Повышение прочностных свойств стекла в результате металлизации методом диффузионной сварки
Теоретическая значимость работы заключается в том, что доказана возможность получения прочного сварного соединения стекла и стали методом диффузионной сварки, что расширяет теорию диффузионных соединений разнородных материаловприменительно к проблематике диссертации результативно использованы современные методы экспериментального определения структуры диффузионной зоны, полученной в результате… Читать ещё >
Содержание
- Глава I. Методика создания экспериментального образца для про- 29 ведения исследований упрочнения стекла методом диффузионной сварки его с металлом
- 1. 1. Основные предположения о факторах упрочнения стекла
- 1. 2. Критерии выбора параметров режима сварки
- 1. 3. Технология изготовления стеклометаллокомпозитного образца
- 1. 4. Моделирование процесса термоупругого деформирования 49 стеклометаллокомпозитного стержня
- Глава II. Контроль качества сварного соединения. Исследование 68 механических характеристик переходной зоны
- 2. 1. Неразрушающий контроль стеклометаллокомпозитных образ
- 2. 2. Микроскопические исследования зоны сварного соединения 77 стекла и стали
- 2. 3. Рентгеноспектральный анализ
- 2. 4. Исследование механических характеристик переходной зоны
- Глава III. Статические испытания стеклометаллокомпозитных стержней, определение механических характеристик
- 3. 1. Статические испытания на сжатие
- 3. 2. Статические испытания на растяжение
- 3. 3. Экспериментальное определение Модуля Юнга
- 3. 4. Испытания на кручение 115 Общие
- выводы
- Литература
Повышение прочностных свойств стекла в результате металлизации методом диффузионной сварки (реферат, курсовая, диплом, контрольная)
Основные понятия о прочности стекла.
Современное развитие строительной промышленности предъявляет высокие требования к строительным материалам, которые должны объединять высокие технико-эксплуатационные свойства, технологичность изготовления и низкую себестоимость производства. В ряде конструкций оптимальные эксплуатационные свойства можно получить лишь при условии применения составных или комбинированных узлов из разнородных материалов, например, слоистых композитов. Из таких материалов изготавливается не вся конструкция, а лишь те участки, которые испытывают воздействие силовых нагрузок, температур или агрессивных сред.
Неограниченные сырьевые ресурсы, высокая теоретическая прочность и химическая инертность стекла определяют актуальность его использования при создании композиционных материалов для конструкций ответственного назначения.
Особый интерес к вопросам прочности неорганических стекол со стороны физиков возник в начале 30-х годов после появления работ С. Н. Журкова и А. П. Александрова [3]. В результате фундаментальных исследований, выполненных кругом ученых Физико-технического института им. А. Ф. Иоффе РАН [8,9] установлено, что неорганическому стеклу присуща высокая природная прочность независимо от размеров: в равной мере, как для стекловолокна, так и для листа или массива стекла.
Прочностью называется свойство материалов противостоять разрушению при воздействии внешних нагрузок. Соответственно, характеристикой механической прочности является предел прочности — максимальное механическое напряжение, вызывающее разрушение материала под действием статической нагрузки.
В зависимости от характера механического воздействия различают прочность на: растяжение, сжатие, изгиб, микротвердость и абразивную стойкость [21,23].
При рассмотрении прочности стекла необходимо четко определять выбранную прочностную характеристику, поскольку их абсолютные значения значительно различаются, например прочность различных стекол ни изгиб варьируется в пределах 0,02−0,10 ГПа, а прочность на сжатие в пределах 0,5−2,5 ГПа.
Рассматривая прочностные характеристики стекла нужно отличать две различные величины: теоретическую и техническую прочность стекла.
Теоретическая прочность является условной величиной, оценочно рассчитываемой для некоего идеального бездефектного гомогенного стекла, нагружаемого квазистатично при низких температурах. Эта условная величина зависит от природы и прочности химических связей в структуре. Для наиболее распространенного силикатного стекла величина теоретической прочности связана с прочностью химической связи Si-O-Si [115]. Теоретическая прочность стекла по данным В. П. Пух [114], а также С. И. Сильвестровича [122] составляет от 10 000 МПа до 25 000 МПа. Высокая природная прочность практических стекол в отсутствии дефектов структуры подтверждена экспериментально [9,50].
Техническая (или практическая) прочность — характеристика реальных изделий из стекла. Известным и подтвержденным литературой фактом является то, что практическая прочность стекла характеризуется величиной от 20 до 100 МПа, что составляет менее 1% от теоретической прочности стекла. В первую очередь это связано с элементарными процессами, происходящими в объеме и на поверхности практических стекол: развитием микронеоднородных областей и фазового разделения, проявлением термомеханических последствий процесса формирования, термическим разуплотнением поверхности, ростом локальных напряжений на границах микрообластей и неуравновешенными теплофизическими свойствами, образованием на поверхности активных центров абсорбции, а также возникновение гидролитических и механических повреждений [8,16, 114, 123, 125].
Совокупность указанных явлений приводит к зарождению и развитию в структуре стекла, особенно на поверхности разного рода разупрочняющих дефектов, среди которых наиболее типичными и опасными считаются микротрещиныочаги хрупкого разрушения [9, 65, 122].
Многочисленные экспериментальные данные по прочности стекол [10,11, 59, 68, 88, 89] показывают большой разброс значений и их зависимость от методов получения образцов, состояния их поверхности, от методов и условий проведения измерений прочности (температура, влажность воздуха, скорость приложения нагрузки и т. д.) и геометрии стеклянного изделия [128]. Для обычных стеклянных изделий прочность на растяжение находится в диапазоне 0,02−0,10 ГПа, для некоторых специальных изделий, таких как автомобильные стекла, эта величина составляет 0,3−0,5 ГПа, а для тонких (диаметром несколько микрон) стеклянных волокон достигает 3,5 ГПа и более. С уменьшением диаметра волокна от 0,1 до 0,03 мм прочность возрастает от 500 до 1000 МПа [59].
Стекло по показателям удельной прочности на сжатие намного превосходят такие конструкционные материалы как сталь, алюминиевые и титановые сплавы. Однако поверхностные и внутренние микродефекты существенно снижают его природную прочность, делая его хрупким материалом. Известно, что устранение поверхностных микродефектов повышает прочность стекла на порядок, изоляция от влаги, увеличивает прочность в два раза, ликвидация внутренних дефектов повышает прочность стекла на 30%. Задача повышения прочности стекла с целью использования его в конструкциях ответственного назначения является важной задачей, которую решают ученые по всему миру. Повышение прочности стекла за счет устранения поверхностных микродефектов остается распространенным способом решения проблемы упрочнения стекол [10, 130].
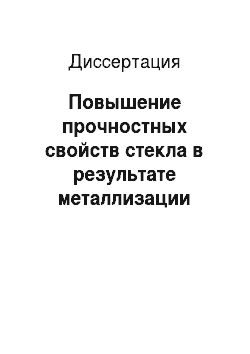
Одним из наиболее известных методов повышения прочности стекла за счет устранения поверхностных микродефектов является метод создания сжимающих напряжений в поверхностных слоях стекла (рисунок 0.1).
К способам создания сжимающих напряжений в поверхностных слоях стекла относятся: закалка стекла [93], ионный обмен [132, 133, 134, 139], и поверхностная кристаллизация [142].
Механическая полировка, удаление дефектного поверхностного слоя травлением стекла [18,145], огненная полировка [140] и нанесение защитных покрытий [131,133] являются методами повышения прочности стекла за счет поверхностного упрочнения.
Закалка является наиболее распространенным методом упрочнения стекла и состоит в создании постоянных внутренних напряжений за счет резкого охлаждения материала от температур, превышающих температуру стеклования. Эффективность применения закалки зависит от химического состава стекла, толщины и геометрии изделия и температурно-временных условий охлаждения стеклянных изделий. При закалке ударная прочность стекла возрастает в 5−10 раз, в зависимости от толщины изделия. Предел прочности закаленного стекла при изгибе достигает 250 МПа. Прочность закаленного стекла при прочих равных условиях в 3—4 раза больше прочности отожженного. Существенным недостатком закалки является низкая эффективность упрочнения для тонкостенных изделий. Другой значительный недостаток этого метода заключается в том, что при закалке во внутренних слоях стеклянных изделий формируются значительные растягивающие напряжения. В некоторых случаях они могут приводить к самопроизвольному разрушению изделия.
