Повышение эксплуатационных характеристик многоопорных подшипниковых узлов размерной механической обработкой и идентифицированной компьютерной сборкой
Разработанная методология установления закономерностей формирования границ, размеров, формы и расположения зон макрои микроструктур в слитке, исходном прокате под штамповку, в штамповке готового изделия позволяет определить влияние наследственных металлургических дефектов на погрешности расположения коренных опор и их трещинообразование, а также создать возможность управления их технологической… Читать ещё >
Содержание
- 1. Современное состояние исследуемой проблемы и задачи разработок
- 1. 1. Объекты исследований
- 1. 2. Детали многоопорных подшипниковых узлов и технические требования к их соосным поверхностям
- 1. 3. Связь стабильности действительных отклонений соосных поверхностей с их эксплуатационными характеристиками
- 1. 4. Влияние металлургических технологий на работоспособность коленчатых валов
- 1. 5. Растачивание координированных соосных поверхностей
- 1. 6. Протягивание координированных соосных поверхностей
- 1. 7. Возможности стабилизации зазоров в соосных подшипниках. 35 1.6. Выводы
- 2. Систематизация соосных отверстий, способов их обработки и устройств, обоснование, выбор и разработка технических решений
- 2. 1. Системы соосных отверстий
- 2. 2. Металлорежущее оборудование, способы и устройства
- 2. 3. Координатное протягивание с самобазированием инструмента
- 2. 4. Классификация способов координатного протягивания
- 2. 5. Выводы
- 3. Теоретические и экспериментальные исследования точности координатного протягивания
- 3. 1. Особенности координатных протяжек для соосных отверстий
- 3. 2. Анализ погрешностей при различных вариантах протягивания
- 3. 3. Исследование радиальной силы резания
- 3. 4. Исследование точности координатного протягивания соосных отверстий в корпусах
- 3. 5. Координатное протягивание коренных опор в картерах
- 3. 6. Выводы
- 4. Разработка и исследование расточных станков для обработки координированных параллельных рядов глубоких прерывистых отверстий
- 4. 1. Разработка специальных пинольных расточных станков
- 4. 2. Точность расположения оси борштанги пинольного станка
- 4. 3. Точность размера и формы соосных отверстий
- 4. 4. Статистическая оценка эмпирических данных растачивания коренных опор шпинделями с выносными опорами и хонингования
- 4. 5. Выводы
- 5. Технологическое обеспечение точности соосных поверхностей деталей многоопорных узлов поддержки валов
- 5. 1. Стабилизация зазоров в соосных подшипниках
- 5. 2. Моделирования зазоров соосных подшипников скольжения
- 5. 3. Возможности повышения гарантированного запаса точности методами диаметральной компенсации погрешностей ГПО
- 5. 4. Нормирование диаметральной компенсации погрешностей коренных опор толщиной вкладышей соосных подшипников скольжения
- 5. 5. Групповая идентифицированная сборка вкладышей коренных подшипников скольжения с коренными опорами и шейками
- 5. 6. Моделирование комплектования коренных подшипников при диаметральной компенсации погрешностей
- 5. 7. Выводы
- 6. Методология снижения погрешностей расположения и трещинообразования коренных шеек коленчатых валов
- 6. 1. Нормирование форм, расположения зон макро- и микроструктур
- 6. 2. Управление размерами, формой и расположением зон макро и микроструктур
- 6. 3. Влияние азотирования на соосность коренных шеек
- 6. 4. Систематизация металлургических дефектов
- 6. 5. Выводы
- 7. Технико-экономическая оценка разработок
- 7. 1. Расчет технико-экономической эффективности от внедрения способа координатного протягивания
- 7. 2. Рет экономичого эффекта от внедренияба координатного протягивания по, а № 1 225 716 в картерах дизелей 6ЧН21/21 и 6 ДМ 21А
- 7. 3. Расчет экономического эффекта от способа растачивания картеров дизелей 6 ДМ 21 А и блоков цилиндров 6 ЧН 21/
- 7. 4. Эффективность селективной и индивидуальной сборки МУПВ
Повышение эксплуатационных характеристик многоопорных подшипниковых узлов размерной механической обработкой и идентифицированной компьютерной сборкой (реферат, курсовая, диплом, контрольная)
Основной задачей ускорения научно-технического прогресса является создание машин, технологических процессов и оборудования, превышающих по техническо-экономическим характеристикам уровень мировых образцов.
Одной из актуальных проблем машиностроения является повышение эксплуатационных характеристик многоопорных подшипниковых узлов двигателей внутреннего сгорания, компрессоров, металлорежущих станков.
Запас точности и работоспособности нескольких соосных подшипников многоопорного узла дизелей зависит от погрешностей механической обработки и сборки образующих его деталей, измерение и корректировка которых в производстве затруднены. Действительные погрешности механической обработки деталей узла и их сборки часто превышают общепринятые и дестабилизируют монтажные зазоры в соосных парах трения. Они связаны с технологической наследственностью погрешностей оборудования и инструментария, используемых как на металлургических переделах, так и на операциях механической обработки деталей подшипникового узла. Стабильность зазоров соосных пар трения зависит от технологического обеспечения запаса точности деталей узла на операциях механической обработки, ее диаметральной компенсации на стадии сборки при получении оптимального зазора между поверхностями трения в соосных подшипниках скольжения. Собственная изменчивость характеристик процессов получения размеров, формы и расположения соосных отверстий под подшипники скольжения в картере дизеля, а так же вкладышей подшипников и коренных шеек коленчатого вала зависит от многочисленных случайных факторов и не может надежно обеспечиваться без их стабилизации размерной механической обработкой и последующей компенсации остаточных погрешностей компьютерной сборкой. Поэтому решение проблемы повышения работоспособности подшипникового узла целесообразно проводить на основе технологического обеспечения равных запасов точности поверхностей соосных пар трения на основе стабилизации размеров поверхностей контакта деталей многоопорного узла размерной механической обработкой и последующей компьютерной сборкой многоопорного узла поддержки вала.
Зачастую снижение работоспособности связано с наследственными металлургическими дефектами и стабильностью параметров технологических процессов на всех переделах машиностроительного производства.
В связи с этим технологическое обеспечение включает не только разработку и исследование стабильности получения размеров соосных поверхностей контакта деталей многоопорного узла с помощью металлорежущего оборудования, инструмента и последующей сборки, но и направлено на поиск путей повышения их качества на основе соблюдений принципов инверсии с учетом технологической наследственности погрешностей и дефектов на всех этапах производства коленчатого вала.
Разработка методологии повышения запаса технологической точности и работоспособности многоопорных подшипниковых узлов на примере тяжелых дизелей путем разработки комплекса взаимосвязанных технологических процессов изготовления деталей подшипникового узла, с учетом принципов инверсии, представляется как одно из решений проблемы повышения работоспособности многоопорных подшипниковых узлов и машин в целом.
Для достижения этой цели необходима соответствующая разработка научных основ повышения эксплуатационных характеристик многоопорных подшипниковых узлов путем стабилизации зазоров между поверхностями трения соосных подшипников скольжения за счет технологического обеспечения запаса точности соосных поверхностей контакта деталей узла, применения оборудования, устройств и режущего инструмента, обладающих повышенными технологическими возможностями в стабилизации размеров обрабатываемых поверхностей, применения теории моделирования и средств вычислительной техники при селективном подборе деталей сборочного узла.
Выводы:
1. Способы получения заготовок коленчатых валов не однозначны с точки зрения возникновения металлургических дефектов в штампованных заготовках коленчатых валов.
2. С помощью геометрических построений границ зон с металлургическими дефектами можно на стадии выбора и проектирования заготовки прогнозировать пересечение границ с обработанными поверхностями и образование в этих местах закалочных трещин, что способствует установлению и оперативному анализу факторов возникновения брака в производственном процессе и повышению качества изготовления коленчатых валов.
