании расплава по периметру жидкой ванны кристаллизатора. При этом исключается растрескивание металла. Структура получаемых заготовок претерпевает более глубокие изменения качественных показателей литого и деформируемого металла.
4. Экспериментально на установке литейно-ковочного модуля исследован комплекс вопросов, связанных с формированием непрерывнолитых заготовок из деформируемого металла. Установлен механизм формирования заготовки. Экспериментально уточнены величины твердой фазы и соотношения толщин корочек, формируемых вдоль наклонной и вертикальной стенок. Построены зависимости степени обжатия корочек заготовки от режимных факторов процесса, позволяющие переносить результаты экспериментов на другие условия их осуществления.
5. Разработаны эффективные способы получения непрерывнолитых заготовок из кристаллизирующегося расплава, заключающиеся в разрушении корочки с одновременным обжатием жидкого и твердого металла на поверхностях стенок и центральном стержне. Это позволяет получать полые деформированные заготовки со сложной формой внешней и внутренней поверхности. В разработанном способе и устройстве для получения полых заготовок наличие двух вертикальных стенок, совершающих возвратно-поступательное движение, исключает необходимость наличия механизма качания кристаллизатора и устраняется приваривание металла к стенкам. Выполнение в устройстве двух стенок наклонными в верхней части и совершающими вращательное движение, обеспечивает условия захвата, обжатия и подачи металла на калибровочный участок.
6. Разработаны и обоснованы технолого-конструктивные приемы повышения качества получаемых заготовок за счет установления оптимальной протяженности зоны калибрования заготовки, угла наклона поверхностей стенок, скорости подачи и проталкивания металла. Разработаны и обоснованы технолого-конструктивные приемы повышения эффективности охлаждения металла в кристаллизаторе. Варианты конструкций наклонных стенок кристаллизатора позволили проанализировать ряд закономерностей изменения параметров с качеством наружной поверхности заготовки и структурообразованием.
7. Экспериментально на лабораторной установке исследован комплекс вопросов, связанный с армированием непрерывнолитых деформированных заготовок.
8. Экспериментальные работы в области получения непрерывнолитых деформированных заготовок показывают, что разработанные способы и устройства, зафиксированные в 30 патентах и решениях на их выдачу, позволяют получать более глубокие изменения качественных показателей литого металла по сравнению известными приемами воздействий на жидкий и кристаллизирующийся расплав.
В заключение по разливке свинцово-сурьмяных сплавов на опытно-промышленной установке можно сделать следующие выводы.
1. Увеличение кинетической энергии струи расплава в результате увеличения уровня в разливочной емкости приводит к растрескиванию и обрыву прутков. Отсекание струи расплава при переполнении кристаллизатора также приводит к обрыву прутков.
2. При малых скоростях разливки в режимах № 5−11 в ванне происходит колебательный процесс с выплескиванием расплава в обратном направлении.
3. Разливка с распыливанием расплава на 7 струй диаметром 2,8 мм каждая исключает растрескивание заготовок. Однако образуются незначительные наплывы, что является следствием сравнительно большого перегрева расплава А1=25−40°С, недостаточной эффективности охлаждения заготовки и различной степени деформации по периметру прутков. При изгибе заготовки на угол 120° трещин не образуется, а наплывы отслаиваются.
4. Увеличение скорости разливки при распыливании по периметру ванны 8 струй диаметром 3,5−4мм каждая отрицательно сказывается на качестве поверхностинаплывы и проплавление корочки с обрывом заготовки и выливанием расплава.
5. Для исключения наплывов целесообразно уменьшить перегрев расплава и увеличить количество подводимых в кристаллизатор струек. При разливке прутков по ручьям каждая заготовка должна подпитываться расплавом индивидуально и в равных количествах.
7.2. Исследование разогрева кристаллизатора ЛКМ.
Часто на практике разливки металла в кристаллизатор происходит прорыв корочки и омывание стенки расплавом. Рассмотрим случай разогрева стенки при разливке в рабочую полость горячей воды. Схема установки термопар в кристаллизаторе показана на рис. 7.2. Параметры разливки горячей воды: t0=95−98°C, М=0,25кг/с. Параметры охлаждающей воды: tB=13°C, m ^(^(Шкг/с, перепад температуры воды в канале AtB=7°C. Теплофизические параметры воды определяются из литературы [192].
На рис. 7.17 показана диаграмма разливки горячей воды в кристаллизатор. Из рис. 7.17 видно, что максимальные значения температур в точках установки термопар № 1 и 2 равняются соответственно t (=53−55 и t2=47°C. Колебание температур в стенке после 50с разливки обусловлено кратковременным прекращением подачи горячей воды в кристаллизатор. Температура охлаждающей воды в канале наклонной стенки на кривой 3 непрерывно возрастает в течении всего процесса разливки т=80с. При поперечном сечении рабочей полости кристаллизатора 2−10″ 4 м² средняя скорость горячей воды относительно поверхности наклонной стенки на выходе в зону калибрования (0=1,3м/с. При характерном размере ё=0,002 м значение критерия Рейнольдса горячей воды Re=8390.
Коэффициент теплоотдачи горячей воды относительно поверхности наклонной стенки кристаллизатора определим из критериального выражения (1.10). После подстановки в выражение (1.10) исходных данных получаем 0^=11 830Вт/м2-К. Количество тепла, отводимое охлаждающей водой в канале, определяется по выражению (1.6). Получаем Qb=938Bt. При площади поверхности теплообмена F=74,6−10″ 4m2 значение плотности теплового потока горячей воды qB=126 кВт/м2. Плотность теплового потока в наклонной стенке можно определить по уравнению.
1.1). При перепаде температур в стенке между точками № 1 и 2 Д1: с=60С значение q=90кBт/м2. Из уравнения (1.2) определяется температура рабочей поверхности наклонной стенки 1−12=880С. Исследуем теплообмен охлаждающей воды в канале стенки. При расходе воды в одном канале ун1=32−10″ 6м3/с и площади поперечного сечения £=2−10~4м2 скорость воды в канале со=0,16м/с. Теплообмен охлаждающей воды в канале описывается выражением (1.12). После подстановки в выражение (1.12) исходных данных 11е=1850, ?=1,14, £к=2,77, с1э=0,0133 м получаем N11=65,7 и значение коэффициента теплоотдачи воды сс=2900Вт/м2-К. Температуру поверхности I водоохлаждаемого канала определим из выражения (1.2). Получаем 1: и=60оС. При толщине стенки до водоохлаждающего канала 8=0,01 м из уравнения (1.1) определяется температура рабочей поверхности 112. После подстановки в (1.1) исходных данных получаем ^2=88°С, что соответствует ранее установленному значению температуры через коэффициент теплоотдачи горячей воды и подтверждает справедливость принятых основных формул и критериальных выражений для описания теплообмена.