В основе ионообменного способа упрочнения стекла лежит процесс обмена щелочными ионами между стеклянной поверхностью и расплавом соли при температурах ниже интервала стеклования стекла. Обычно ионообменная обработка позволяет создавать в поверхностном слое сжимающие напряжения, величина которых составляет 45−690 МПа [139]. В специальных стеклах абсолютные величины сжимающих напряжений, создающихся при ионном обмене, могут достигать огромных величин (до 1 ГПа) [25]. Для стекла, упрочненного ионным обменом, анализ дает значения прочности 275 МПа. К числу недостатков метода ионообменного упрочнения стекла относится то, что эффективность его использования сильно зависит от диффузионной подвижности обменивающихся ионов, которая определяется химическим составом стеклообразного материала, температурой и типом обменивающихся ионов. Поэтому эффективность ионообменного метода упрочнения для многих типов стекол невелика.
Рисунок 0.1 — Методы повышения прочности стекла.
Поверхностная кристаллизация заключается в формировании кристаллического слоя в поверхностных слоях стекла при определенной температуре, которая меньше коэффициента температурного расширения, чем само стекло, что позволяет создать напряжения сжатия, которые приводят к увеличению прочности всего стекла. Такая технология позволяет увеличить прочность стекол от 3 до 11 раз, в частности, прочность на изгиб цинкалюмосиликатных стекол повышается с 70 МПа до 300−830 МПа [18]. Недостатком этого метода является ограниченный диапазон состава стекол.
Механически полированное стекло, полученное путем шлифования и полирования, имеет прочность 50−150 МПа [21]. При правильной организации процесса шлифовки — полировки прочность повышается до 200−400 МПа.
Метод огненной полировки заключается в быстром нагреве поверхности стекла вплоть до его размягчения под воздействием локального внешнего источника тепла, например пламени газовой горелки [21, 91]. Под действием сил поверхностного натяжения происходит «сглаживание» поверхностных дефектов, за-плавление микротрещин. Основным недостатком методов механической и огненной полировки является чувствительность поверхности стекла к механическим повреждениям.
Способ удаления дефектного поверхностного слоя травлением стекла состоит в удалении дефектного поверхностного слоя путем его растворения в специальных растворах, например, водных растворах фтористоводородной кислоты [21, 144]. Процесс травления позволяет увеличить прочность стеклянных изделий в 3−4 раза и более. Этот способ упрочнения стекла характеризуется технологической простотой и дешевизной. Следует отметить, что данный способ упрочнения требует соблюдения специальных мер трудовой и экологической безопасности, так как связан с использованием токсичных материалов, поэтому использование этого метода во многих промышленно развитых странах ограничено. Кроме того, после травления, поверхность стекла очень чувствительна даже к незначительным механическим воздействиям и легко повреждаема, поэтому сразу после травления рекомендуется наносить на поверхность стекла защитное покрытие.
К нанесению защитных покрытий относится способ металлизации поверхности стекла [93], который заключается в нанесении тончайших пленок различных металлов (алюминия, титана и др.) на поверхность стеклянных изделий следующими способами: химическим, гальваническим, осаждением [146, 141], вжи-ганием или впеканием, нанесение пленок на поверхность стекла физическими методами и нанесение глазури.
Вжигание или впекание [59] заключается в том, что некоторые растворы солей благородных металлов при нагревании до определенной температуры разлагаются, образуя на стекле тонкий металлический слой. При дальнейшем повышении температуры пленка металла плотно вжигается в стекло. Нанесение пленок на поверхность стекла повышает сопротивление изгибу в 5−10 раз. Недостаток этого метода заключается в том, что некоторые растворы не только ядовиты или дают ожоги, но и могут взрываться вследствие образования гремучих смесей и сам способ вжигания требует жесткого контроля и соблюдения техники безопасности.
Нанесение пленок на поверхность стекла физическими методами [59] подразделяется на испарение в вакууме различных металлов и катодное распылением металлов в вакууме. Технологические процессы нанесения пленок этими методами имеют много общего между собой. В обоих случаях необходим вакуум. При том и другом способах пленка получается в виде мельчайших частиц или молекулярного дождя, создаваемого испаряемым или распыляемым металлом [35, 36]. Металлизация стекла методом испарения основана на способности некоторых металлов испаряться при нагревании до температуры, несколько большей, чем их точка плавления. Испарение в высоком вакууме происходит с поверхности металла по прямым линиям во всех направлениях. Поток частиц металла в конце свободного пути оседает на поверхности объекта в виде тонкого равномерного слоя. Недостаток этого метода заключается в том, что полученные пленки отслаиваются от подложки с образованием пузырей.
Нанесение глазури [18] на поверхность стекла, обладающей меньшим коэффициентом температурного расширения, при охлаждении обеспечивает образование напряжений сжатия в глазурном слое и напряжений растяжения в объеме стеклоизделия. Прочность стекла в результате такой обработки увеличивается более, чем на 130% [136]. Недостатками метода глазурования является его неполная универсальность (глазурь, разработанная и используемая для упрочнения стекло-изделий определенного химического состава, не может быть автоматически использована для упрочнения стекол других составов), и существенное изменение рельефа поверхности стеклоизделия.
Проведя анализ вышеперечисленных методов упрочнения стекла можно выделить общие недостатки этих методов: постоянный контакт поверхности стекла с окружающей средой,.
— малая толщина упрочняющего слоя (покрытия), что позволяет только увеличить устойчивость поверхности стекла к абразивному воздействию, когда стойкость к механическому воздействию невелика;
— ограниченность использование методов химическим составом стекол и упрочняющих материалов;
— использование токсичных материалов.
В последнее время появились и альтернативные подходы к решению проблемы повышения прочности стекла. В. В. Пикулем (ИПМТ ДВО РАН) предложен способ упрочнения стекла в составе нового композиционного материала — стек-лометаллокомпозита [99], заключающийся в том, что в пространство, ограниченное металлическими обшивками (толщины которых могут достигать 2−3 мм) заливают расплавленную стекломассу, которая при остывании надежно соединяется с ними и обжимается за счет разницы в коэффициентах температурного расширения стекла и металла. Обжатие стеклянного слоя препятствует образованию поверхностных микродефектов, и должно приводить к резкому повышению статической и динамической прочности стеклянного слоя и всего композита в целом. Регулируя степень обжатия стеклянного слоя в процессе изготовления предположительно можно создавать композиционный материал со специфическими механическими свойствами. При высоком уровне обжатия стеклометаллокомпозит должен приобретать идеальные свойства для работы в условиях сжатия, а при низком уровне обжатия способен успешно работать в условиях изгиба и растяжения. В основе предлагаемого способа лежит возможность стекла надежно соединяться с металлами при определенных температурах. При теоретическом анализе после математического моделирования, проведенном в работах [99, 108, 109], было установлено, что по показателям прочности стеклометаллокомпозит должен в 1,5−2 раза превосходить высокопрочные титановые сплавы. Из него возможно было бы изготавливать крупногабаритные конструкции различного назначения: глубоководные аппараты, резервуары для захоронения радиоактивных отходов, корпуса летательных аппаратов и ракет.
В работе [98] предложен способ изготовления трубы из стеклометаллокомпо-зита, который предполагает формирование цилиндрической оболочки из стеклянного слоя и внешней металлической облицовки. Внешнюю металлическую оболочку устанавливают в разъемную форму и помещают в центрифугу, включают ее и подают расплав стекломассы во внутреннюю полость внешней металлической облицовки и посредством центрифуги формируют требуемой толщины стеклянный слой на внутренней поверхности внешней металлической оболочки. Технический результат заключается в создании бездефектной трубы из стеклометалло-композита, у которой устранены поверхностные микротрещины и произведено равномерное уплотнение стеклянного слоя.