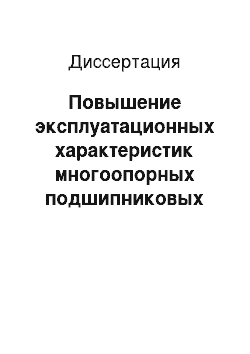
Каждый из элементов разработанного алгоритма является необходимым условием осуществления общей методологии технологического обеспечения повышения эксплуатационных характеристик МУПВ (рис. 6.21) и подробно рассмотрен в соответствующих главах работы.
НАЧАЛО ^.
1-<4 и.
Классификация КПР ГПО (рис. 2.1,2.2 табл. 2.1.) Блок-схемы алгоритма определения класса и типа ГПО (рис. 2.4.).
Классификация оборудования (рис. 2.5, п. 2.2, 23, 2.4. табл. 2.3. 2.4) и его назначение по критерию точности.
Стабилизация точности обработки ГПО снижением. допуска XI), размерным режущим инструментом (гл. 2, 3) и растачиванием (гл.4) Р=С/П5.
Методология учета технологической наследственности, выбор типа производства стали, управление размерами НВ при литье и штамповке заготовки, снижение биения шеек закалочных трещин, определение границ макро и микроструктур, их пересечения между собой и с закаливаемыми поверхностями.
Стабилизация точности обработки соосных поверхностей (СП) шеек коленвала назначением зависимых и групповых (гл. 5).
Идентификация вкладышей условному подшипнику ¦ втулке, назначение групповых допусков, подбор пар
Расчет параметров МУПВ (гл. 5). Определение зазоров, их стабилизация через коэффициент запаса технологической точности Кт.
11 13.
15 >
КОНЕЦ ^.
Моделирование биения СП картера, колонвала подшипников, их совместимости.
Моделирование компенсации погрешностей коренных опор разнотолшинностью вкладышей.
Индивидуальный подбор комплектующих МУВП Стабилизация зазоров подбором Г1) у по групповой или индивидуальной сборке рис. 4.20, Т13&-, 1Ь, Ь Сборка МУПВ, оценка качества сборки [270]. т тр' рсс'.
Сборка МУПВ и оценка качества сборки на спецстенде по температурному и шумовому режимам принятия решений о переборке.
ЧО.
Переборка МУПВ, — повторная сбооркап. 13 до получения годного узла ІІСИ дизеля и состалвение паспорта МУПВ.
Динамическая оценка технического состояния ' подшипников скольжения: расчет динамических размерных цепей, применение методики [271].
Рис. 6.21. Схема осуществления методологии технологического обеспечения повышения запаса точности при ТПП.
7. Технико-экономическая оценка разработок 7.1. Расчет технико-экономической эффективности от внедрения способа координатного протягивания.
Расчет выполнен в соответствии с методикой [268]. В базовом варианте для выполнения этого условия вводится дополнительная операция дорнования коренных опор многозубой деформирующей протяжкой на протяжном станке мод. 7Б56 после растачивания опор картера дизеля В-2 до 0 105 К7. В новом варианте операции механической обработки до 0 105 К7 и дорнование совмещены на одном станке за счет использования режуще-деформирующей протяжки, приемов способа координатного протягивания, описанных в а.с. 1 225 716 с применением удлиннителя хода протяжного станка мод. 7Б56 [135] (табл. 7.1).
Маршрутная технология.
7.5.
Заключение
.
Проведение комплексных теоретических и экспериментальных исследований, внедрение их результатов в промышленности, позволило решить актуальную научную проблему, имеющую важное хозяйственное значение, заключающуюся в формулировании и обосновании методологии технологического обеспечения повышения эксплуатационных характеристик коренных подшипников скольжения на примере изготовления многоопорного узла поддержки коленчатого вала тяжелого дизеля. Методология включает разработку и применение комплекса новых, более точных и универсальных, способов обработки коренных опор картеров, металлорежущего инструмента и станков для их осуществления, системы допусков и посадок сборной конструкций картера с коренными подшипниками и коленчатым валом, компьютерного обеспечения групповой и индивидуальной сборки, прогнозирование и устранение наследственной погрешности металлургических дефектов, что обеспечивает стабилизацию зазоров в соосных подшипниках и повышение запасов их технологической точности, износа и работоспособности.
1. На основе системного подхода разработаны классификации способов обработки единичных и соосных отверстий, устройств для их осуществления, координирующих элементов протяжек, применяемых при достижении точности расположения соосных отверстий 6-го и 7-го квалитетов точности в том числе ступенчатых с помощью разработанных способов координатного режуще-деформирующего протягивания а.с. № № 929 352, 1 161 285,1225716, 1 692 774, растачивания на специальных станках а.с. № 1 044 803, № 1 182 188.
3. Технологическое обеспечение повышения точности координатной обработки КНР ГПО, ГСПО, включающее введение в технологическую.
ТАГ.
ЗУ У систему элементов независимого базирования в виде деформирующих координирующих элементов на заднем направлении протяжки и между режущими зубьями, позволяет уменьшить влияние механизма перекоса и смещения протяжки в контакте с обрабатываемой поверхностью при воздействии радиальной составляющей сил резания.
4. Проведенные измерения неуравновешенности радиальных силы резания Ру при протягивании цилиндрического отверстия с помощью устройства, защищенного а.с. 1 313 648, позволили установить и измерить неуравновешенность радиальных силы резания Ру при протягивании цилиндрического отверстия и предложить критерий неуравновешенности АРу острозаточенной протяжки, определить его численное значение 5,5 Н/мм, моделировать погрешности и процесс формообразования координатного протягивания соосных отверстий при варьировании его параматрами.
5. Статистическая обработка эмпирических данных о размерах и расположению соосных отверстий корпус вертикальной передачи дизеля В-2, обработанных координатными протяжками, при отсутствии в заготовке первоначальной базы под заднее направление координатной протяжки, позволил установить наличие в начале обработки точного процесса со смещенной настройкой, в середине процесс точен, а в конце неуправляем и имеет незакономерное смещение настройки и на основе установленных закономерностей разработать укороченные менее металлоемкие и более точные протяжки с координирующими промежуточными элементами.
6. Разработанные способы координатного протягивания КПР ГПО дорнующе-режущей протяжкой дают возможность обеспечить обработку диаметральных размеров коренных опор дизеля В-2, соответствующую параметрам 7.6-му квалитетов и несоосности 0,015 мм параметров шероховатости, соответствующих Яа 0,063 при сокращении длины и металлоемкости протяжек, обеспечении натяга между контактирующими поверхностями координирующих элементов протяжки и отверстий, а также соблюдения условий необходимости и достаточности длины их контакта для переноса базы протяжки из входного отверстия в последующее в ряду ГПО.
7. Статистический анализ точности растачивания коренных опор в картерах тяжелых дизелей 6 ЧН21/21 и 6 ДМ 21А специальными пйнол ьными расточными станками, оборудованных шпинделями а.с. №№ 1 212 707, 1 333 475 на выносных опорах, координируемую соосными люнетами, показал, что технологический процесс растачивания коренных опор точен, управляем и стабильно обеспечивает 6-ой квалитет точности.
8. Разработанные схемы неблагоприятного расположения векторов погрешностей деталей многоопорного подшипникового узла позволяют установить факторы образования неравномерности зазоров и существования неблагоприятного (критического) положение векторов биений соосных поверхностей, принадлежащих детатям его опор и установить неблагоприятный вариант расположения векторов, являющийся критерием определения запасы на износ, технологической точности и работоспособности МУПВ.
9. Построенные математические модели изменения радиального биения коренных опор картера дизеля 8 ЧБН 15/16, шеек коленчатого вала, разнотолщинности коренных подшипников, отражающие закономерности изменения зазоров поверхностей трения в плоскости действия газовых сил ДВС позволяют создать базу данных действительных погрешностей их изготовления провести анализ совместимости деталей подшипникового узла и наметить меры для повышения качества сборки.