7.3. Исследование разливки алюминиевых сплавов в кристаллизатор при различном положении точки срастания фронтов кристаллизации.
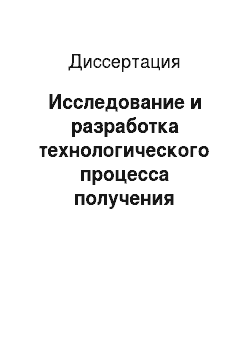
Разливка алюминиевых сплавов осуществляется в кристаллизатор в наклонных стенках которого устанавливается вставка из медного жаропрочного сплава с содержанием хрома 0,4% [192]. Плоская поверхность вставки непосредственно омывается охлаждающей водой в месте контакта с наклонной стенкой по двум каналам шириной 0,02 м каждый. Посредине вставки на входе в зону калибрования устанавливаются хромель-копелевые термопары № 1 и 2 на расстоянии 0,04 м от выхода из кристаллизатора и термопары № 3 и 4 на расстоянии 0,06 м от выхода. Термопары № 1 и 3 устанавливаются на расстоянии 0,016 м от рабочей поверхности вставки. Расстояние между точками установки термопар № 3,4 и 1,2 в горизонтальной плоскости 6=0,003 м. Схема расположения термопар в наклонной стенке показана на рис. 7.18. г о.
10О 60 /20 Сс.
Рис. 7.17. Зависимости температур наклонной стенки в точках установки термопар и охлаждающей воды в канале от времени разогрева горячей водой: 1 — термопара № 1- 2 — № 2- 3 — температура воды рл.
Рис. 7.18. Схема кристаллизатора ЛКМ-2 и расположение термопар в наклонной стенке при разливке сплавов.
Измерение температуры охлаждающей воды осуществляется в коллекторе на выходе из наклонной стенки.
В табл.7.4 приведены параметры режимов разливки алюминиевых сплавов. В режимах разливки № 1и 3 используется алюминиевый сплав с содержанием, %: М^-3- Си-2,5- 2п~0,7- Рв-0,3- 8п-0,2, остальное — А1. В режиме разливки № 2 используется сплав с содержанием свинца — 4,3%, остальное А1.
Список литературы
- Приоритетные направления развития науки и техники. Критические технологии федерального уровня /Решение Правительственной комиссии по научно-технической политике РФ. Протокол заседания ВК-П8−26 251, ВК-П8−26 252. 21 июля 1996 г.
- Патент № 2 749 405 ФРГ. Способ и устройство для непрерывного литья металла. Опубл. 27.05.82. Бюл.№ 21.
- A.C. № 1 438 086 СССР. Способ непрерывного литья плоских слитков / Ю. К. Гонтарев, Б. Ф. Белов, Ю. М. Ефименко и др. //Открытия. Изобретения. Опубл. 15.07.86. ДСП.
- Медовар Б.И. Металлургия вчера, сегодня и завтра. 2-е изд., доп. и перераб. К.: Наук. думка, 1990.-192с.
- A.C. № 1 740 122 СССР. Способ разливки металлов /А.В.Гуляев //Открытия. Изобретения. Опубл. 15.06.92. Бюл. № 22.
- Патент № 2 548 939 ФРГ. Способ непрерывного литья лент. Опубл.01.05.83. Бюл. № 1.
- Патент № 2 519 891 Франция. Способ и устройство для быстрого охлаждения металла или сплава на полосе. Опубл.22.07.83. Бюл.№ 29.
- A.C. № 511 995 СССР. Установка для получения трубных заготовок / О. А. Вяльцев, О. К. Новиков, Р. Р. Малиновский. 0публ.30.04.76. Бюл № 16.
- Ильин Л.Н. Основы учения о пластической деформации. М. Металлургия, 1980,-150с.
- Семенов Е.И., Кондратенко В. Г., Ляпунов И. И. Технология и оборудование ковки и объемной штамповки. М.:Металлургия, 1978.-311с.
- A.C. № 1 412 887 СССР. Центробежная машина для отливки труб / Ю. К. Гонтарев, Ю. М. Михайлов, Б. А. Искра и др. //Открытия. Изобретения. 0публ.30.07.88. Бюл.№ 28.
- Стерлинг Е.Ю., Цвиркун О. Ф., Мирзоян Г. С., Соловьев Ю. Г. Центробежноесуспензионное литье стальных труб // Литье с применением инокуляторов. Киев: ИПЛ АН УССР, 1981. С.87−93.
- Труболитейное производство /Б.Д.Хахалин, В. И. Семко, А. Н. Смоляков и др. М. Металлургия, 1977.-244с.
- Тутов В.И., Гринберг В. А., Земсков И. В. Вертикальное непрерывное литье заготовок//Литейное производство. 1983. № 4.С.28−29.
- Ложечников Е.Б. Прокатка в порошковой металлургии. М.: Металлургия, 1987.-184с.
- Порошковая металлургия. Материалы, технология, свойства, области применения: Справочник/И.М.Федорченко, И. Н. Францевич, И. Д. Радомысельский и др. К.: Наук. думка, 1985,-624с.
- Павлов В.А., Кипарисов С. С., Щербина В. В. Обработка давлением порошков цветных металлов. М. Металлургия, 1977.-176с.
- Райченко А.И. Основы процесса спекания порошков пропусканием электрического тока. М. Металлургия, 1987.-128с.
- Спеченные материалы из алюминиевых порошков /В.Г.Гопиенко, М. Е. Смагоринский, А. А. Григорьев, А. Д. Беллавин. М. Металлургия, 1993.-320с.
- Рабкин Д.М., Рябков В. Р. Сварка алюминия и его сплавов со сталью и медью. М.: Машиностроение, 1965.-96с.
- Биметаллический прокат /П.Ф.Засуха, В. Д. Корщиков, О. Б. Бухвалов,
- A.А.Ершов. М. Машиностроение, 1970.-263с.