Аналогичными являются работы [94, 95, 100−103] направленные на создание стеклометаллических цилиндрических оболочек для прочного корпуса подводных аппаратов.
Заключение
стекломатериала между металлическими слоями, кроме упрочнения, создает дополнительный технический эффект, исключая непосредственный контакт стекломатериала с окружающей средой и дополнительные барьеры, препятствующие разрушению композита, что обуславливает прочность конструкции в целом.
Рассматривая определенные методы соединения стекла и металла, предложенные В. В. Пикулем можно выделить следующие основные проблемы:
— проблема получения прочного соединения, а именно: разница ТКЛР приводит к появлению опасных напряжений в стекле и в металлеполучение остаточных напряжений в материале допускаемой величинывлияние размеров и геометрической формы на свойства композиционного материаланаличие и качество сварной зоны, а значит и соединения в целом;
— проблема построения корректной математической модели, учитывающей реологические процессы в стекле на всей технологической цепочке, влияние диффузионной зоны на напряженно-деформируемое состояние в целом.
До некоторого времени исследования по созданию нового композиционного материала носили преимущественно теоретический характер. При подробном анализе литературных источников экспериментальных исследований по предложенным способам упрочнения стекла в открытой печати кроме работ [31, 75] не обнаружено. Это и определяет актуальность настоящей работы, целью которой является экспериментальное исследование возможности упрочнения стекла посредством диффузионной сварки его с металлом.
Диффузионное соединение стекла с металлом.
Стекло в соединении с металлом давно широко применяется в электротехнической промышленности: в микросхемах, микросборках, электронных приборов, транзисторах, диодах, электроннолучевых трубках и электронных лампах, в микромодулях этажерочных микросхем, в кварцевых резонаторах, конденсаторах, в качестве вакуумных уплотнений и т. д. При создании металлостеклянных узлов используют диффузионную сварку [13] и пайку [117] как в вакууме так и без него.
Практически применяемые конфигурации металлостеклянных соединений весьма разнообразны, выделим основные геометрические формы, использующиеся в их основе:
— охватывающие соединения (окошечные), в которых металл охватывает стекло (рисунок 0.2.6), при этом, желательно чтобы ТКЛР металла был больше, чем стекла;
— круговые внутренние соединения (стержневые), в которых стекло охватывает металлическую деталь (рисунок 0.2.а);
— плоские или торцевые соединения, в которых стеклянная деталь сочленяется с металлической по плоскости торца (рисунок 0.2.в). а б в.
Рисунок 0.2 — Конфигурации металлостеклянных соединений, а — окошенные соединения, б — стержневые соединения в — торцевые соединения.
Возникновение больших и опасных напряжений в таких соединениях компенсируют следующими способами: используют металлические детали небольших толщин и диаметровприменяют пластичные материалы, позволяющие ослаблять напряжениявыбирают режимы сварки с низкими температурами.
Помимо конструктивных и технологических параметров, на качество метал-лостеклянного соединения оказывает влияние и способ, с помощью которого это соединение было получено.
Процесс пайки [2] предусматривает несколько обязательных промежуточных операций (вжигание паст, термообработка, нанесение припоя и др.). Методы пайки не всегда обеспечивают получение соединений стекла с металлами, отвечающих высоким эксплуатационным требованиям. Неравномерный по толщине и составу слой припоя может вносить дополнительные напряжения, что существенно снижает термостойкость соединения и увеличивает высокочастотные потери. Паянные соединения очень чувствительны к отклонениям параметров процесса от их оптимальных значений. Завышение температуры пайки или длительности изотермической выдержки приводит к растворению слоя металлизации в припое и, в конечном счете, снижает качество соединения.
Способ диффузионной сварки на современной стадии развития позволяет решить ряд сложных технических проблем, создать новые образцы современной техники, новые сложные и точные конструкции приборов и изделий различного назначения [73].
Основоположник процесса диффузионной сварки профессор Н. Ф. Казаков [54] выявил основные параметры диффузионной сварки это: температура, давление и время выдержки при заданных температуре и давлении. Температура, при которой происходит процесс сварки, составляет 0,5−0,7 температуры плавления материалов, а при сварке разнородных материалов — материала с более низкой температурой. В случае сварки стекла и металла повышение температуры сварки до температуры чуть выше размягчения стекла, необходимо для ускорения взаимной диффузии атомов материалов. Давление служит одной главной цели — обеспечить плотный контакт поверхностей, подлежащих соединению. Время выдержки должно хватать для образования равномерной и однородной диффузионной зоны. Более того, в действительности под одним из названий «диффузионная сварка» объединены различные явления, приводящие к соединению тел. Такое положение обусловлено отчасти большим числом независимых параметров, определяющих процесс, разнообразием условий, в которых он проводился, а также сложностью контроля результатов соединения материалов. Действительно, на процесс оказывают влияние температура образцов, усилие сжатия, присутствие третьих компонентов, шероховатость поверхностей, химическое сходство материалов, время контакта. Само же соединение является результатом взаимопроникновения материалов и формирования некоторого переходного слоя.
Диффузионная сварка [27, 29, 126] имеет ряд важнейших преимуществ по сравнению со сваркой и пайкой, среди которых можно выделить следующее:
— высокое качество сварного соединения: повышается его надежность, увеличивается ресурс работы, при этом соединение сохраняет свойства, присущие свариваемым металлам и сплавам. В сварном соединении отсутствуют непровары, поры, оксидные включения и другие дефекты.
— постоянство качества соединений: по таким показателям как сопротивление разрыву, угол изгиба, ударная вязкость. Колебания значений показателей не превышает 2−5%. Это объясняется возможностью точно выдерживать основные параметры процесса, а также тем, что свойства сварного соединения практически не зависят от таких факторов, как колебания напряжения в питающей сети, качество вспомогательных материалов, квалификация и степень утомляемости сварщика и т. д., которые имеют существенное значение при других видах сварки.
— диффузионная сварка гигиенична: отсутствуют ультрафиолетовое излучение, вредные газовые выделения, горячие брызги металла, мелкодисперсная пыль, что весьма важно для охраны здоровья работающих;
— диффузионное соединение является экономически эффективным технологическим процессом. Он не требует дорогостоящих припоев, специальной сварочной проволоки и электродов. В большинстве случаев отпадает необходимость в последующей механической обработке, отсутствуют дополнительные потери металла, вес конструкции не увеличивается, снижаются эксплуатационные расходы.
Эти и другие преимущества данного способа сварки выдвигают его в число перспективных способов соединения стекла и металла.
Российскими учеными начиная с 60-х годов выполнен ряд крупных научных исследований по соединению стекла с металлом, среди которых особое место занимают работы Н. Ф. Казакова [54], В. А. Бачина [13], О. В. Мазурина [85, 86, 87], А. Рот [117], A.B. Люшинского [84], и др.
Несмотря на то, что исследованиями занимается большой круг ученых, в настоящее время нет полного представления о физико-химических процессах, протекающих в зоне соединения металлов со стеклом, что определяет в том числе актуальность исследований по соединению стекла с металлом.
На данный момент существует несколько теорий соединения металла со стеклом в соответствии с рисунком 0.3: дендритная, электрохимическая, теория оксидного соединения и теория топохимических реакций.
Рисунок 0.3 — Теории соединения металла со стеклом.
Дендритная теория объясняет образование соединения в результате роста дендритов выделившегося железа при разложении оксидов в процессе вплавления эмалевой фритты на железные пластины, а согласно электрохимической теории в расплаве стекла более благородные металлы вытесняются менее благородными, как это имеет место в насыщенных растворах [13].
Существует мнение [112, 113], что при диффузионной сварке перед началом процесса необходимо удалять оксидные пленки из зоны соединения. Такая концепция верна лишь при соединении металлических материалов, а при соединении металлов с неметаллами нужно учитывать, что большую часть из них удается соединить в результате взаимодействия оксидов, специально выращенных на металле, с оксидными системами неметаллов. Этот вопрос является основным при разработке технологии соединения металлов с неметаллическими материалами. Поэтому наибольшее число подтверждений получила теория оксидного соединения, которая объясняет механизм соединения стекла с металлом через слой оксида и описывается двумя стадиями [112]:
— стадия взаимодействия, на которой происходит физическая адсорбция и смачивание- !