10. Разработанные методики прогнозирования зазоров в подшипниках скольжения в зависимости от вида погрешностей поверхностей трения, с применением вычислительной техники, программ МаШсаё и А\1осаа создают условия для управления качеством сборки МУПВ с использованием способов компенсации неравномерности зазоров путем компенсации погрешностей групповой и индивидуальной сборкой и повысить коэффициент запаса технологической точности Ктм коренных подшипников ДВС на 30%.
П. Существует возможность исследовать совместимость размеров поверхностей трения условных подшипников — втулок, образованных из вкладышей при сборке соосных коренных подшипников скольжения с помощью идентификации их геометрических параметров, полученных из деталей фактической базы данных при входном или производственном контроле, когда зазор между поверхностями трения можно сконструировать расчетным путем перед сборкой в виде цилиндрической оболочки (а так же эллипсоида или гиперболоида) и других объемных фигур с толщиной оболочки 1п = (1 вк. н +1 вк. в)'-2 с допуском ТО у.в. отверстия условной втулки, равном сумме допусков толщины вкладыша нижнего Тс1г вкн и Тс1, вкв вкладыша верхнего, образующих условную втулку-подшипник после их сборки. Допуск посадки на сопрягаемый размер коренных опор и условной втулки подшипника может быть определен в системе вала, чем обеспечится возможность расчета зазоров, их равномерность, увеличение запаса технологической точности Кт в 1,67 раза при групповой сборке. При индивидуальной сборке Кт может повышаться еще больше, что создает широкие возможности для повышения работоспособности МУПВ.
12. Разработанная методология установления закономерностей формирования границ, размеров, формы и расположения зон макрои микроструктур в слитке, исходном прокате под штамповку, в штамповке готового изделия позволяет определить влияние наследственных металлургических дефектов на погрешности расположения коренных опор и их трещинообразование, а также создать возможность управления их технологической наследственностью с помощью построения и обеспечения непересечения границ зон макро и микроструктур с закаливаемыми поверхностями, осуществлять контроль качества материала заготовки, что повышает точность и циклическую прочность валовтеоретические положения и рекомендации по применению способов координатного протягивания и растачивания коренных опор дизелей позволяют получить на единицу продукции годовой экономический эффект от их внедрения в производство 128,7 рубля и от внедрения в хозяйство 204 681 рубль в ценах 1990 г.
Список литературы
- Апии, Л. Р. Точность обработки при внутреннем протягивании / Л. Р. Апин // Протяжной инструмент: матер, к конф. по протяжному инструменту. Челябинск, 1960. — Ч. 1. — С. 3 — 17.
- А. с. 1 225 716 СССР, МКИ3 В 23 В 43/02, В 23 В 39/02. Способ координатного протягивания отверстий / Санине кий В, А. № 3 802 600/25−08- за-явл. 12.10.84- опубл. 23.04.86.
- А. с. 1 313 648 СССР, МКИ3 В 23 С2 15/00. Устройство для измерения сил резания / Санинский В. А. № 4 012 496/25−08- заявл. 28.01.86- опубл. 30.05.87.
- А. с. 11 612 585 СССР, МКИ3 В 23 Б 41/08. Протяжной станок / Халин В. И., Санинский В. А., Шкарбанов Ю. С.- Балаковский машиностроительный завод им. Ф. Э Дзержинского, № 3 274 464/25−08- заявл, 13.01.81- опубл. 15.06.85.
- А. с. 929 352 СССР, МКИ3 В 23 Б 43/00. Устройство для координатного протягивания отверстий / Санинский В. А. № 2 844 591/25−08- заявл. 29.11.79- опубл. 23.05.82.
- А. с. 1 041 235 СССР, МКИ3 В 23 В 51/10. Комбинированный инструмент / Калявкин Б. М., Рыбалко С.Т.- Всесоюзный проектно-технологический институт энергетического института, № 3 243 172/25−08- заявл 05.02.81- опубл. 15.09.83.
- А. с. 650 839 СССР, МКИ3 В 23 В 44/02. Протяжка / Л. М. Натанов, Л. Н. Кузнецова. -№ 2 319 357/25−08- заявл. 02.02.76- опубл. 5.03.79.
- А. с. 846 145 СССР, МКИ3 В 23 В 43/02. Шлицевая протяжка / Г. В. Пашнин- Челябинский механический завод им. 60-летия Октября. № 2 844 030/25−08- заявл. 30.11.79- опубл. 15.07.81.
- А. с. 1 118 514 СССР, МКИ3 В 23 Р 6/00. Способ восстановления гнезд коренных подшипников блоков цилиндров двигателей / Егоров П. И., Синельников в. И, Егоров В, П. № 3 524 770/25−08- заявл. 14.12.82- опубл. 15.10.84.
- А. с. 300 258 СССР, МКИ3 В 23 В 41/00. Станок для расточки подшипников блоков цилиндров / Житков П. Ф., Киселев В. А., Чистов Г. С., Бо-родулин В. Г. № 1 378 437/25−8- заявл. 6.11.60- опубл. 7.04.71.
- А. с. 1 093 423 СССР, МКИ3 В 23 В 41/12. Металлорежущий станок / Р. М. Красильников- Балаковский Ордена Трудового Красного Знамени машиностроительный завод им, Ф. Э. Дзержинского. № 3 584 928/25−08- заявл, 28.02.83- опубл. 23.05.84.
- А, с. 1 212 707 СССР, МКИ В 23 В 41/00. Металлорежущий станок / В. А. Санинский. -№ 3 731 308/25−08- заявл. 11.04.84- опубл. 23.02.86.
- А. с. 1 333 475 СССР, МКИ3 В 23 В 41/00. Металлорежущий станок / Санинский В. А. -№ 3 894 672/25−08- заявл. 15.05.85- опубл. 30.08.87.
- А. с. 795 768 СССР, МКИ3 В 23 В 43/00. Способ протягивания цилиндрических отверстий в параллельных стенках корпусов и устройство для его осуществления / Санинский В. А. № 2 669 066/25−08- заявл. 01.06.78- опубл. 15,01.81,
- Балакшин, Б. С. Основы технологии машиностроения: учебник для машиносгр. вузов и фак-тов / Б. С. Балакшин- под ред. Б. С. Балакшина 2-е изд., доп. и перараб. — М.: Машиностроение, 1966. — 500 с.
- Беркович, М. С. Долговечность подшипников качения в условиях несоосности их колец / М. С. Беркович // Вестник машиностроения. 1983. -№ 10,-С, 9−12,
- Бромберг, Б. М. Смещение центра отверстия относительно центра вращения расточного резца / Б. М. Бромберг // Станки и инструмент. 1969. — № 8. — С. 14−17.
- Бусел, Ю. Ф. Радиальные силы при деформирующем протягивании / Ю, Ф, Бусел, А. Д. Крицкий // Вестник машиностроения. 1983. — № 5. — С. 50−61.
- Бромберг, Б. М. Отклонения от соосности при чистовом растачивании / Б. М. Бромберг // Станки и инструмент. 1987. — № 1. — С. 22 — 24.
- Бромберг, Б, М. Повышение степени соосности в корпусных деталях при чистовом растачивании / Б. М. Бромберг // Станки и инструмент. -1987. № 10.-С. 19−23.
- Билов, Е. С. Ремонт базовых поверхностей блока цилиндра / Е. С. Видов, М:. Автотрансиздат, 1960. — 64 с,
- Бобров, В. Ф. Основы теории резания металлов / В. Ф. Бобров. М.: Машиностроение, 1975, — 344 с,
- Ведмедовский, В. А. Об одном дефекте при протягивании пазов / В. А. Ведмедовский // Некоторые вопросы протягивания / Рижский политехи, ин-т. Рига, 1971. — С. 5 — 24.
- ГОСТ 16 319–80. Цепи размерные, Взамен ГОСТ 16 319–70- введ, 1981−07−01. — М.: Изд-во стандартов, 1980. — 20 с.