- Специальные способы литья: Справочник /В.А.Ефимов, Г. А. Анисович,
- B.Н.Бабич и др. М. Машиностроение, 1991.-736с.
- Анисович Г. А., Марукович Е. И. Экологически чистые процессы получения непрерывнолитых заготовок// Литейное производство. 1993. № 5.С.20−22.
- Дорошенко B.C. О возможности применения «мягких» кристаллизаторов для непрерывного литья //Литейное производство. 1994. № 7.С. 19−20.
- Дорошенко B.C. Новые способы литья в вакуумируемые формы икристаллизаторы // Литейное производство. 1994. № 8.С.30−31.
- Дорошенко B.C., Шейко Н. И. Литье полосы намораживанием на вакуумируемый валок// Литейное производство. 1993. № 11.С.18−20.
- Иванов В.Г. Технология литья слитков в кристаллизатор с тепловой насадкой // Цветные металлы. 1993.№ 6.С.17−19.
- Кудрин В.А. Металлургия стали. 2-е изд., перераб. и доп. М. Металлургия, 1989.-560С.
- A.C. № 772 692 СССР. Установка для непрерывного литья заготовок / Г. А. Анисович, В. Р. Бевза, Р. М. Березовский и др. Опубл.23.10.80. Бюл.№ 39.
- Непрерывная разливка стали /И.К.Попандопуло, Ю. Ф. Михневич. М. Металлургия, 1990.-296с.
- A.C. № 1 720 787 СССР. Сборный кристаллизатор для непрерывной разливки /В.П.Коваль, Е. Г. Благодырь, Н. М. Беляев и др. //Открытия. Изобретения. Опубл. 30.02.92. Бюл. № 11.
- Патент № 1 336 943 ФРГ. Кристаллизатор и способ непрерывного литья стальной ленты /А.Г.Шлеммаг-зимаг, М. Колаковски, Х. Штройбель //Открытия. Изобретения. 0публ.07.09.87. Бюл. № 33.
- Патент № 2 950 406 ФРГ. Устройство для непрерывного литья металлической полосы 0публ.22.07.82. Бюл. № 29.
- A.C. № 1 214 316 СССР. Машина для непрерывного литья полых слитков / М. Я. Бровман, И. К. Марченко, С. М. Гензелев и др. //Открытия. Изобретения. 0публ.30.02.86. Бюл.№ 8.
- A.C. № 1 816 530 СССР. Устройство для непрерывной разливки плоских слитков /В.В.Стулов, Г. А. Николаев, О. В. Носоченко и др. //Открытия. Изобретения. Опубл.25.06.93. Бюл.№ 19.
- Патент № 2 041 011 RU. Устройство для непрерывного литья заготовок / В. И. Одиноков. 0публ.09.08.95. Бюл.№ 22.
- Шахов С.И., Шифрин И. Н., Чарный А. Х. и др. Улучшение качества заготовокпутем электромагнитного перемешивания металла в кристаллизаторе МНЛЗ //Сталь. 1993. № 4.С.30−32.
- Черепок Г. В., Гецелев З. Н. Гидродинамические процессы в жидкой фазе слитка при непрерывном литье в электромагнитный кристаллизатор //Цветные металлы. 1993. № 6.С.13−15.
- Березин Л.Г. Развитие метода литья слитков в электромагнитный кристаллизатор на Бел окал итвинском металлургическом заводе //Цветные металлы. 1993. № 6.С.15−17.
- Шен-Цайксин, Понкратов О. С., Вишкарев А. Ф. Выбор оптимального режима работы устройства электромагнитного перемешивания расплава в кристаллизаторе // Изв.ВУЗов. Черная металлургия. 1993. № 3.C.39−41.
- Паршин В.М., Клак В. П., Ларин A.B. и др. Повышение эффективности электромагнитного перемешивания при непрерывной разливке стали //Сталь. 1993. № 4.С26−27.
- Шкляр B.C. Влияние электрического поля на структуру и свойства непрерывнолитого металла //Металлы. 1992. № 2.С.129−130.
- Шкляр B.C. Влияние электрофизической обработки расплава при непрерывной разливке на неметаллические включения в стали //Изв.ВУЗов. Черная металлургия. 1993. № 1.С. 15−16.
- Polanschutz W., Pochmarski L., Abendstein К. Electromagnetishe Reeinflussuhg des Jnenszustandes von Vorblock-Straggub//Radex Rdsch. 1987.№ 2.P.364−374.
- Hosotahi К. Влияние статического магнитного поля на потоки жидкой стали в кристаллизаторе // Тэцу то хаганэ.1гоп ahd Steel. Jnst.Jap.l987.V.73,№ 13P.1446.
- Патент № 2 613 647 Франция. Dispositif de brassaqe electromagnetique de metal liquide pour liqne de coulee continue/ M. Rove, M.Kougoumdjian. № 8 705 202.
- Turner L.R., Lari R.J., Praeg W.N. A method for vertical electromagnetic moldless castinq of steel//Oast Near Neat Shape Prod. And process Met. Neet. Warrendale, 1988.P.545.
- Дружинин H.H., Целиков A.A., Солодовник Ф. С. и др. Улучшение качестванепрерывно литого слитка методом электромагнитного перемешивания //Сталь. 1983. № 9.С.28−30.
- Bastian J. Le brassage electromagnetic eu coulee continue et la segegtion des aciera durs //Revue Met. l987.V.74, № 6.P.443−451.
- Денисов B.A., Беседин A.C., Заславский Г. З. и др. Виброобработка стали в кристаллизаторе МНЛЗ-перспективный способ улучшения качества заготовок // Сталь. 1993 ,№ 4.С.32−34.
- Пилюшенко В.Л., Троянский А. А., Костецкий Ю. В. и др. Влияние вибромеханической обработки в' процессе кристаллизации металла на структуру плоских отливок //Изв.ВУЗов. Черная металлургия. 1993.№ 2.С.56−58.
- Ефимов В.А. Разливка и кристаллизация стали. М.:Металлургия, 1976.-552с.
- Капустин Е.А. К моделированию продувки жидкой стали кислородом // Изв.ВУЗов. Черная металлургия. 1972.№ 11.С.186.
- Черкаев Е.Н., Куликов И. В., Анищенко Н. Ф., Кинаш А. А. Влияние вращения расплава на формирование струи при разливке стали сверху //Изв.ВУЗов. Черная металлургия. 1988.№ 1 .С. 17−18.