— стадия образования прочной связи между разнородными веществами в результате химических реакций и продолжительной диффузии.
Результаты исследований [13, 117] показали, что взаимодействие стекла с такими металлами, как Мо, Бе, Сг и их сплавами, осуществляется через оксидные слои, которые получены на этих металлах специальными способами. Объясняется это тем, что оксиды металла и стекла обладают ионной структурой, т. е. построены из ионов металла и кислорода, поэтому между стеклом и оксидом металла образуется переходная структура, в которой ионы соединенного со стеклом металла постепенно, по мере приближения к стеклу, замещаются ионами кремния. Несмотря на то, что теория оксидного соединения имеет наибольшее число сторонников, ее положения не являются всеобщими, так как присутствие оксида в некоторых случаях не является обязательным условием для образования соединения металлов с неметаллами. Например, платина является для соединения со стеклом благоприятным металлом, хотя при нагреве и не образует оксидной пленки. Наиболее полно процесс взаимодействия металлов с неметаллами с позиции теории топохимических реакций исследован в работах [13, 14, 54, 84, 118] и описан тремя этапами:
— на первом этапе происходит сближение соединяемых поверхностей в результате пластической деформации одной или обеих соединяемых деталей до появления физических сил взаимодействия, обусловленных силами Ван-дер-Ваальса, т. е. образование физического контакта;
— на втором этапе происходит активация поверхностей, следствием которой является образование активных центров и переход атомов из состояния физической адсорбции в состояние химической адсорбции;
— третий этап начинается с образования активных центров, в результате чего развиваются процессы диффузии, которые в свою очередь придают развитию соединения объемный характер.
Анализ существующих теорий соединения стекла с металлом показал, что наибольший интерес представляют собой теории оксидного соединения и топо-химических реакций. С одной стороны, теория топохимической реакции дает более полную картину взаимодействия стекла и металла с другой стороны, соединение металла со стеклом происходит при наличии на поверхности металла оксидного слоя. Оксидный слой должен быть сплошным и равномерным по толщинепри этом он должен иметь один и тот же состав по всей поверхности сварного соединения.
Одним из наиболее широко используемых металлов в конструкциях является железо и его сплавы. Железо — один из самых распространенных элементов в природе, что обуславливает неограниченность его в виде сырья. Чистое железо используется только в электротехнических изделиях — и в соответствующих агрегатах химической техники, а в качестве конструкционных материалов для основных узлов — применяются железоуглеродные сплавы: углеродистые стали, а также стали с добавками иных металлов и т. д.
Углеродистые стали — самый распространенный конструкционный материал. По объему применения, стали этого класса превосходят все остальные из-за своей дешевизны и удовлетворительных механических характеристик. Из группы углеродистых сталей для изготовления несущих элементов сварных и несварных конструкций применяют в основном сталь марки СтЗ, которая значительно дешевле легированных сталей, всегда востребована, имеет свариваемость без ограничений, не является флокеночувствительной и не склонна к отпускной хрупкости. Из стали СтЗ можно изготовить изделия повышенной прочности.
При соединении стали со стеклом сильное влияние на прочность соединения оказывает образование различных типов окислов, возникающих на поверхности стали. Эти сложности заключаются в том, что каждый из окислов имеет свою степень увеличения объема, поэтому в каждом отдельном случае следует подбирать такой режим образования соединения, при котором преимущественно образуется лишь желаемый вид окисла стали [117]. Это имеет значение в тех случаях, когда требуется получить вакуумно-плотное соединение с минимальным химическим взаимодействием. В то же время, в условиях обжатия стекла стальной оболочкой и возможности растворения оксидов в стекле роль фазового состава оксидного слоя значительно снижается.
В работах [54, 13, 85] основной проблемой, возникающей в процессе диффузионной сварки стекла со сталью является существенное различие в коэффициентах температурного линейного расширения, теплопроводности и теплоемкости, которые обуславливают возникновение значительных термических напряжений. Однако вышеуказанный недостаток можно ликвидировать за счет использования дополнительных материалов в зоне сварного соединения [54, 13, 85] или выбора геометрической формы соединяемых материалов [117].
Как известно, согласованность коэффициентов температурного линейного расширения соединяемых материалов позволяет избежать образование внутренних напряжений или, по крайней мере, ограничить величину этих напряжений величиной, не представляющей опасности для целостности соединения. При диффузионном соединении стекла со сталью, которые имеют различные температурные коэффициенты линейного расширения, для получения качественного соединения в контакт между ними вводят промежуточный слой из другого материала. Как показал проведенный анализ [13, 54, 84, 117] в данном случае применяют прослойки из материалов, имеющих промежуточный КТЛР и высокие пластичные свойства, что способствует релаксации возникающих напряжений. В качестве промежуточных прослоек в основном применяется фольга, гальванические или запыленные покрытия, высокоактивные порошковые промежуточные слои. Такой способ с одной стороны сглаживает эффект несогласованности ТКЛР, но с другой стороны сильно усложняет технологию изготовления соединения.
Существуют способы соединения стекла со сталью без применения прослоек [45, 117]. При отсутствии согласованности ТКЛР обоих компонентов, для образования соединения, необходимая компенсация достигается путем создания сжимающих усилий, воздействующих на стекло. Если в системе стекло — сталь образуется прочная связь между компонентами реальная величина внутренних напряжений в соединениях, как правило, меньше, чем величина, подсчитанная на основании разницы в значениях ТКЛР [117]. Это обусловлено пластичностью металла, а также тем, что в стекле продолжаются процессы вязкостного течения даже после того как оно охладилось ниже температуры затвердевания. С помощью специальных конструктивных и технологических методов можно изготовлять такие соединения металла со стеклом, у которых значение ТКЛР обоих компонентов различается намного больше, чем это допускается при изготовлении согласованных соединений.
Значительная разница физико-химических свойств стекла и стали не позволяет получать рабочие соединения произвольной геометрии (например, пластины), поскольку возникающие в стекле растягивающие напряжения достигают значительных величин. Прочное соединение можно получить путем конструирования его таким образом, чтобы в стекле возникали лишь сжимающие внутренние напряжения. В данной работе одним из конструкционных решений проблемы несогласованности стали и стекла предложен стержень, состоящий из стеклянного сердечника и металлической облицовки. Предлагаемая конструкция имеет ряд преимуществ:
— в процессе сварки в стекле возникают только сжимающие напряжения;
— принципиально новая конструкция на базе стекла и металла;
— возможность самостоятельного практического применения в различных областях строительства и машиностроения.
Стержни имеют широкое самостоятельное применение в различных областях техники, различного рода машинах, строительстве, в том числе, монолитном и сборном, производстве железобетона, возведении технических сооружений и металлических конструкций.
На данном этапе развития науки и техники основной интерес представляют композиционные стержни, сочетающие в себе материалы, обладающими разными характеристиками и свойствами. В настоящее время в США и Европе проводятся экспериментальные расчетно-конструкторские и технологические работы, на создание пешеходных мостов с преимущественным применением композитных стек-лопластиковых и углепластиковых пултрузионных профилей. Стержни из стекла, полимерных композиционных материалов применяют в качестве силовых и армирующих элементов в оптико-волоконных кабелях, стекло — и базальтопластико-вые стержни небольших диаметров широко используют в строительстве в качестве гибких связей утепленных трехслойных панелей и стен. В последнее время в России ведется разработка насосных стеклопластиковых штанг для нефтедобывающей промышленности. В горном деле стеклопластиковые стержни круглого сечения используют в качестве силовой составляющей анкерной крепи.