- ГОСТ 16 320–80. Цепи размерные, Взамен ГОСТ 16 320–70- введ, 1981−01−01. — Переизд. 1982−04. — М.: Изд-во стандартов, 1982. — 29 с.
- ГОСТ 24 643–81 (СТ СЭВ 636−77). Допуски формы и расположения поверхностей. Взамен ГОСТ 10 356–63 (в части разд. 3) — введ. 1981−04−01. -М: Изд-во стандартов, 1980, — 14 с,
- ГОСТ 2789–73 (СТ СЭВ 638−77). Шероховатость поверхности. -Взамен ГОСТ 2789–59- введ, 1975−01−01, Переизд, с изм, № 1 1980−11. -М.: Изд-во стандартов, 1974. — 12 с.
- ГОСТ 11 576–83. Станки отделочно-расточные горизонтальные с подвижным столом. Взамен ГОСТ 11 576–74- введ. 1986−07−01. -М.: Изд-во стандартов, 1985, -19 с.
- ГОСТ 24 642–81 (СТ СЭВ 301−76). Допуски формы и расположения поверхностей, Введ, 1981−07−01, — М: Изд-во стандартов, 1980, — 110 с.
- ГОСТ 7929–80. Дизеля тракторные и комбайновые. Взамен ГОСТ 7929–65- введ, 1982−01−01. — М.: Изд-во стандартов, 1981, — 19 с,
- Грановский, Г. И. Резание металлов: учебник для машиностр. и приборостр. спец, вузов / Г, И, Грановский, В. Г. Грановский. М.- Высшая школа, 1985. — 304 с.
- ГОСТ 2309–73, Обозначения шероховатости поверхности. Взамен ГОСТ 2309–66- введ. 1975−01−01. — Переизд. с изм. № 1 1983−09 /У Общие правила выполнения чертежей. — М&bdquo- 1984, — С, 131 — 140,
- Дунаев, П. Ф, Размерные цепи / П. Ф, Дунаев. 2-е изд., доп. и пе-рераб. -М.: Гос. науч.-техн. о-во машиностр. лит-ры, 1969. — 308 с.
- Дрозд, М, С, Инженерные расчеты упругопластической контактной деформации /' М. С. Дрозд, М. М. Матлин, Ю. И. Сидякин. М.: Машиностроение, 1986, — 224 с,
- Косилова, А, Г. Точность обработки, заготовки и припуски в машиностроении: справочник технолога /' А. Г. Косилова- под. ред. А. Г. Коси-ловой, М: Машиностроение, 1976. — 289 с,
- Прогрессивные методы хонингования / С. И. Куликов, Ф. Ф. Ризванов, В, А, Романчук, С, В, Ковалевский. М: Машиностроение, 1983, -135 с.
- Кононенко, С, Г. Обработка глубоких отверстий / С. Г. Кононенко. -М.: Машиностроение, 1965. 540 с.
- Красильников, Р, М, Металлорежущий станок для чистовой расточки отверстий под подшипники коленчатого вала в длинномерных картерах /' Р. М. Красильников, В. А, Санинский // Двигателестроение. 1985. — № 1, -С. 48 — 49.
- Кочетков, Я. Г, Обеспечение точности при протягивании / Я. Г, Кочетков. М.: Машиностроение, 1979. — 80 с.
- Кацев, П, Г, Протяжные работы / П, Г, Кацев, М.: Профтехиздат, 1961.-255 с.
- Косилова, А, Г. Точность обработки деталей на автоматических линиях /' А. Г. Косилова. М.: Машиностроение, 1976. — 244 с. 1. А ЛЛн-ии
- Кацев, П. Г. Обработка протягиванием- справочник / П. Г. Кацев, -М.: Машиностроение, 1986. 272 с. — (Серия справочников для рабочих).
- Маслов, Д. IX Механическая обработка деталей: учеб. пособие для авиац. ин-тов / Д. П. Маслов. М.: Оборонгиз, 1947. — Кн. 1. — 560 с. — (Пр-во авиац. двигателей),
- Меламед, Г. И. Металлорежущие станки: каталог-справочник. Ч. 3. Агрегатные станки / Г, И, Меламед, В, Д, Цветков, Д, С, Айзман, М: Машиностроение, 1964. — 423 с.
- Металлорежущие станки: каталог-справочник, Ч, 3, Станки свер-лильно-расточной группы. М.: НИИМаш, 1971. — 456 с.
- Маслов, Д, П, Технология изготовления основных деталей тракторных двигателей / Д. П. Маслов, А. К. Игнатьев. М.: Машгиз, 1957. — 310 с.
- Маргулис, Д, К, Протяжки переменного резания / Д. К Маргулис, -М.: Машгиз, 1956. 233 с.
- Макаров, А, И, Зависимость размерного износа резцов от диаметра расточки / А. И. Макаров, Р. А. Текаторов // Станки и инструмент. 1964. -№ 6,-С, 28−29,
- Материалы симпозиума по обработке глубоких отверстий, проведенного фирмами, входящими в ВТА, М.- ЭНИМС, 1976. — 56 с.
- Минков, М. А. Технология изготовления глубоких отверстий / М. А. Минков. М.- Л.: Машиностроение, 1965, — 210 с,
- Незабытовский, К. П. Протягивание / К. П. Незабытовский- под ред. В, М, Горелова, 2-е изд. — М, — Свердловск: Мащгаз, 1954, — 53 с.
- Новиков, М. П. Основы технологии сборки машин и механизмов / М. П. Новиков. М.: Машиностроение, 1969. — 632 с.
- Основы технологии машиностроения- учебник для втузов / под ред. В .С. Корсакова. 2-е изд., доп. и перераб. — М.: Машиностроение, 1977. -416 с,
- Орлов, Н. Н. Точность при координатном протягивании наружных поверхностей / Н. Н. Орлов // Вестник машиностроения, 1961. — № 10. — С, 61−65.
- Орлов, Н, Н, Точность обработки координатными протяжками сквозных отверстий и пазов малого размера / Н. Н. Орлов // Вестник машиностроения, 1961, — № 4, -С. 58- 64,
- Орлов, Н. Н. Исследование процесса координатного протягивания внутренних и наружных поверхностей: автореф. дис,. канд. техн. наук / Н, Н. Орлов. -М, 1962. -16 с.
- Палей, М, А, Отклонения формы и расположения поверхностей / М, А. Палей. 2-е изд. — М.: Изд-во стандартов, 1973. — 244 с.
- Перель, Л, Я, Подшипники качения. Расчет, конструирование и обслуживание опор: справочник 1 Л. -Я. Перель- под ред. Л. Я. Перель. М.: Машиностроение, 1983, — 543 с,
- Прогрессивные технологические процессы в машиностроении / ЭНИМС, -М: Машиностроение, 1965, 198 с,
- Протяжки для обработки отверстий / Д. К. Маргулис, Н. М. Тверской, В, Н, Ашихмин и др. М: Машиностроение, 1986, — 232 с,
- Полетика, М. Ф. Приборы для измерения сил резания и крутящих моментов / М, Ф, Полетика, М, — Свердловск- Машгиз, 1962, — 108 с.
- Расчет и проектирование твердосплавных деформирующих протяжек и процесса протягивания / под ред. А. М. Розенберга. Киев: Наук, думка, 1978, — 253 с.
- Рассохин, В. Я. Тонкое растачивание отверстий в корпусных деталях металлорежущих станков / В. Я. Рассохин // Прогрессивные технологические процессы в машиностроении / под ред. В. С. Васильева. М.: ЭНИМС, 1965.-С. 11 — 14.
- Ревва, В, Ф. Расширение технологических возможностей алмазно-расточных станков / В. Ф, Ревва, М, Я, Тальянкер // Станки и инструмент, -1963.-№ 11.-С. 12−13.
- Ревва, В, Ф. Влияние податливости инструмента на возникновение вибраций при тонком растачивании / В. Ф. Ревва // Станки и инструмент. -1963.-№ 13.-С. 24−25.