- Лейтес А.В. Защита стали в процессе непрерывной разливки. М. Металлургия, 1984.-200с.
- Акименко А.Д., Гирский В. Е., Гуськов А. И. Влияние способа подвода металла в кристаллизатор на формирование осевой зоны квадратного слитка //Сталь. 1973 .№ 5. С.408−409.
- Акименко А.Д., Скворцов А. А., Гуськов А.И.и др. Подвод металла в кристаллизатор через удлиненные стаканы со щелевидными выходными отверстиями //Сталь. 1977.№ 1.С, 33−34.
- Афанасьева К.И., Иванцов Г. П. Моделирование разливки непрерывного слитка //Сталь. 1958.№ 7.С.599−604.
- Астров Е.И., Клипов А. Д., Рутес B.C. Непрерывная разливка инструментальных и нержавеющих сталей //Сталь. 1969.№ 10. С.898−902.
- Акименко А.Д., Скворцов A.A., Гуськов А. И. Исследование вынужденных и свободных циркуляционных потоков металла в непрерывном слитке на водяных моделях //Непрерывное литье стали. 1976. № 3.C.46−53.
- Сауткин Н.И., Амелин М. В., Петров В. П. Методика исследования гидродинамики процесса непрерывного литья кипящей стали на криволинейных установках//Непрерывное литье стали. 1976. № 3.С.35−41.
- Стулов В.В., Гонтарев Ю. К., Яковенко А. Г. и др. Экспериментальное исследование гидродинамики непересекающихся плоских струй в емкости кристаллизатора//Изв.ВУЗов. Черная металлургия. 1989. № 11.С.50−52.
- Зигало И.Н. Экспериментальное исследование гидродинамики металла при сифонной заливке //Изв.ВУЗов. Черная металлургия. 1989. № 7.С.30−35.
- Юхта У.М., Черкаев E.H., Куликов И. В., Анищенко Н. Ф. Исследование гидродинамических особенностей разливки стали на модели //Изв.ВУЗов. Черная металлургия. 1987. № 7.С.64−67.
- Патент 62 227 563 Япония. Устройство экспериментальной модели для непрерывной разливки /Х.Мицуи, Т. Хирота, С. Танаса и др. Заявка № 61/69 435. Опубл.Об. 10.87.
- Tacke К., Schwerdtfeger К. Rubrgeschwindigkeit in Rundstrangub bei Rubrungmit electromagnetishen Drehfelden //Stahl und Bisen. 1979, V.79, № 1.P.7−12.
- Брыскин B.M., Кабаков 3.K., Подорванов А. Г., Шифман Э. Р. Физическое моделирование КЭМП с использованием жидкого металла/ЛГеплотехническое обеспечение основных технологических процессов черной металлургии. 1988.С.61−65.
- Ульянов В.А., Гущин В. Н., Ларин М. А., Макарова Н. В. О вибрационном ивиброимпульсном воздействиях на формирование слитка //Изв.АН СССР. Металлы. 1991. № 6.С.45−48.
- Поволоцкий Д.Я., Токовой O.K., Зырянов С. В. Физическое моделирование массообмена между металлом и шлаком при аргонокислородном рафинировании стали //Металлы. 1995. №З.С.15−20.
- Оно А. Затвердевание металлов. М. Металлургия, 1980.-150с.
- Cay М.Н., Cay Т.Д. Neasurement of solutal a thermal layers in unidirectional solidification//AJAA.Pap. 1987. № 1494.P.1.
- Сидоров С.П., Потопов С. П. Исследование работы установок непрерывной разливки стали на физических моделях //Моделирование формирования стальных слитков и исследование теплоотдачи при их затвердевании. Горький. 1970. Сб.науч.тр. ГПИ. Вып.12.С.З-6.
- Спэрроу Е., Рэмси Д., Харрис Д. Переход от затвердевания, определяемого конвекций, к затвердеванию, определяемому теплопроводностью // Теплопередача. 1981. № 1.С.6−14.
- Стулов В.В. Исследование распределения температур в непрерывно литом слитке на физической модели //Тез.докл.Всесоюз.семин."Тепломассообмен и гидродинамика тонких струй вязкой жидкости".Днепропетровск: ДГУ, 1989.С.41−42.
- Кулагин A.A., Доронин Г. И., Белянчиков JI.H. и др. Сравнение механических свойств никелевого сплава, отлитого в неохлаждаемую изложницу и кристаллизатор / /Изв.ВУЗов. Черная металлургия. 1989. № 1.С.54−55.
- Ульянов В.А., Гущин В. Н., Ларин М. А., Матвеева Е. В. Моделирование кристаллизации слитков в изложнице при внешних динамических воздействиях // Металлы. 1996. № 2.С.51−54.
- Лойцянский Л.Г. Механика жидкости и газа. 5-е изд., доп. и перераб. М.:Наука, 1978.-736С.
- Слезкин H.A. Динамика вязкой несжимаемой жидкости. М.:Гостехиздат. 1955.520с.
- Роуч П. Вычислительная гидродинамика. М.:Мир, 1980.-616с.
- Дородницын A.A. Лекции по численным методам решения уравнений вязкой жидкости. М.:Изд-во ВЦ АН СССР, 1969.-244с.
- Огурцов А.П., Павлюченков И. А., Самохвалов С. Е. Процессы гидродинамики и тепломассообмена при сифонном заполнении изложницы со стержнем //Изв.ВУЗов. Черная металлургия. 1993. № 3.C.37−39.
- Огурцов А.П., Павлюченков И. А., Самохвалов С. Е., Черномаз Г. Н. Численное исследование гидродинамики заполнения изложницы сверху с учетом инжекции воздуха//Изв.ВУЗов. Черная металлургия. 1993. № 1.С.16−18.
- Рубин Л.В., Самохвалов С. Е., Шиш Ю.И. Математическая модель гидродинамических процессов при пульсационном перемешивании металла в ковше //Изв.ВУЗов. Черная металлургия. 1993.№ 1.С.12−15.
- Недопекин Ф.В., Бородин B.C. Фильтрация расплава в двухфазной зоне затвердевающей отливки //Изв. АН СССР. Металлы. 1988. № 5.С.216−221.