Композиционные стержни используются также в системах. Стержневые системы, представляющие собой сварные конструкции, состоящие из отдельных, как правило, прямолинейных стержней, которые соединяются в узлах при помощи сварки. Стержни располагаются как в поперечном, так и в продольном направлениях. При этом стержни разных направлений могут иметь различный диаметр, в то время как одного направления. К таким конструкциям можно отнести фермы каркасов зданий, кровли и т. д. Фермовые конструкции применяемые для подвеса светового оборудования, проекционных экранов, для монтажа декораций и оформления сцен, для установки крытых сценических площадок, перекрытий трибун и подиумов имеют модульную конструкцию, которая также состоит из стержней.
В результате проведения литературного обзора выделяются проблемы, которые подчеркивают актуальность данного исследования:
— повышение прочности стекла;
— исследование возможности создания прочного соединения на основе стекла и металла;
— создание нового композиционного материала на базе стекла и металла.
Целью работы является исследование диффузионной сварки стекла С49−1 со сталью СтЗсп, как метода изготовления нового композиционного стержня, и ее влияние на прочностные характеристики стекла в составе стеклометаллокомпо-зитного стержня.
Для достижения цели были поставлены и решались следующие задачи:
— исследовать возможность получения прочного соединения стекла С49−1 и стали СтЗсп методом диффузионной сварки;
— исследовать особенности формирования и свойства диффузионной зоны при сварке стекла С49−1 со сталью СтЗсп;
— разработать технологический режим изготовления стеклометаллокомпо-зитного стержня;
— исследовать механические характеристики стекла в составе нового композиционного материала и стеклометаллокомпозитного стержня в целом.
Научная новизна обуславливается следующими положениями:
— разработан новый способ упрочнения стекла методом диффузионной сварки его с металлом, в результате которого, прочностные характеристики стекла увеличились на порядок.
— в результате проведенного исследования зоны сварного соединения выдвинуты предположения о механизме формирования ее фазового состава, определено влияние наличия отдельных фаз на прочностные характеристики композита в целомэкспериментально показано, что предварительное химическое оксидирование поверхности стали позволяет получить однородную диффузионную зону.
— разработан способ создания нового композиционного материала — стекло-металлокомпозитного стержня. Новизна технологических и конструкторских решений защищена патентами РФ.
— разработаны технологические режимы, позволяющие получить прочное сварное соединение стекла со сталью при заданной геометрии элементов.
— исследована микроструктура и распределение химических элементов в зоне сварки стали СтЗсп со стеклом С49−1, на основании результатов которых выделены три подзоны, сделан вывод об их фазовом составе, определены микротвердость, модуль Юнга и их протяженность в зависимости времени выдержки при температуре сварки.
— на основании свойств фаз введены поправки в математическую модель, позволяющую оценить остаточные напряжения в полученном композиционном материале.
Теоретическая значимость работы заключается в том, что доказана возможность получения прочного сварного соединения стекла и стали методом диффузионной сварки, что расширяет теорию диффузионных соединений разнородных материаловприменительно к проблематике диссертации результативно использованы современные методы экспериментального определения структуры диффузионной зоны, полученной в результате сварки стекла и стали и прочностных характеристик стеклометаллокомпозитного стержняпредложена структурно-механическая модель повышения прочности стекла методом диффузионной сваркиизучено влияние отдельных параметров технологического режима сварки на структуру диффузионной зоны и прочностные характеристики нового композиционного материалапри математическом моделировании остаточных напряжений в стеклометаллокомпозитном стержне, предложено учитывать влияние диффузионной зоны, что позволило получить более адекватную картину напряженно-деформированного состояния композиционного материала.
Практическая ценность работы заключается в разработке нового способа упрочнения стекла методом диффузионной сварки его с металлом. Разработанная технология расширяет возможности новых решений при использовании стекла в конструкциях ответственного назначения. Определены перспективы использования стеклометалокомпозитных стержней на практике. Разработана и внедрена при проведении патентных исследований по созданию нового композиционного материала технология диффузионного соединения стекла и стали. Представлены результаты экспериментальных исследований прочностных характеристик нового композиционного материала и структуры диффузионной зоны стекла С49−1 и стали СтЗсп.
Достоверность результатов обосновывается использованием современных методов исследований и обработки полученных результатов. При экспериментальных исследованиях применяли методы планирования экспериментов и статистической обработки их результатов. Основные результаты экспериментальных исследований получены современными методами оптической и электронной микроскопии, энергодисперстного рентгеноспектрального микроанализастандартизированными методами испытаний и исследований механических свойств. Для математического моделирования применены известные модели механики деформируемого твердого тела, апробированные аналитические и численные методы их реализации.
Апробация работы. Результаты работы докладывались на:
— семинаре «ХУ1-я Зимняя школа по механике сплошных сред» г. Пермь, 2009 г;
— всероссийской конференции приуроченной к 70-летию академика В. А. Левина «Успехи механики сплошных сред» г. Владивосток, 2009 г;
— международной конференции «Актуальные проблемы механики (АРМ)», г. Санкт-Петербург, 2009;20 Юг. г;
— Съезде «X Всероссийский съезд по фундаментальным проблемам теоретической и прикладной механики», г. Нижний Новгород 2011 г;
— семинаре «XXXVI Дальневосточная Математическая школа — семинар имени академика Е.В.Золотова», Владивосток 2012 г;
— семинарах ИАПУ ДВО РАН.
По теме диссертации опубликовано 13 научных работ, из них 6 статей в ведущих рецензируемых журналах из списка ВАК [31, 33, 75, 76, 80, 81], 5 тезисов докладов на Региональных и Международной конференциях [32, 77, 79, 137, 138], 2 патента на изобретение [96, 97]. Работа [31] выполнена автором лично. В работах [80, 81] автор принимал участие в подготовке экспериментальных данных для вычислительного эксперимента. В работах [96, 97] автор участвовал в отработке технологии изготовления стеклометаллокомпозита. В работах [33, 75, 76] автор участвовал в проведении экспериментальных исследований, обработке и анализе полученных результатов.
Диссертация состоит из введения, трех глав, заключения и списка литературы (146 наименований). Объем работы 134 страницы с 57 рисунками и 26 таблицами.
ОБЩИЕ ВЫВОДЫ.
Итогом комплексных теоретических и экспериментальных исследований, направленных на повышение прочности стекла за счет диффузионной сварки его с металлом, являются следующие основные результаты.
1. В результате предлагаемой технологии упрочнения стекла, его прочность увеличилась на порядок. При проведении статических испытаний установлено, что максимальные напряжения, испытываемые стеклометаллокомпозитным образцом на сжатие в два раза больше, чем у стального образца СтЗсп и лежат в интервале закаленных стекол, а также на порядок выше, чем максимальные напряжения стеклянного образца С49−1. Установлено влияние на прочность стекломе-таллокомпозита торцевого эффекта.
2. В результате анализа температурных напряжений методами математического моделирования установлено, что учет диффузионной зоны позволяет снизить остаточные напряжения более чем на 40%.
3. В результате микроскопических исследований установлено наличие развитой переходной диффузионной зоны, которая фазово подразделяется на три подзоны: вюстит, фаялит, и стекло содержащее некоторое количество растворенного железа, при этом содержание железа в данной подзоне недостаточно для образования кристаллических фаз. Определено влияние технологических параметров диффузионной сварки на образование подзон переходной зоны и их толщину. Доказано, что предварительное оксидирование металлической поверхности влияет на сплошность и равномерность фаз переходной зоны.
4. Установлено влияние технологических параметров диффузионной сварки на прочностные характеристики стеклометаллокомпозита. На основании микроскопических исследований и статических испытаний выделен наиболее благоприятный режим изготовления стеклометаллокомпозита.
5. В результате проведенных испытаний стеклометаллокомпозита определен интервал нагрузок, при которых происходит постепенное разрушение образца.
Установлено, что после снятия нагрузки с экспериментального образца, его первоначальные геометрические характеристики практически не изменяются и не нарушается целостность, что должно положительно влиять на его использование в конструкциях.
6. Экспериментально установлено, что модуль сдвига и модуль Юнга стек-лометаллокомпозита имеют среднее значения между модулями стали СтЗсп и стекла С49−1. По проведенным испытаниям на микротвердость, определены модуль Юнга и микротвердость подзон переходной зоны.