- Ревва, В. Ф. Применение динамических виброгасителей для устранения колебаний борштанги при тонком растачивании / В. Ф. Ревва // Станки и инструмент. 1962. -№ 7, — С. 20−21.
- РТМ 44−62, Методика статистической обработки эмпирических данных. М.: Изд-во стандартов, мер и измерительных приборов при Совете Министров СССР, 1966. — 100 с,
- Справочник технолога по автоматическим линиям / А. Г. Косилова, А-. Г, Лыков, Л, М, Деев и др,.- под ред, А, Г. Косиловой. М: Машиностроение, 1982. — 320 с.
- Специальные и специализированные металлорежущие станки: каталог. Ч. 1. Станки токарной и сверлильной группы. М.: НИИМАШ, 1970. -410 с,
- Санинский, В. А. Способ координатного протягивания отверстий в параллельных стенках корпусов / В, А, Санинский // Двигателестроение, 1981, -№ 1.-С. 57−58.
- Санинский, В, А, Способ координатного протягивания отверстий в параллельных станках картеров / В. А. Санинский // Технология машиностроения и механизация механосборочного производства- реф. сб. / ЦНИИ-ТЭМтяжмаш. 1982. — № 12. — С. 4 — 9.
- Скаженок, В, Ф, Автоматизация и механизация протяжных работ / В. Ф. Скаженок, Н. Р. Лебедев, Н. И. Ковзель. -М.: Машиностроение, 1974. -200 с.
- Санинский, В. А. Малогабаритный металлорежущий станок / В. А. Санинский // Машиностроитель. 1987. — № 7. -С. 40−41.
- Санинский, В. А. Расчет длины координатной протяжки по условиям ее контакта с обрабатываемой деталью / В, А. Санинский // Двигателе-строение. -1988. -№ 2. С. 37 — 38.
- Санинский, В. А. Координатное протягивание отверстий / В. А, Санинский // Технология, оборудование, организация и экономика производства. Отечественный опыт- ЭИ / ВНИИТЭМР. М., 1987. — Вып. 1. — С Л — 3.
- Санинский, В. А. Станок для растачивания глубоких отверстий /' В. А. Санинский // Машиностроитель, 1987, — JNk 1, — С. 34 — 35.
- Санинский, В. А. Совмещенная обработка глубоких отверстий / В. А, Санинский // Передовой производственный опыт и научно-технические достижения, рекомендуемые для внедрения в отрасли- информ. сб. 1 ВНИИТЭМР, М&bdquo- 1989, — Вып. 5, — С, 6 — 9,
- Санинский, В. А. Устройство для измерения сил резания при протягивании: информ, лист, № 257 / В, А, Санинский- Волгогр, межотрасл. терри-тор. ЦНТИ и пропаганды. Волгоград, 1987. — 4 с.
- Санинский, В. А, Способы координатного протягивания и координирующие элементы / В. А. Санинский // Пути повышения эффективности резания металлов- сб. науч. тр. Волгоград, 1988. — С, 158 — 164,
- Санинский, В, А, Некоторые вопросы протягивания глубоких прерывистых отверстий У В. А. Санинский У/ Двигателестроение. 1990. — № 3. -С. 24−26.
- Санинский, В. А. Координатные протяжки для соосных отверстий / В. А. Санинский // Передовой производственный опыт и научно-технические достижения, рекомендуемые для внедрения в отрасли: информ. сб. У ВНИИ-ТЭМР, М., 1990, — Вып. 3, — С, 18 — 22,
- Санинский, Б. А. Координатное протягивание отверстий У В. А. Санинский // Передовой производственный опыт, рекомендуемый для внедрения в отрасли: информ. сб. -М., 1988. -Вып. 3. С. 5.
- Санинский, В, А. Металлорежущие станки для обработки глубоких прерывистых отверстий в блок-картерах У В. А. Санинский У/ Двигателестроение, 1987, — № 9, — С, 39−41,
- Санинский, В, А, Координатное протягивание соосных опор в корпусах У В. А. Санинский У/ Двигателестроение. 1990. — № 9, — С. 35 — 37, 51, 54,
- Санинский, В. А. Способ координатного протягивания отверстий / В, А. Санинский //Двигателестроение. 1987. -№ 10. — С. 34 — 35.
- Современные методы и средства контроля и регулирования размеров и формы деталей лри обработке на станках: метод, материалы. М.: НИИ Тракторосельхозмаш, 1978, — 278 с,
- A.c. 1 692 774 СССР, МКИ3 В 23 D 43/02. Способ протягивания со-осных отверстий / Санинский В. А. № 4 639 138/08- заявл. 18.01.89- опубл. 23Л L9L
- Технология машиностроения (специальная часть): учебник для машиностр. спец. вузов / А. А. Гусев и др. М.: Машиностроение, 1986. -480 с,
- Боярский, А. Т. Технология изготовления деталей и сборка металлообрабатывающих станков и автоматических линий /А, Т. Боярский, Н, П, Коршиков. -М.: Машиностроение, 1980. 263 с,
- Трент, Е. М, Резание металлов / Е. М. Трент- пер, с англ. Г. И. Ай-зенштока. М.: Машиностроение, 1980, 263 с.
- Тальянкер, М. Я, Тонкая расточка глубоких отверстий шпинделями с выносными опорами / М. Я. Тальянкер // Станки и инструмент. -1969. -№ 5.-С. 27−28.
- Маталин, А. А. Тонкое и алмазное растачивание / А. А. Маталин, П, А, Линчевский, К, В, Ломакин, Киев- Техника, 1973, — 80 с,
- Маталин, А. А. Точность механической обработки и проектирование технологических процессов / А. А. Маталин. М: Машиностроение, 1970.-320 с.
- Тензометрия в машиностроении: справоч, пособие / под ред. Р. А, Макарова. -М.: Машиностроение, 1975.-288 с. 108, Увеличение ресурса машин технологическими методами, М.- Машиностроение, 1978.-216 с. — (Библиотека станочника).
- Филоненко, С, Н. Размерный износ резцов при тонком растачивании J С. Н. Филоненко, В. К. Ломакин // Станки и инструмент. 1963. — № 6. — С. 33 — 34,
- Филоненко, С. Н. Размерный износ резцов при алмазной расточке сталей / С. Н. Филоненко, В. К, Ломакин // Станки и инструмент, 1964, — № 9.-С. 29.
- Феодосьев, В. И, Сопротивление материалов- учебник для втузов / В. И. Феодосьев. 9-е изд., перераб. — М.: Наука, 1986. — 512 с.
- Холмогорцев, Ю, XL Координатное протягивание перекрывающихся отверстий / Ю. П. Холмогорцев // Вестник машиностроения. 1983. — № 12.-С. 45−47.
- Чистовердов, П. С. Управление точностью обработки при совмещении процессов резания и поверхностной пластической деформации / П. С, Чистовердов // Вестник машиностроения. -1985. № 11. — С. 24.
- Элькун, Л, Я. Исследование технологических возможностей обработки отверстий в автотракторных деталях протяжками с разделительными элементам: автреф, дис., канд. техн. наук. / Л. Я, Элькун, -М, 1981,-24 с,
- Штейнберг, О. Г. Протягивание наружных поверхностей генераторными протяжками / О, Г, Штейнберг, В. А, Торба // Станки и инструмент, -1960.-№ 12.-С. 31−32.
- Эльясберг, М, Е, О расчете устойчивости процесса резания с учетом предельного цикла системы / М. Е. Эльясберг // Станки и инструмент. -1975, — № 2, -С, 20 -27,
- Ягудин, М. Л, Технология производства двигателей внутреннего сгорания / М, Л. Ягудин, М.: Машиностроение, 1967, — 347 с,
- Санинский, В. А. Технологическая наследственность металлургических дефектов в штампованных заготовках коленчатых валов / В, А. Санинский. Волгоград, 1999. — 7с. — Ден. в ВИНИТИ 29.10.99, № 3210.