- Самойлович Ю.А., Ясницкий Л. Н., Кабаков З. К. Сопряженная задача теплообмена и гидродинамики в затвердевающем расплаве//ТВТ. 1981. № 4.С.814−820.
- Цаплин А.И., Селянинов Ю. А., Мангасаров В. Н. Затвердевание непрерывного слитка при суспензионной разливке перегретого расплава //Изв.ВУЗов. Черная металлургия. 1982. № 6.С.25−29.
- Недопекин Ф.В., Петренко С. С. Математическая модель кристаллизации бинарных расплавов//Изв.ВУЗов. Черная металлургия. 1982. № 7.С.158.
- Завгородний П.Ф., Недопекин Ф. В., Повх И. Л., Севостьянов Г. М. Расчет тепловой конвекции в затвердевающем расплаве //Изв.ВУЗов. Черная металлургия. 1976. № 1.С.178−182.
- Завгородний П.Ф., Севостьянов Г. М. Тепловая конвекция расплава в изложнице//Физическая гидродинамика. Киев, 1977.С.112.
- Kohn A., Morillon Y. Mathematique de la solidification des lingots en acier mi-dur //Revue de Metallurgie. 1966. V.63,№ 10.P.779−790.
- Mizikar E. Mathematical heat transfer model for solidification of continuons cast steel slabs //Trans ofthe Metallurgical soliety of AJME. 1967.V.239,№ 11.P.1747.
- Кабаков 3.K., Килимник И.A., Самойлович Ю. А. Математическое моделирование тепловых процессов в затвердевающем слитке при перемешивании жидкой сердцевины//Изв.ВУЗов. Черная металлургия. 1989.№ 2.С.115−119.
- Соболев В. ВТрефилов П. М. Оптимизация тепловых режимов затвердевания расплава. Красноярск: КГУ, 1986,-152с.
- Недопекин Ф.В., Белоусов В. В., Гриценко А. Я. и др. Численное моделирование гидродинамики и тепломассопереноса в затвердевающем стальном слитке //Изв.ВУЗов. Черная металлургия. 1992. № 3.C.70−73.
- Борисов В.И., Марков А. В. Формирование дендритной структуры непрерывного слитка в кристаллизаторе при воздействии докавитационного ультразвукового поля //Металлы. 1995. № 4.С.32−35.
- Шестаков Н.И. Расчет процесса затвердевания металла при непрерывной разливке//Металлы. 1991. № 2.С.55−58.
- Шестаков Н.И. Теплообмен в кристаллизаторе машины непрерывного литья заготовок//Изв.ВУЗов. Черная металлургия. 1993. № 9,10.С.18−20.
- Пикунов М.В., Сидоров Е. В. О неравновесной кристаллизации однофазных сплавов //Металлы. 1994. № 2.С.40−44.
- Шен-Пайксин, Понкратов О. С., Вишкарев А. Ф. Возможный механизм влияния внешних воздействий на структуру непрерывного слитка //Изв.ВУЗов. Черная металлургия. 1993. № 1.С.9−12.
- Самойлович Ю.А., Шифман Э. Р., Брыскин В. М., Кабаков З. К. Математическое моделирование процесса индукционного перемешивания расплава в незатвердевшей части непрерывного слитка//Магнитная гидродинамика. 1987. № 4. С.107−112.
- Соболев В.В., Нестеров Н. А. Анализ развития химической неоднородности при кристаллизации металла в ультразвуковом поле //Изв.ВУЗов. Черная металлургия.1989. № 8.-С.107−109.
- Соболев В.В., Трефилов П. М., Шифрин И. Н. и др. Анализ теплового состояния стальных блюмов при кристаллизации в процессе непрерывного литья // Изв.ВУЗов. Черная металлургия. 1992. № 1.С.25−29.
- Соболев В.В., Трефилов П. М., Шифрин И. Н. и др. формирование структуры стальных блюмов при кристаллизации в процессе непрерывного литья //Изв.ВУЗов. Черная металлургия. 1992. ЖЗ.С.21−26.
- Добаткин В.И., Эскин Г. И. О недендритном фронте кристаллизации // Металлы. 1995. № 4.С.36−41.
- Добаткин В.И., Шестаков А. Д. О кристаллизации переохлажденного расплава//ИзвАН СССР. Металлы. 1990. № 1.С.45−48.
- Кузнецов А.Н., Соболев В. В., Боргояков М. П. и др. Особенности формирования структуры тонких листовых слитков из алюминиевых сплавов при непрерывном литье //Докл. АН СССР. 1990. Т.314. № 6.С. 1404−1407.
- Леках С.Н., Киселев C.B., Храмченков И. А. Компьютерная система «Термозонд» анализа затвердевания отливок//Литейное производство. 1992. № 7. С.29−30.
- Белянчиков Л.Н., Белянчиков Н. Л. Теплообмен в вакууме между неохлаждаемой изложницей и наплавляемым слитком //Изв.ВУЗов. Черная металлургия. 1992. № 3.С.31−34.
- Лапшин A.B. Некоторые подходы к расчетам процесса кристаллизации металлического расплава в зоне его контакта со стенкой литейной формы //Металлы. 1994. № 6.С.21−26.
- Шичков А.Н., Быкасова E.H., Баширов Н. Г. и др. Тарирование системы охлаждения в слябовыхМНЛЗ //Сталь. 1993. № 4.С.34−36.
- Офенгенден A.A., Тутов В. И., Черепнин О. М., Бредихин В. Н. Исследование теплопередачи при горизонтальном непрерывном литье оловянных бронз //Металлы.1990. №З.С.74−80.
- Виниченко Н.И., КиринчукВ.М., Бондаренко О. Н. Исследование механизма и кинетики взаимодействия фаз у стенки кристаллизатора УНРС //Изв.ВУЗов. Черная металлургия. 1993. № 9.С.15−18.
- Казакевич Г. С. Затвердевание и упрочнение как единый процесс структуро-механической самоорганизации металлов и сплавов //Металлы. 1995. № 3.C.38−41.
- Парашков С.И., Багатов В. А., Кротов С. П. и др. Оптимизация конструктивных параметров криволинейных МНЛЗ//Изв.АН СССР.Металлы. 1991 .№ 1 .С.66−71.
- Шестаков Н.И. Расчет формы технологической оси криволинейной МНЛЗ на участке выпрямления слитка // Металлы. 1994. № 2.С.36−39.