7. Для контроля качества сварного соединения разработана методика нераз-рушающего контроля, учитывающая композиционную структуры изделия, малую толщину стальных стенок и особенности сочетания акустических свойств стали и стекла.
Список литературы
- Авдеев Б.А. Техника определения механических свойств материалов. — М.: Машиностроение, 1965. -488 с.
- Акулов А.И. Сварка в машиностроении. Т. 1−5. М.: Машиностроение. 1978.
- Александров А.П., Журков С. Н. Явление хрупкого разрыва. M.-JL: ГТТИ, 1933.-52 с.
- Антонов Э.И. Обработка наблюдений над случайными величинами. Методические указания к выполнению задания по математической статистике. Владивосток: ДВПИ им. В. В. Куйбышева, 1982. — 16 с.
- Аппен A.A. Химия стекла. JL: Химия, 1974. — 352 с.
- Арзамасов Б. Н. Брострем В.А., Буше Н. А. Конструкционные материалы. М.: Машиностроение, 1990. — 688 с.
- Бабкин А.Б., Селиванов В. В. Основы механики сплошных сред. М.: МГТУ им. Н. Э. Баумана, 2004. — 371 с.
- Байкова Л.Г., Витман Ф.Ф, Пух В. П. О контактной повреждаемости высокопрочного стекла. Механические и тепловые свойства и строение неорганических стекол: Сб. статей. М.:ВНИИЭСМ, 1972. — С. 189−194
- Бартенев Г. М. Механические свойства и тепловая обработка стекла. М: Гос-стройиздат, 1960. — 166 с.
- Бартенев Г. М. Сверхпрочные и высокопрочные неорганические стекла. М: Стройиздат, 1974. — 240 с.
- Бартенев Г. М., Сандитов Д. С. Релаксационные процессы в стеклообразующих системах. Новосибирск: Наука, 1986. — 239 с.
- Бачин В.А. Диффузионная сварка стекла и керамики с металлами. М: Машиностроение, 1986. — 184 с.
- Бачин В.А. Теория, технология и оборудование диффузионной сварки. М: Машиностроение, 1991. — 352 с.
- Белюстин A.A., Балашова С. Ю., Елькин Г. Э. Метод оценки константы скорости диффузионного процесса взаимодействия стекла с раствором (расплавом) // Физика и химия стекла. 2002. — Т.28. — № 4. — С. 369−374.
- Бернштейн В.А., Байкова Л. Г. Химическая модификация поверхности и высокопрочное состояние листового стекла. Механические и тепловые свойства и строение неорганических стекол: Сб. статей. М.: ВНИИЭСМ, 1972. — С. 217−225
- Биргер И.А. Остаточные напряжения. -М.: Машгиз., 1963. 233 с.
- Бобович Б.Б. Неметаллические конструкционные материалы. М: МГИУ, 2007.-384 с.
- Бокштейн Б.С., Бокштейн С. З., Жуховацкий A.A. Термодинамика и кинетика диффузии в твердых телах. М.: Металлургия, 1974. — 280 с.
- Боли Б., Уэйнер Д. Теория температурных напряжений. М.: Мир, 1964. — 520 с.
- Бутаев А.М. Прочность стекла. Ионнообменное упрочнение. Махачкала: ДГУ, 1997.-253 с.
- Бутт Ю.М., Дудеров Т. Н. Общая технология силикатов. М.: Стройиздат, 1976. —600 с.
- Воробьев Х.С., Мазуров Д. Я., Соколов A.A. Теплотехнологические процессы и аппараты силикатных производств. М.: Высшая школа, 1965. — 775 с.
- Глаголев С.П. Кварцевое стекло. Его свойства, производство и применение. -М: Государственное химико-техническое издательство, 1934. 214с.
- Глебов Л.Б., Державин С. Н., Евстропьев С. К., Никоноров Н. В., Петровский Г. Т., Щавелев О. С. Влияние диффузионных напряжений на свойства ионообменных слоев на щелочноцирконосиликатных стеклах // Физика и химия стекла. -1991. Т. 17. -№ 2. — С. 293−298.
- ГОСТ 1497–84 Металлы. Методы испытаний на растяжение. М.: Государственный стандарт союза ССР, 1997. — 49с.
- ГОСТ 19 521–74 Сварка металлов. Классификация. М: Издательство стандартов, 19 878.- 13 с.
- ГОСТ 25.503−97 Расчеты и испытания на прочность. Методы механических испытаний металлов. Метод испытания на сжатие. Минск: Госстандарт, 1997. -25 с.
- ГОСТ 2601–84 Сварка металлов. Термины и определения основных понятий. М: Издательство стандартов, 1980. 15 с.
- ГОСТ 3565–80 Металлы. Метод испытания на кручение. М: Издательство стандартов, 1980. — 54 с.
- Гридасова Е. А. Влияние диффузионной сварки стекла С 49−1 с металлом СтЗсп на прочностные характеристики стекла // Вестник Нижегородского университета им. Н. И. Лобачевского. 2011. — Т.4. — № 4. — С. 1459−1461.
- Гридасова Е.А., Любимова О. Н. Практические результаты создания стекломе-таллокомпозитного стержня // Вестник МГСУ 07/2012. С. 136−141.
- Грудев А.П., Зильберг Ю. В., Тилик В. Т. Трение и смазка при обработке металлов давлением. М: Металлургия, 1982. — 312 с.
- Гусев А.И. Нанокристаллические материалы: методы получения и свойства. -Екатеринбург, 1998. 198 с.
- Гусев А.И., Ремпель A.A. Нанокристаллические материалы. М.: Физмалит, 2001.-224 с.
- Дефектоскоп ультразвуковой УД2−12(2.1). Руководство по эксплуатации. ЩЮ 2.068.136 РЭ1. НПО «Волна», г. Кишинев. 1990 г.
- Дуброво С.К. Стекло для лабораторных изделий и химической аппаратуры. -М: Наука, 1965.- 111 с.
- Еремеев В.А. Выпучивание нелинейно-упругой плиты, лежащей на поверхности жидкости, с учетом фазового перехода // ПМТФ. 1991. — № 3. — С. 141−147
- Еремеев В. А. Зубов JI.M. Об устойчивости равновесия нелинейно-упругих тел, испытывающих фазовые превращения //Изв. АН СССР. Механика тверд, тела. 1991.-№ 2.-С. 56−65
- Еремеев В.А. Зубов JIM. Условия фазового равновесия в нелинейно-упругих средах с микроструктурой // Доклады АН. 1992. — Т. 322. — № 6. — С. 1052−1056.
- Еремеев B.C. Диффузия и напряжения. -М.: Энергоатомиздат, 1984. 479 с.
- Ермолов И.Н., Алешин Н. П., Потапов А. И. Акустический контроль. М.: «Высшая школа», 1991.-288 с.
- Зарубин B.C., Кувыркин Г. Н. Математические модели термомеханики. М. Физматлит, 2002. — 168 с.
- Зимин B.C. Стеклодувное дело и стеклянная аппаратура для физико-химического эксперимента. М: Химия, 1974. — 328 с.
- Зиновьев В.Е. Теплофизические свойства металлов при высоких температурах. М.: Металлургия, 1989. — 384 с.
- Золоторевский B.C. Механические свойства металлов: Учебник для вузов. 2-е изд. М.: Металлургия, 1983. — 352 с.
- Зубченко. A.C. Марочник сталей и сплавов. М.: Машиностроение, 2003. -785 с.
- Зуев В. В. Поцелуева JI.H., Гончаров Ю. Д. Кристаллоэнергетика как основа оценки свойств твердотельных материалов. Санкт-Петербург, 2006. 139 с.
- Ибсен-Марведель Г. Производственно-технические пороки стекла. JL: «Гиз-легпром», 1941.-288 с.
- Иверонова В.И., Белянкин А. Г., Мотулевич Г. П. Физический практикум. Механика и молекулярная физика. М: Наука, 1967. — 352 с.