- Санинский, В. А. О влиянии технологии непрерывно-литой заготовки на расположение ликвации в сердцевине коленчатого вала / В. А. Санинский, Волгоград, 1999, — 7с, — Деп. в ВИНИТИ 21,09,99, № 2892,
- Санинский, В, А. Вопросы влияния технологии изготовления коленчатого вала дизеля 8ДВТ-330 на прочность его шеек / В. А. Санинский, Волгоград, 1999. 7 с. — Ден. в ВИНИТИ 04.01.2000, № 120.
- Санинский, В, А, Взаимосвязь классификации металлургических дефектов и способов обработки заготовок коленчатых валов / В. А. Санинский, Волгоград, 2000, — 15 с, — Деп, в ВИНИТИ 24,01,2000, № 121,
- Справочник технолога-машиностроителя. В 2 т. Т.1 / под ред. А. Г. Косиловой, Р. К, Мещерякова, 4-е изд., перераб. и доп. — Мл Машиностроение, 1985. — 656 с,
- Санинский, В. А. Нормирование формы и расположения ликваций при проектировании заготовок деталей машин / В. А. Санинский. Волгоград, 2000, -Юс, — Деп, в ВИНИТИ 22,02,2001, № 454,
- Якушев, А. М, Взаимозаменяемость, стандартизация и технические измерения- учебник для втузов / А. М. Якушев, Л, Н. Воронцов, Н, М, Федотов- 6-е изд., перераб. и дон. -М.- Машиностроение, 1987. — 352 с.
- Тарсис, Ю, Л, Совместный расчет коленчатых валов и коренных подшипников ДВС / Ю, Л. Тарсис, С. М, Захаров, Е. А. Шорох // Двигателе-строение, 1989, — № 1 — С, 20 — 22, 25,
- Баев, А. С. Синтез коленчатых валов с регулярной несоосностью опор / А, С. Баев // Двигателестроение. 1987, — № 3, — С. 36 — 38.
- Григорьев, М. А. Моделирование напряженно-деформированного состояния блок-картера / М. А, Григорьев, А. Н, Терехин, В. С, Денисов // Автомобильная промышленность. 1997. -№ 1. — С. 19 -23.
- Разработка рекомендаций по повышению эксплуатационных характеристик подшипников коленчатых валов двигателя 8ДВТ-330: отчет о4 по. UO
- НИР / Челябинский политехи, ин-т им. Ленинского комсомола, Челябинск, 1985. -109 с. -№ГР 618.500.33 695.
- Санинский, В. А. Разработка способов и исследование процесса обработки координированных параллельных рядов глубоких прерывистых отверстий в блоках и картерах: автореф. дис.. канд. техн. наук / В. А. Санинский- СПИ. Саратов, 1991. -20 с.
- Марков, Н, Н. Нормирование точности в машиностроении / Н, Н, Марков. М.: Станкин, 1992.-320 с.
- Зимовец, В, Г, Совершенствование производства стальных труб / В. Г. Зимовец, В. Ю. Кузнецов- под ред. А. П. Коликоза. М.: МНСНС, 1996. — 480 с,
- Санинский, В. А. Погрешности обработки при растачивании координированных параллельных рядов глубоких прерывистых отверстий / В. А. Санинский. -Волгоград, 2001. -28 с. Деп. вВИНИТИ 08.05.01, № 1195.
- Санинский, В, А, Точность расточных пинолей для обработки коренных опор в картерах / В. А. Санинский, Ю. В. Резниченко. Волгоград, 2001, — 42 с, — Деп, в ВИНИТИ 25.05.01, № 1350,
- Оробинский, В. М. Повышение качества отделочной обработки деталей при ремонте машин: монография / В, М. Оробинский, Ю, Н. Полян-чиков. М.: Машиностроение, 2001. — 264 с.
- Харламов, В, В. Трибологические характеристики тяжелонагру-женных опор скольжения, работающих в смешанных режимах смазки- дис.. д-ра техн. наук / В, В, Харламов- Ин-т машиноведения РАН. 349 с,
- Лихтенштейн, Д. Е. Механическая обработка труб / Д. Е. Лихтенштейн, В, Г, Содоматов, М: Металлургия, 1981, — 152 с,
- Абаджи, К. И, Контроль взаимного расположения поверхностей деталей / К, И. Абаджи, Б. Н. Дружинин, Б, Н. Исаев. М.- Л, — Машгиз, 1962, -115 с.
- Металлообрабатывающий инструмент: справочник / В. К. Самойлов, Э. Ф. Эйхмана, В, А. Фальковский и др.- редкол.: И. А. Ординарцев [и др.]. М.: Машиностроение, 1988. — 368 с. — (Б-ка инструментальщика).
- Новиков, В. Ю, Технология станкостроения: учеб. пособие для техникумов по спец, «Производство станков с программным управлением и роботов» / В. Ю, Новиков, А. Г, Схиртладзе, М.: Машиностроение, 1990 -256 с,
- Ковшов, А, Н, Технология машиностроения- учебник для студ, машиностр, спец. вузов / А. Н. Ковшов. М.: Машиностроение, 1987, — 320 с,
- Санинский, В. А. Приближенный расчет нетрадиционных соединительных элементов составных поршней / В. А, Санинский, В, Н. Тышкевич, В. И. Липилин. Волгоград, 2000. — 17 с. — Деп в ВИНИТИ 02.02.2000, № 231,
- Санинский, В. А, Стабилизация масляного клина подшипников скольжения через зависимые допуски его поверхностей контакта / В, А, Санинский. Волгоград, 2001. — 19с. — Деп. вВИНИТИ 03.04.02, № 871.
- Поляков, В, В, Микроструктура и механические свойства железнодорожных рельсов из непрерывнолитых заготовок различного сечения / В. В. Поляков, Н, В. Долгунов, В. П. Нехаев // Непрерывная разливка стали: сб. -М., 1977. -№ 4. С. 104 — 114.
- Материалы всесоюзного совещания по непрерывной разливке стали, М.: Металлургия, 1963. — 240 с.
- Палей, М, М. Технология химического машиностроения- учеб, пособие / М. М. Палей, Г. П. Ткаченко- ВолгПИ. Волгоград, 1985. — 133 с.
- Материаловедение и термическая обработка стали: справочник. В 3 т. Т. 1. Методы испытаний и исследования / под ред. М. М. Берштейна, А. Т, Рахштодта, Изд, 3-е, перераб. и доп. — М.: Металлургия, 1983. — 352с,
- Базров, Б. М. Расчет точности машин на ЭВМ / Б. М. Базров. М.: Машиностроение, 1980. — 256 с. — (Б-ка технолога),
- Справочник по математике для научных работников и инженеров / под ред. Г, Корн, Т, Корн, М: Наука, 1984, — 831 с. 111 fix
- Дунаев, П. Ф, Расчет допусков размеров / П. Ф. Дунаев, О. ГІ, Ле-ликов. -М.: Машиностроение, 1981, 189 с.
- Ташбаев, Н, О, Расчет пространственных цепей методом регулирования / Н. О. Ташбаев // Станки и инструмент. 1987. -№ 9. — С. 16−17.
- Берштейн, М, М. Прочность стали / М, М. Берштейн. М, — Л.: Металлургия, 1974. — 200 с. — (Серия «Успехи современного металловедения»).
- Крючков, А. В. Исследование работы вязко-пластических смазок в радиальных подшипниках скольжения: дис.. канд. техн. наук / А. В. Крючков. Волгоград, 1971. -152 с.
- Основы технологии машиностроения: учебник для втузов / под ред. В. С. Корсакова, 2-е изд., доп. и перераб, — М.: Машиностроение, 1969, -632 с.
- Санинский, В, А, Системы соосных отверстий в катерах / В. А. Санинский //Двигателестроение. -1991. 5. С. 36 — 38.