- Самойлович Ю.А., Седяко Д. Г., Малевич Ю. А. Определение оптимальных режимов охлаждения стальных заготовок при непрерывном литье //Изв.ВУЗов. Черная металлургия. 1989. № 8.С.103−108.
- Соболев В.В., Паршин В. М., Трефилов П. М., Клак В. П. Особенности затвердевания стальных слитков при непрерывном литье на радиальной МНЛЗ // Изв.ВУЗов. Черная металлургия. 1989. № 12.С.32−36.
- Мазур В.Л., Гончаров Ю. В. Особенности развития микрорельефа поверхности металла при волочении //Изв.АН ССР.Металлы. 1991. № 6. С.59−66.
- Шестаков Н.И., Запатрина Н. В., Луканин Ю. В. Расчет процесса затвердевания металла при наличии окалинообразования//Металлы.1993.№ 4.С.90−93.
- Лапшин A.B. Макростроение поверхности литых изделий //Металлы. 1994. № 2.С.45−50.
- Святкин Б.К., Мещеряков A.C. Производство отливок из сплавов с ультрамелким зерном //Литейное производство. 1994. № 7.С.20−22.
- Лапшин A.B. Особенности процесса кристаллизации в поверхностном слое отливки //Изв.ВУЗов. Черная металлургия. 1992. № 1.С.99−102.
- Кириевский Б.А. Намораживание из расплава би- и монометаллических отливок//Литейное производство. 1992. № 10.С.22−24.
- Ревтов Н.И., Исаев О. Б., Носоченко О. В. и др. Особенности процессовкристаллизации и структурообразования слябов, отлитых на криволинейных MHJI3 / /Изв.ВУЗов. Черная металлургия. 1992. № 3.-С.25−28.
- Волков В.В., Пинаев А. Ф., Борзунов А. Н., Тишков В. А. Влияние конструкции кристаллизатора на структуру слитка из высококремнистого алюминиевого сплава // Цветные металлы. 1993. № 2. С.61−63.
- Мысик Р.К., Брусницын C.B., Вай И.А. и др. Влияние режимов непрерывного литья и последующей обработки на формирование свойств свинцовой латуни // Литейное производство. 1994. № 1.С.32−33.
- Иванисенко Ю.В., Корзников A.B., Сафаров И. М. и др. Формирование сверхмелкозернистой структуры в железе и его сплавах при больших пластических деформациях //Металлы. 1995. № 6.С. 126−131.
- Баранов A.A., Алимов В. И., Штыхно А. П. Совмещение горячей деформации и термической обработки легированного чугуна //Изв. АН СССР. Металлы. 1991. № 2. С.76−80.
- Добаткин В.И., Белоцерковец В. В., Бочвар С. Г. Влияние изотермических выдержек в твердо-жидкой области на структуру алюминиевых сплавов //Металлы. 1994. № 6. С.32−39.
- Бровман М.Я., Гензелев С. М. Исследование деформации затвердевшей оболочки слитков //Металлы. 1995. № 2. С.52−61.
- Марченко И.К., Бровман М. Я., Аникеев В. В., Дубоносов В. А. Исследование кристаллизации полых стальных слитков //Металлы. 1993. № 3. С.66−72.
- Жарницкий М.Д. Теплообмен в кристаллизаторах МНЛЗ горизонтального типа с односторонним периодическим вытягиванием //Вестник машиностроения. 1992. № 6−7. С.59−61.
- Резник Б.И., Страдухин Е. Д. Эффективность работы кристаллизатора УГНЛ при литье полосовых заготовок //Цветные металлы. 1993. №З.С.49−51.
- Шестаков Н.И., Запатрина Н. В., Фогельзанг И. И. Расчет процесса затвердевания непрерывнолитой заготовки с учетом окалинообразования //Изв. АН
- СССР. Металлы. 1991. № 1.С.72−75.
- Малиновский P.P. Варианты расчета режимов литья слитков из алюминиевых сплавов //Цветные металлы. 1993. № 5.С.37−40.
- Нисковских В.М. Создание высокопроизводительных слябовых MHJI3. Дис.канд.технич.наук. Свердловск, 1981.-90с.
- Стулов В.В., Гонтарев Ю. К., Николаев Г. А. и др. Экспериментальное исследование тепловой работы радиального кристаллизатора MHJI3 //Изв.ВУЗов. Черная металлургия. 1990. № 9.С.25−26.
- Бобряков Г. И., Папелин Б. А., Рожнов С. П. Новые специальные технологии и оборудование //Литейное производство. 1997. № 10.С.4−6.
- Патент № 2 077 765 RU. Способ получения непрерывнолитых полых заготовок и устройство для его реализации //Стулов В.В., Одиноков В. И. 0публ.20.04.97. Бюл.№ 11.
- Высокотемпературные тепловые трубы /В.И.Толубинский, Е. Н. Шевчук. К.:Наук.думка, 1989.-168с.
- Решение о выдаче патента на изобретение по заявке № 95 103 322/02/6 222 от 29.07.96. Способ получения непрерывнолитых полых биметаллических заготовок /В.В.Стулов, В. И. Одиноков.
- Свидетельство на полезную модель № 2525. Устройство для получения непрерывнолитых полых биметаллических заготовок /В.В.Стулов, В. И. Одиноков. Опубл. 16.08.96. Бюл№ 8.
- Свидетельство на полезную модель № 2526. Устройство для непрерывной разливки металла/В.В.Стулов, В. И. Одиноков. Опубл. 16.08.96. Бюл.№ 8.
- Патент № 2 079 390 RU. Устройство для непрерывного литья заготовок / В. В. Стулов, В. И. Одиноков. Опубл.20.05.97. Бюл.№ 14. Заявка№ 94 031 252/02/31 245.
- Патент № 2 105 632 RU. Кристаллизатор для непрерывной разливки и деформации металла /В.В.Стулов, В. И. Одиноков. 0публ.27.02.98. Бюл.№ 6.
- Патент № 2 101 128 RU. Способ непрерывного литья заготовок и устройстводля его осуществления /В.В.Стулов, В. И. Одиноков. Опубл. 10.01.98. Бюл.№ 1.
- Патент № 20 777 661Ш. Способ непрерывной разливки металлов и установка для его осуществления /В.В.Стулов, В. И. Одиноков. 0публ.20.04.97. Бюл.№ 11.