- Ильюшин A.A., Победря Б. Е. Основы математической теории термовязкоуп-ругости. М.: Наука, 1970. — 280 с.
- Й. Крауткремер, Г. Крауткремер. Ультразвуковой контроль материалов. М: Металлургия, 1991. — 752 с.
- Казаков Н.Ф. Диффузионная сварка материалов. М.: Машиностроение, 1976. -312с.
- Казьмина О.В., Беломестнова Э. Н., Дитц A.A. Химическая технология стекла и ситаллов: учебное пособие. Томск: Томский политехнический университет, 2012.- 184 с.
- Карслоу Г., Егер Д. Теплопроводность твердых тел. М.: Наука, 1964. — 487 с.
- Карташов Э.М. Аналитические методы в теории теплопроводности твердых тел. М.: Высшая школа, 2001. — 560 с.
- Кирносов В.И. Измерение механических характеристик материалов М.: 1976.-240 с.
- Китайгородский И.И., Качалов H.H., Вагин В. В. Технология стекла. М: Гос-стройиздат, 1961.-621 с.
- Кнорозов Б.В., Усова Л.Ф и др. Технология металлов. М.: Металлургия, 1978.-904 с.
- Кнунянц И. J1. Химическая энциклопедия. Т.1. М.: Советская энциклопедия, 1988.-623 с.
- Кнунянц И. JI. Химическая энциклопедия. Т.2. М.: Советская энциклопедия, 1990.-671 с.
- Князева А.Г. Введение в локальную равновесную термодинамику физико-химических превращений в деформируемых средах. Томск: ТГУ, 1996. — 146 с.
- Коваленко А.Д. Основы термоупругости. Киев: Наукова думка, 1970. — 309 с.
- Копчекчи Л.Г., Шитова J1.A. Напряжения в стекле в вершинах трещин // Стекло и керамика. — 2001. № 8. С. 3−5.
- Корицкий Ю. В. Пасынков В.В., Тареев Б. М. Справочник по электротехническим материалам. Т.2. М.: Энергоатомиздат, 1987. — 464 с.
- Кудин В.А., Карташов В. В., Калашников В. В. Аналитические решения задач тепломассопереноса и термоупругости для многослойных конструкций. Учеб. пособие для вузов. М.: Высшая школа, 2005. — 430 с.
- Кузнецов С.М., Окатов М. А. Справочник технолога оптика. — Ленинград: Машиностроение, 1983. — 414 с.
- Лариков Л.Н., Исайчев В. И. Диффузия в металлах и сплавах. Киев: Науковая Думка 1987.-512 с.
- Лариков Л.Н., Юрченко Ю.Ф Тепловые свойства металлов и сплавов. Киев: Науковая Думка 1985. 440 с.
- Легошин А .Я., Мануйлов Л. А. Стеклодувное дело: учебное пособие для техникумов. Зе изд. — М: Высшая школа, 1985. — 119 с.
- Леко В.К., Мазурин О. В. Свойства кварцевого стекла. Л.: Наука, 1985. — 166 с.
- Лившиц Л. С, Хакимов А. Н. Металловедение сварки и термическая обработка сварных соединений. М.: Машиностроение, 1989. — 336 с.
- Лыков A.B. Теория теплопроводности. М.: Высшая школа, 1967. — 599 с.
- Любимова О.Н., Гридасова Е. А. Метод упрочнения стекла при диффузионной сварке его с металлом // Сварка и диагностика материалов. 2010. — № 6. — С. 3145.
- Любимова О.Н., Гридасова Е. А., Пестов К. Н. К вопросу упрочнения стекла методом диффузионной сварки с металлом // Вестник 41 НУ им. И. Я. Яковлева Серия: Механика предельного состояния. 2010. — № 2 (8). — С. 318−325.
- Любимова О.Н. Математическое моделирование процесса формирования трехслойной полусферической оболочки из стеклометаллокомпозита // Диссертация на соискание ученой степени к.ф.-м.н. Владивосток. — 2004. — 129 с.
- Любимова О.Н., Гридасова Е. А. Задача тепломассопереноса процесса изготовления стеклометаллокомпозита методом диффузионной сварки // В сб. докладов Юбилейной научной конференции «Вологдинские чтения». г. Владовосток: ДВГТУ — 2008. С. 76−78.
- Любимова О.Н., Пестов К. Н., Гридасова Е. А. Численное решение задачи о проплавлении металлического слоя при сварке плавлением стекла и металла // Вычислительная механика сплошных сред. 2010. — Т. З, № 1. — С. 63−73.
- Любимова О.Н., Пестов К. Н., Гридасова Е. А. Математическое моделирование теплового процесса диффузионной сварки стекла с металлом // Сибирский журнал индустриальной математики. 2010. — Т. 13, № 4(44). — С. 52−63.
- Любин Д.Н. Справочник по композиционным материалам. Т.2. М: Машиностроение, 1988. — 584 с.
- Любов Б.Я. Диффузионные процессы в неоднородных средах. М.: Наука, 1981.-295 с.
- Люшинский A.B. Диффузионная сварка разнородных материалов. М. Издательский центр «Академия», 2006. — 208 с.
- Мазурин О.В. Отжиг спаев стекла с металлом. Л.: Энергия, 1980. — 140 с.
- Мазурин О.В. Реологические свойства, стеклование и тепловое расширение. Препринт доклада на семинаре Отжиг спаев стекла с металлом. — Ленинград, 1972.- 18 с.
- Мазурин О.В., Старцев Ю.К, Ходяковская Р. Я. Релаксационная теория отжига стекла и расчет на ее основе режимов отжига: учебное пособие. М: МХТИ им Д. И. Менделеева, 1987. — 83 с.
- Мазурин О.В., Стрельцина М. В., Швайко-Швайковская Т.П. Свойства стекол и стеклообразующих расплавов. Справочник. Т. IV. ч.2. — Л.: Наука, 1981. — 375 с.
- Мазурин О.В., Стрельцина М. В., Швайко-Швайковская Т.П. Свойства стекол и стеклообразующих расплавов. Справочник. Т. III. ч.1. — J1.: Наука, 1977. — 586 с.
- Молотков C.JI. Ультразвуковой дефектоскоп УД2−12 в вопросах и ответах. -С-П.: НВП «Ультразвук-сервис» 1993. 112 с.
- Никоноров Н.В., Евстропьев С. К. Оптическое материаловедение: основы прочности оптического стекла: учебное пособие. С-П.: Санкт-Петербургский государственный университет информационных технологий, механики и оптики, 2009.- 100 с.
- Новицкий JI.A. Кожевников И. Г. Теплофизические свойства материалов при низких температурах. М.: Машиностроение, 1975. — 216 с.
- Павлушкин Н.М. Химическая технология стекла и ситаллов. М.: Стойиздат, 1983.-432 с.
- Патент № 2 304 117 РФ, МПК С03С27/00. Способ изготовления стеклокомпо-зита/В.В. Пикуль. -№ 2 006 100 219/03- Заяв. 10.01.2006- Опубл. 10.01.2006
- Патент № 2 361 770 РФ, МПК СОЗС 27/08. Способ изготовления цилиндрической оболочки прочного корпуса подводного аппарата из стеклокомпозита / В. В. Пикуль. -№ 2 007 148 747/11- Заяв. 24.12.2007- опубл. 24.12.2007
- Патент № 2 428 388 РФ, МПК С03С27/02. Способ изготовления стеклометалло-композита / Гридасова Е. А., Любимова О. Н., Пестов К. Н., Каяк Г. Л. -№ 2 009 149 790/03- Заяв. 31.12.2009- Опубл. 10.09.2011, Бюл. № 25.-6 с.
- Патент № 2 428 389 РФ, МПК С03С27/02. Способ изготовления стеклометалло-композита / Гридасова Е. А., Любимова О. Н., Пестов К. Н., Каяк Г. Л. -№ 2 009 149 794- Заяв. 31.12.2009- Опубл. 10.09.2011, Бюл. № 25. 6 с.