- Opitz, Herwart U, F, Einfluss des Werkstoffes und Werketoffvorbe-hanlung aur die Oboflachengute lein Raumen / Opitz Herwart U. F. Koln- Opladen: West-deutsch-Verl, 1961.-61 a,
- Opitz, Herwart U. F. Untersuchung des Raum-Vorgangs / Opitz Herwart U. F. Opladen: West-deutsch-Verl, 1961. — 15 a.
- Daring, D. W. Misabgned roller bearngs / D. W. Daring, E. J. Redzi-movakij // Maschine disigen. 1961. — Vol, 36, № 4.-S. 175−119.
- Ratronell Bohrungabeitung mit Tiefbohr-maschinen undwerzeugen // Prazions-Fertigungstehnik aus der Schweiz, 1985, — September. — S. 58 — 65.
- Жабин, AM, Универсально-сборная и переналаживаемая оснастка / А. И. Жабин, Г. П. Холод, В. А. Здор. Киев: Техника, 1982. — 105 с.
- Краснов, В, В, Расчет многоопорных коленчатых валов тракторных дизелей с учетом деформации и выработки подшипников /' В. В. Краснов, А. В. Адамович // Тракторы и сельхозмашины. 1976. — № 2. — С. 11 -13.
- Гребенников, А, С. Неравномерность изнашивания одноименных элементов двигателя внутреннего сгорания и его ресурс / А. С. Гребенников, С. А. Гребенников // Двигателестроение. 2005. — № 2. — С. 3 — 9.
- Авдонькин, Ф. Н. Теоретические основы технической эксплуатации автомобилей / Ф. Н. Авдонькин. М.: Транспорт, 1985. — 215 с.
- Кохановский, В. А. Антифрикционные полимерные композиты тяжелонагруженных пар трения: дис.. д-ра техн. наук / В. А. Кохановский- ДГТУ. Ростов н/Д, 1995. — 388 с.
- Кужаров, А. А. Трибологические свойства нанометрических кластеров меди: автореф. дис.. канд. техн. наук / А. А. Кужаров. Ростов н/Д, 2004, — 20 с,
- Захаров, С, М, Подшипники качения коленчатых валов тепловозных дизелей / С. М, Захаров, А. П. Никитин, Ю. А, Загорянский. М.: Транспорт, 1981.-181 с.
- Назаров, А. Д. Дисбаланс автомобильных и тракторных двигателей / А. Д. Назаров- под ред. К. Н. Муратова. Ашхабад: Ылым, 1981. — 252 с.
- Польский, Е.А. Математическая модель отказа подвижного соединения пары трения-скольжения / Е. А. Польский // Обработка металлов. -2002-№ 3.- С. 15−17.
- Санинский, В. А. Снижение трещинообразования заготовок коленчатых валов путем управления формой и расположением неметаллических включений в слитке / В. А. Санинский // Заводская лаборатория. Диагностика материалов. 2003. — № 5. — С. 44 — 46.
- Санинский, В, А, Щадящий контроль микроструктур в сердцевине шеек коленчатых валов / В, А. Санинский // Автомобильная промышленность. 2003, — Ш 8, — С, 28,
- Санинский, В. А. Геометрические построения границ микроструктур в заготовках коленчатых валов / В, А. Санинский // Двигателестроение, -2003. -№ 1.-С. 22−24.
- Уткин, Е, Ф, Метрология, взаимозаменяемость, стандартизация и нормирование точности: учеб. пособие / Е, Ф. Уткин, В. А. Санинский- Вол-гГТУ, Волгоград: РПК «Политехник», 2000, — 54 с,
- Повышение работоспособности коренных подшипников дизеля В ЧВН 15/16: промежуточный отчет. 4.1, 2 / ЧИМЕСХ- рук. В. И. Суркин, М., 1990. — 137 с. — № ГР 1 860 022 331. — Инв. № 29 000 316. — Дел. в ВНТИ-Центр,
- Тузов, Л. В. Расчетные определения упругих характеристик подшипников скольжения / Л, В. Тузов, Ю. Т. Скориков, И. М. Чириков // Двигателестроение. 1987. -№ 9. — С. 16 — 17.
- Багмутов В. П. Моделирование процессов формообразования кристаллических зон в ходе затвердевания крупного слитка / В. П. Багмутов, И. Н. Захаров. Сталь. № 6.2006.- № 6, — С. 53 -58.
- Технология машиностроения. Ч. 3. Технология химического машиностроения: учеб. пособие / под ред. М. М. Палея, Г. П. Ткаченко. Волгоград, 1983.-99 с.
- Кукса, А. В. Чугунные сталеразливочные изложницы / А. В. Кукса. -М.: Металлургия, 1989. -152 с.
- Денисов, В. С. Методика расчетно-экспериментального определения коэффициента трения поверхностей контакта вкладышей и постели подшипников коленчатого вала ДВС / В. С. Денисов // Двигателестроение. -1987.-№ 9.-С. 14−16.
- Матвеев, В. В. Размерный анализ технологических процессов / В, В. Матвеев, М. М. Тверской, Ф. И. Бойков. М.: Машиностроение, 1982. -264 с, — (Б-ка технолога).
- Техническая справка от 9.09.1986 г. но определению причин отказов коренных подшипников и коленчатых валов двигателей 8 ДВТ-330 в эксплуатации / Волгоградский моторный завод. Волгоград, 1986.
- Курсовое проектирование металлорежущих станков: учеб. пособие / Н. Я. Смольников, В. Н. Подлеснов, В. Ф. Чурбаков и др.- ВолгГТУ. -Волгоград, 1994,-4, 1,-161 с.
- Станочное оборудование автоматизированного производства / под ред. В, В, Бушуева, М.: Станкин, 1993, — Т, 1, — 584 с,
- Санинский, В, А. Нормирование формы и расположения зон лик-ваций при проектировании заготовок деталей / В. А, Санинский // Современные проблемы металлургического производства: сб. тр. междунар. науч.-техн. конф. Волгоград, 2002. — С. 441 — 444,
- Сопротивление материалов: учебник для вузов / А. В. Александров и др. -М.: Высшая школа, 2001. 501 с.
- Лахтин, Ю. М. Азотирование стали / Ю. М, Лахтин, Я, М. Коган, -М.: Машиностроение, 1976. -256 с.
- Непомилуев, В. В. Система обеспечения качества сборки путем индивидуального подбора деталей / В. В. Непомилуев, Е. В. Кононова // Сборка в машиностроении, приборостроении, 2003, -№ 11.-С. 10−11,
- Спрашевский, А. И. Подшипники качения / А. И. Спрашевский. -М.: Машиностроение, 1968, 480 с,
- Технология тяжелого машиностроения / под ред. С. И, Самойлова.- М.- Свердловск: Машгиз, 1996, 560 с,
- Санинский, В. А. Определение составляющих радиального биения коренных шеек коленчатых валов / В. А. Санинский, Г, Г. Меньшенин // Тракторы и сельскохозяйственные машины. 2003. — № 12. — С. 41 — 44.
- Санинский, В, А, Определение составляющих полного радиального биения коренных опор и подшипников в картерах дизелей / В. А. Санинский // Автомобильная промышленность. 2003. — № 10. — С. 29 — 32.
- Санинский, В. А. Контроль отклонений от соосности коренных опор тяжелых дизелей / В. А, Санинский, В. М, Гребнев // Технология машиностроения. 2004. — № 1. — С. 40 — 43.
- Попык, К, Г, Динамика автомобильных и тракторных двигателей: учебник для вузов по спед. «Двигатели внутреннего сгорания» / К. Г. Полык.- 2-е изд., перераб, и доп, М: Высшая школа, 1970, — 382 с,
- А.с. 1 182 188 СССР, МКИ F 02 F 3/20, Двигатель внутреннего сгорания / С, П. Косырев, В, А, Санинский // Открытия, Изобретения, 1985, -№ 36.