- Патент№ 2 105 635 БШ. Затравка для кристаллизатора установки непрерывной разливки и деформации металла /В.В.Стулов, В. И. Одиноков. Опубл.27.02.98. Бюл.№ 6.
- Патент № 21 056 341Ш. Затравка для кристаллизатора установки непрерывной разливки и деформации металла /В.В.Стулов, В. И. Одиноков. Опубл.27.02.98. Бюл.№ 6.
- Решение о выдаче патента на изобретение по заявке № 95 117 485/02/30 298 от 29.04.97. Устройство для резки слитка /В.В.Стулов, В. И. Одиноков.
- Решение о выдаче патента на изобретение по заявке № 95 117 313/02/30 245 от 14.05.97. Способ получения непрерывнолитых полых заготовок и устройство для его реализации /В.В.Стулов, В. И. Одиноков.
- Патент № 2 077 409 1Ш. Устройство для непрерывной разливки заготовок / В. В. Стулов, В. И. Одиноков. 0публ.20.04.97. Бюл.№ 11.
- Патент№ 21 069 291Ш. Устройство для резки непрерывнолитого деформированного слитка /В.В.Стулов, В. И. Одиноков. Опубл.20.03.98. Бюл.№ 8.
- Патент РФ № 2 077 772 1Ш. Способ получения порошковой заготовки и устройство для его реализации /В.В.Стулов, В. И. Одиноков. 0публ.20.04.97. Бюл.№ 11.
- Решение о выдаче свидетельства на полезную модель по заявке № 95 107 745/ 20/13 232 от 09.01.96. Установка для непрерывной разливки металла /В.В.Стулов, В. И. Одиноков.
- Патент№ 208 431ПШ. Сборный кристаллизатор для непрерывной разливки металла /В.В.Стулов, В. И. Одиноков. 0публ.20.07.97. Бюл.№ 20. Заявка № 94 043 921/ 02/44 201.
- Патент № 2 086 347 ЬШ. Установка для непрерывного литья заготовок /
- В.В.Стулов, В. И. Одиноков. Опубл. 10.08.97. Бюл.№ 22. Заявка № 94 028 995/02/29 116.
- Патент № 2 084 310ШХ Способ непрерывного литья заготовок и устройство для его осуществления /В.В.Стулов, В. И. Одиноков. 0публ.20.07.97. Бюл.№ 20. Заявка № 94 042 007/02/42 127.
- Решение о выдаче патента на изобретение по заявке № 95 120 838/02/36 323 от 18.07.97. Установка для непрерывной разливки металла /В.В.Стулов, В. И. Одиноков.
- Решение о выдаче патента на изобретение по заявке № 95 120 840/02/36 326 от 26.06.97. Устройство для получения непрерывнолитых полых биметаллических заготовок /В.В.Стулов, В. И. Одиноков.
- Решение о выдаче патента на изобретение по заявке № 95 120 873/02/36 335 от 26.06.97. Устройство для непрерывной разливки металла /В.В.Стулов, В. И. Одиноков.
- Патент № 2 086 346 ЯП Способ получения непрерывнолитых биметаллических заготовок и устройство для его осуществления /В.В.Стулов, В. И. Одиноков. Опубл. 10.08.97.Бюл.№ 22.
- Решение о выдаче патента на изобретение по заявке № 96 111 896/02/17 905 от 13.11.97. Сборный кристаллизатор для непрерывной разливки металла/В.В.Стулов, В. И. Одиноков.
- Решение о выдаче патента на изобретение по заявке № 96 113 980/02/21 379 от 28.10.97. Способ получения непрерывнолитых полых заготовок и устройство для его осуществления /В.В.Стулов, В. И. Одиноков.
- Решение о выдаче патента на изобретение по заявке № 96 111 893/02/17 904 от 28.10.97. Способ получения непрерывнолитых заготовок и устройство для его осуществления /В.В.Стулов, В. И. Одиноков.
- Решение о выдаче патента на изобретение по заявке № 96 111 892/02/17 903 от 29.10.97. Устройство для получения непрервнолитых заготовок /В.В.Стулов, В. И. Одиноков.
- Решение о выдаче патента на изобретение по заявке № 96 111 894/02/17 907от 16.12.97. Устройство для получения непрерывнолитых деформированных заготовок /В.В.Стулов, В.И.Одиноков
- Стулов В.В., Одиноков. Исследование тепловых режимов кристаллизатора литейно-ковочного модуля //Прогрессивная технология обработки материалов. Сб.№ 3. Комсомольск-на-Амуре:КнАГТУ, 1995.С.69−74.
- Стулов В.В., Одиноков В. И. Методика экспериментальных исследований при получении непрерывнолитых и порошковой заготовки на JIKM //Новые литейно-металлургические процессы и сплавы. Комсомольск-на-Амуре:КнАГТУ.1995.С.26−29.
- Одиноков В.И., Песков A.B., Стулов В. В. Теоретическое исследование процесса деформации отливаемого металла на JIKM //Новые литейно-металлурги-ческие процессы и сплавы. Комсомольск-на-Амуре: КнАГТУ. 1995. С.30−43.
- Стулов В.В., Одиноков В. И. Тепловой расчет металлопровода для подачи металла в кристаллизатор //Проблемы надежности обработки, создание новых материалов и технологий для предприятий Дальнего Востока. Комсомольск-на-Амуре: КнАГТУ, 1996. Ч.2.С.116−120.
- Стулов В.В., Одиноков В. И. Тепловой расчет теплообмена при кристаллизации алюминия на литейно-ковочном модуле//Новые литейно-металлургические процессы и сплавы. Комсомольск-на-Амуре: КнАГТУ/ 1995.С.19−26.
- Стулов В.В., Одиноков В. И. Теплообмен в кристаллизаторе при непрерывной разливке с деформацией металла //Изв.ВУЗов. Черная металлургия. 1995. № 9.С.27−28.
- Одиноков В.И., Стулов В. В. Получение непрерывнолитой алюминиевой заготовки на литейно-ковочном модуле //Литейное производство. 1996. № 1.С. 18−20.
- Одиноков В.И., Стулов В. В. Влияние конструкции кристаллизатора на качество непрерывнолитой заготовки //Литейное производство. 1996. № 4.С.24−26.
- Одиноков В.И., Стулов В. В. Тепловые исследования кристаллизатора и формирование заготовки в нем при вертикальной непрерывной разливке с деформацией алюминия //Проблемы механики сплошной среды. Владивосток: ИАПУ ДВОРАН, 1996.С.188−195.