- Патент № 2 433 969 РФ МПК С03С27/02. Способ изготовления трубы из стек-лометаллокомпозита. / В. В. Пикуль 2 010 108 313/03 Заяв. 05.03.2010- опубл. 20.11.2011, Бюл. № 32.
- Патент РФ № 2 067 060. МПК С03С27/08. Способ получения композиционного изделия/Пикуль В.В.-№ 99 102 861/03- Заяв. 15.02.1999- Опубл. 20.01.2003
- Патент РФ № 2 196 747. МПК В63ВЗ/1Э, В22Б13/00. Способ изготовления цилиндрической оболочки прочного корпуса подводного аппарата / Пикуль В. В., Наумов Л. А., Гончарук В. К. № 2 007 113 592/11- Заяв. 11.04.2007.
- Патент РФ № 2 243 900. МПК В32В17/06, С03С27/00. Способ изготовления композиционного изделия на основе стекла / Пикуль В. В. № 2 003 112 088/03- Заяв. 24.04.2003.
- Патент РФ № 2 337 036. Способ изготовления цилиндрической оболочки прочного корпуса подводного аппарата / В. В. Пикуль. Бюл. изобр, 2008. — № 30.
- Патент РФ № 2 361 771. МПК В63ВЗ/13, С03С27/08, В32В17/06, С03С21/00. Способ изготовления цилиндрической оболочки прочного корпуса подводного аппарата из стеклометаллокомпозита / Пикуль В. В. № 200 714 631 311- Заяв. 13.12.2007- Опубл. 20.07.2009
- Пестов К.Н. Эволюция температурных напряжений как следствие процесса остывания консолидации расплава при формировании слоистых материалов // Диссертация на соискание ученой степени к.ф.-м.н. Владивосток. -2012.-122 с.
- Пикуль В.В. Перспективы создания слоистого композита на основе стекло-материалов // Перспективные материалы. 1999. № 1. — С. 34−42.
- Пикуль В.В. Эффективность стеклометаллокомпозита // Перспективные материалы. — 2000. № 6. С. 63−65.
- Подстригач Я.С. Диффузионная теория неупругости металлов // ПМТФ. -1965г. № 2. — С.67−72.
- Правдин П.В. Лабораторные приборы и оборудование из стекла и фарфора. -М.: Химия, 1988.-336 с.
- Преснов В.А., Любимов М. Л. Строганова В.В. Керамика и ее спаи с металлом в технике. М.: Атомиздат, 1969. — 232 с.
- Преснов В.А., Якубеня М. П. Спаивание керамики с металлом // Известия томского ордена трудового красного знамени политехнического института имени С. М. Кирова 1956. -Т.91. — С. 437−451.
- Пух В. П. Прочность и разрушение стекла. Л.: Наука, 1973. — 155 с.
- Пух В.П., Байкова Л. Г., Киреенко М. Ф, Тихонова Л. В. Атомная структура и прочность неорганических стекол. // Физика твердого тела. 2005. — Т. 47. — № 5. -С. 850−855.
- Раскатов В.М., Чуенков B.C. Машиностроительные материалы. М.: Машиностроение, 1980. — 511 с.
- Рот. А. Вакуумные уплотнения. М: Энергия, 1971. — 464 с.
- Рябов В.Р., Рабкин Д. М. Сварка разнородных металлов и сплавов. М: Машиностроение, 1984. — 239 с.
- Самарский A.A., Вабищевич П. Н. Вычислительная теплопередача. М.: Еди-ториал УРСС, 2003. — 784 с.
- Самаходский А.И., Куеявский М. Н. Лабораторные работы по металловедению. -М.: Машиностроение, 1971. 184 с.
- Седов JI.И. Механика сплошной среды: В 2 т. Т.1. Изд. 6-е, стер. СПб.: Лань, 2004. — 528 с.
- Сильвестрович С.И. Механические свойства стекла // Стекольная промышленность. М.: ВНИИЭСМ, 1987. — 81 с.
- Сильвестрович С.И., Казаков В. Д. Термомеханическая характеристика стекла в связи с состоянием его упрочненной поверхности. Механические и тепловые свойства и строение неорганических стекол: Сб. статей. М.: ВНИИЭСМ, 1972. -С. 202−206.
- Смирнов А.Н., Герике Б. Л. Диагностирование технических устройств опасных производственных объектов. Новосибирск: Наука, 2003. — 244 с.
- Солнцев С.С., Морозов Е. М. Разрушение стекла. М.: ЛКИ, 2008. — 152 с.
- Стаценко В.Н. Специальные методы сварки. Владивосток: ДВГТУ, 2007. -165 с.
- Труфанов Н.А., Сметанников О. Ю. Анализ технологических и остаточных напряжений в силовом стержне оптического волокна // Вестник ПГТУ. Прикладная математика и механика. 2008. — Т.7. — С. 151−164.
- Фудзии Т., Дзако М. Механика разрушения композиционных материалов. -М.: Мир, 1982.-232 с.
- Шенк X. Теория инженерного эксперимента. М.: Москва, 1972. — 384 с.
- Шульц М.М., Мазурин О. В. Современные представления о строении стекол и их свойствах. Л: Наука, 1988 — 198 с.
- Briard R., Heitz С., Barthel Е. Crack-bridging mechanism for glass strengthening by organosilane water-based coatings // Journal of Non-Crystalline Solids. 2005. -V.351. — No 4. — P. 323−330.
- Chang L., Masso J.D. Glass lens with ion-exchanged antireflection coating and process for manufacture thereof// US Patent 4 168 113 (1979.09.18) — G02B 001/10- G02C-007/02- American Optical Corporation (Southbridge, MA).
- Hand R.J., Ellis B., Whittle B.R., Wang F.H. Epoxy based coatings on glass: strengthening mechanisms // Journal of Non-Crystalline Solids. 2003. — V.315. — No 3.-P. 276−287.
- Hoda S.N. Strengthened polychromatic glasses // US Patent 4 212 919 (Jul. 15, 1980) — C03C 21/00- C03C 3/20- C03C 3/04- Corning Glass Works (Corning, NY).
- James P.F., Chen M., Jones F.R. Strengthening of soda-lime silica glass by sol-gel and melt-derived coatings // Journal of Non-Crystalline Solids. — 1993. — V. 155. — No 2.-P. 99−109.
- Lubimova O. N, Gridasova E.A. Calculation of thermal stresses on composite material on base and metal // Proceedings of international summer school «Advanced Problems in Mechanics». St. Petersburg: IPME — 2009. — P. 451−455.
- McLellan G.W., Shand E.B. Glass Engineering Handbook // Third Edition, McGraw-Hill Book Company, 1984.
- Menuik J. Glass Science and Technology 12, Strength and Fracture of Glass and Ceramics // Elsevier, Amsterdam-New York-Tokyo. 1992. — 357 p.
- Papanu V.D., Carson S.W., Schwartz S.J. Strengthening flat glass by edge coating // US Patent 6 120 908 (2000.09.19) — B32B-017/06- C03C-017/00- C03C-017/28- C03C-017/30- Elf Atochem. North America, Inc. (Philadelphia, PA, USA).
- Priller S., Frischat G.H., Pye L.D. Strengthening of glass through surface crystallization of B-spodumene s. s // Journal of Non-Crystalline Solids. 1996. — V.196. — P. 144−149.
- Reed S.J.B. Electron microprobe analysis and scanning electron microscopy in geology. Universi of Cambridge. 1996. — 236 p.
- Sglavo V.M., Dal Mashio R., Soraru G.D. Effect of etch depth on strength of soda-lime glass rods by a statistical approach // Journal of Non-Crystalline Solids. 1993. -V.ll.-No24.-P. 341−346.
- Upton L.O. Method of increasing the strength of silicate glass laser rods // US Patent 3 982 917 (1976.09.28) — C03C-015/00- C03C-019/00- The United States of America as represented by the Secretary of the Army.
- Verganelakis V., Nicolaou P.D., Trapalis C., Kordas G. Evaluation of the critical processing parameters of ormosil coatings on the increase of the strength of glass // Journal of Non-Crystalline Solids. 2000. — V.265. — No 3. — P. 265−275.