- Стулов В.В., Одиноков В. И. Влияние параметров разливки металла на получение непрерывнолитой кованной заготовки //Изв.ВУЗов. Черная металлургия. 1997. № 1.С.24−26.
- Стулов В.В. Исследование формирования непрерывнолитой кованой алюминиевой заготовки в кристаллизаторе //Металлы. 1997. № 4.С.49−52.
- Стулов В.В., Одиноков В. И. Исследование получения непрерывнолитых кованых армированных заготовок//Изв.ВУЗов.Черная металлургия. 1997.№ 2.С.20−22.
- Стулов В.В. Физическое моделирование процесса непрерывной разливки стали в кристаллизатор //Изв.ВУЗов. Черная металлургия. 1997. № 5.С.55−59.
- Одиноков В.И., Стулов В. В. Влияние конструкции кристаллизатора на качество получаемой непрерывнолитой алюминиевой заготовки //Металлы. 1997. № 5. С.40−42.
- Стулов В.В. Определение параметров непрерывного литья алюминия в кристаллизатор при получении поковок//Литейное производство. 1997. № 12.С.22.
- Стулов В.В. Эффективность работы кристаллизатора при вертикальномнепрерывном литье с деформацией металла //Металлы. 1997. № 6.С.52−57.
- Стулов В.В., Одиноков В. И. Физическое моделирование гидродинамики жидких металлов в кристаллизаторе //Прикладные задачи механики деформируемого твердого тела: Сборник науч. тр. Владивосток: ИМиМ ДВО РАН, 1997.С. 182−200.
- Тепло- и массообмен. Теплотехнический эксперимент: Справочник/ Е. В. Аметистов, В. А. Григорьев, Б. Т. Емцев и др. М.:Энергоатомиздат, 1982.-512с.
- Теплотехнический справочник. Под общ.ред. В. Н. Юренева, П. Д. Лебедева. Т.2. Изд.2-е, перераб. М.:Энергия, 1976.-896с.
- Одиноков В.И. Численный метод решения дифференциальных уравнений пластического течения //Прикладная.механика. 1973, вып.9 № 12.С.25−30.
- Одиноков В.И. О конечно-разностном представлении дифференциальных соотношений теории пластичности//Прикл.механика, 1985. Т21. № 1.С.97−102.
- Одиноков В.И. Численное исследование процесса деформации материалов бескоординатным методом. Владивосток: Дальнаука, 1995. 168с.
- Одиноков В.И., Хайкин Б. Е. Аналитическое описание упрочнения сталей в зависимости от скорости, степени и температуры деформации// Теория и технология прокатки. Свердловск: УПИ, 1969.№ 176.С. 15−21.
- Макеранец Е.И., Одиноков В. И. Расчет пластического течения полых овальных цилиндров неограниченной длины //Изв.АН СССР.МТТ. 1976. № 2.С.68−74.
- Емельянов В.А. Тепловая работа машин непрерывного литья заготовок. М. Металлургия, 1988.-160с.
- Островский О.И., Григорян В. А., Вишкарев А. Ф. Свойства металлических расплавов. М. Металлургия, 1988.-304с.
- Зиновьев В.Е. Теплофизические свойства металлов при высоких температурах. Справ.изд. М. Металлургия, 1989.-384с.
- Циммерман Р., Понтер К. Металлургия и материаловедение. Справ.изд. Пер. с нем. М. Металлургия, 1982.-480с.
- Стулов В.В. Экспериментальное исследование тепловой работы кристаллизатора при непрерывной разливке и деформации металла//Изв.ВУЗов. Черная металлургия. 1997. № 10. С.76−77.
- Одиноков В.И., Стулов В. В., Воинов А. Р. Математическое моделирование кристаллизации и деформации металла на литейно-ковочном модуле//Тез.докл.школы «Современные проблемы механики и прикладной математики». Воронеж: ВГУ, 1998. С. 205.
- Стулов В.В. Исследование влияния режимов разливки алюминия на качество непрерывнолитых деформированных заготовок//Металлы. 1998. № 2. С.28−33.
- ЭКОНОМИЧЕСКИЙ ЭФФЕКТ ПОЛУЧЕНИЯ СТАЛЬНЫХ ЗАГОТОВОК НА1. ЛКМ
- Расчет выполним применительно к экономии топлива (газа, мазута), необходимого для нагрева слитков при прокатке. Исходные данные для расчета:
- Скорость разливки заготовок ор=2,5 м/мин.
- Сечение заготовок ахв=60×100мм2.
- Время работы установки в году т=2880 часов. Расчет экономии топлива:
- Производительность установки в год М=р-ор-(ахв)-т, где р=7800 кг/м3 плотность стали, М=20,2−103тонн.
- Количество тепла, необходимого для нагрева стальных слитков до температуры пластической деформации (1=1200°С) при прокатке0=С-М-А1где С=500−550 Дж/кг-К, получаем (2=14,6-Ю12 Дж.
- Брак и отходы металла при разливке (20%) ш=4,04−103 тонн.
- Количество тепла, необходимого для переплава металла (2п=г-т+с-т-А1,где г=272 кДж/кг удельная теплота плавления стали.
- После подстановки исходных данных получаем С>п=4,8−1012Дж.
- Расход мазута на переплав стали М =113 тонн. п
- Суммарный расход мазута на нагрев слитков перед прокаткой и переплав стали М| =813 тонн.
- Экономия электроэнергии при прокатке стали:
- Общая длина полученных заготовок 1=у -т. Получаем 1=432- 103 м.
- Время, необходимое для прокатки заготовок I = 1/и, п п’где оп=2м/с средняя скорость прокатки стали. Получаем т=60 час.
- Расход электроэнергии при прокатке заготовок 0 =№т ,-э п’где N=70 кВт средняя мощность электродвигателей, соизмеримая с мощностью привода ЛКМ.
- Суммарный экономический эффект от получения заготовок на ЛКМ: Стоимость 813 тонн мазута и 4200 кВт-час электроэнергии. Цикл производства сократился более чем в 100 раз.
- СЕРОВСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД"
- Ожидаемый годовой экономический эффект от внедрения одной установки ЛКМ-3 на Серовском металлургическом заводе составит 5 000 000 руб. в ценах 1998 г.