- Рыльцев, И, К, Оптимизация взаимодействия деталей подвижных соединений на основе раскрытия взаимосвязи процессов сборки и эксплуатации машин: автореф. дис.. д-ра техн. наук / И, К, Рыльцев- СамГТУ- Стан-кин. Самара, 2002. — 43 с.
- Денисенко, А. Ф. Прогнозирование критериев работоспособности станков на основе конструкторско-технологического обеспечения эксплуатационных свойств соединений: автореф, дис.. д-ра техн. наук / А. Ф. Денисенко- СамГТУ. Самара, 2000. — 39 с.
- Рахчеев, В. Г, Технологические основы обеспечения точности фасонных поверхностей прецизионных деталей: автореф. дис. д-ра техн. наук / В. Г. Рахчеев- СамГТУ- ЗАО «СПЗ». Самара, 2002. — 42 с.
- Кирсанов, С. В, Особенности, закономерности, конструкторские и технологические решения электрохимической размерной обработки сложно-профильных изделий: автореф. дис.. д-ра техн. наук / С. В. Кирсанов- ЮР-ГУЭС, Шахты, 2002, — 40 с,
- Санинский, В. А. Кулачок к токарным патронам / В. А. Санинский // Технология, организация механосборочного производства: реф. сб. / ЦНИИТЭИтяжмаш. -М., 1982. -С. 6−1.
- Санинский, В. А. Кулачок токарного патрона / В. А. Санинский // Машиностроитель. 1985. — № 5. — С. 32.
- A.c. 1 225 716 СССР, МКИ3 В 23 В 31/10. Кулачок к токарным патронам / Санинский В. А. № 2 843 543/25−08- заявл. 20.10.79- опубл. 15.06.81.
- A.c. 921 697 СССР, МКИ3 В 23 В 31/10. Кулачок токарного патрона / Санинский В. А. № 2 985 872/25−08- заявл. 25.09.80- опубл. 23.04.82.
- A.c. 1 404 210, МКИ В 23 D 43/02. Способ восстановления рабочей части протяжки / Санинский В. А., Колесников А. В. № 4 064 850 /25−08- заявл. 30.06.86- опубл. 23.06.88.
- Совершенствование конструкции коленчатого вала двигателей КАМАЗ / А. С. Денисов, А. Т. Кулаков, Н. И. Светличный, А. А. Гафуятуллин // Двигателестроение, 2003, — № 3, — С, 24 — 26,
- Павлов, Г. Г. Оптимизация режимов резания при растачивании стали и чугуна / Г. Г, Павлов, Л, А. Павлова, В. А, Санинский. Волгоград, 2004. — 12 с. — Деп. в ВИНИТИ 12.03.04, № 429.
- Санинский, В, А. Групповое координатное протягивание / В. А. Санинский, К. Д. Шаров // Известия Волгоградского государственного технического университета, Сер.2, Прогрессивные технологии в машиностроении. 2003. -Вып.6. — С. 68 — 70.
- Крагельский, И. В. Основы расчета на трение и износ / И. В, Кра-гельский, М. Н. Добычин, В. С. Комбалов. М.: Машиностроение, 1977. -526 с,
- Санинский, В. А. Влияние азотирования коленчатых валов на соосность коренных шеек / В, А. Санинский // Тракторы и сельскохозяйственные машины. 2004. — № 1. — С. 42 — 43.
- Кулешов, А, Д, Алгоритм оптимальной комплектации при сборке двухрядного конического подшипника с подбором деталей по действительным размерам / А, Д, Кулешов // Сборка в машиностроении, приборостроении. 2003. — № 7. — С. 38 — 42.
- Санинский, В. А. Влияние способа получения заготовок на проявление металлургических дефектов / В. А. Санинский // Технология машиностроения. 2004. — № 3. — С. 40 — 43.
- Моделирование радиального биения коренных шеек коленчатого вала относительно коренных опор дизеля 8ЧВН 15/16 / Н. И. Ивашкин, В. А. Санинский, В. Б. Светличная и др. // Автомобильная промышленность. -2004.-№ 11.-С. 27−31.
- Ивашкин, Н. И. Моделирование совместимости коленчатого вала и коренных опор дизеля 8ЧВН 15/16 / Н. И. Ивашкин, В. А. Санинский, В. Б. Светличная // Технология машиностроения. 2004. — № 1. — С. 25 — 26.
- Тарзиманов, Г .А. Проектирование металлорежущих станков / Г. А. Тарзиманов. 3-е изд., перераб. и доп. — М.: Машиностроение, 1972. — 312 с.
- Прогрессивные режущие инструменты и режимы резания металлов: справочник / В. И. Баранчиков, А. В. Жариков, Н. Д. Юдина и др.- под общ. ред. В. И. Баранникова. М.: Машиностроение, 1990. — 385 с.
- Курсовое проектирование металлорежущих станков: учеб. пособие / Н. Я. Смольников, В. Н. Подлеснов, В. Ф. Чурбаков и др.- ВолгГТУ. -Волгоград, 1994. Ч. 1. — 161 с.
- Санинский, В. А. Нормирование формы и расположения зон лик-ваций при проектировании заготовок деталей / В. А. Санинский // Современные проблемы металлургического производства: сб. тр. междунар. науч.-техн. конф. Волгоград, 2002. — С. 441 — 444.
- Малахов, А. Д. Комплектование многопараметрических прецизионных соединений / А. Д. Малахов, Д. А. Кулешов // Сборка в машиностроении, приборостроении. 2003. — № 2. — С. 7 — 11.
- Saninsky, V. A. Cranrshaft Nitriding and Other Process Conditions to Influence Main Journals' Alignment / V. A. Saninsky // Dwigatestroeniye. 2004.1.-P. 22−24.
- Косырев, С. П. Работоспособность узкого шатунного подшипника дизеля / С. П. Косырев, В. М. Гребнев // Автомобильная промышленность. -1989.-№ 2.-С. 11−13.
- Косырев, С. П. Уменьшение динамичности нагружения шатунных подшипников при использовании поверхностно-активных веществ / С. П. Косырев, Ф. Г. Ким, В. М. Гребнев // Двигателестроение. 1990. — № 3. — С. 44−45,55.
- Гмурман, В. Е. Теория вероятности и математическая статистика: учеб. пособие для втузов / В. Е. Гмурман. 9-е изд., стер.-М.: Высшая школа, 2003. -479 с.
- Седыкин, Ф. В. Размерная электрохимическая обработка деталей машин / Ф. В. Седыкин. М.: Машиностроение, 1976. — 302 с.
- Аюкин, 3. А. Повышение ремонтопригодности коленчатых валов двигателей автомобилей КамАЗ / 3. А. Аюкин // Сборка в машиностроении, приборостроении. 2003. — № 2. — С. 34 — 38.
- Совместная электрохимико-механическая доводка пары трения сталь антифрикционный материал / Ю. Н. Петров, В. П. Алексеев, Л. Н. Волдырь, В. Д. Михалев // Электронная обработка материалов. — 1980. -№ 1. -С. 32−35.
- Бондарь, Л. Н. Распределение электрического тока при совместной электро-химической приработке основных соединений двигателя внутреннего сгорания / Л. Н. Бондарь // Электронная обработка материалов. -1982.-№ 3.-С. 86−89.
- Санинский, В. А. Управление размерами, формой и расположением зон микроструктур в коленчатых валах / В. А. Санинский // Двигателе-строение. 2004. — № 3. — С. 27 — 29.
- Санинский, В. А. Повышение качества механической обработки соосных поверхностей деталей многоопорных подшипниковых узлов: монография / В. А. Санинский. Волгоград: РПК «Политехник», 2003. — 186 с.
- Смольников, Н. Я. Специальные станки для растачивания глубоких прерывистых отверстий шпинделями на выносных опорах: монография / Н. Я. Смольников, В. А. Санинский- ВолгГТУ. Волгоград, 2004. — 176 с.
- Взаимозаменяемость, стандартизация и технические измерения / А. М. Якушев и др. 4-е изд. — М.: Машиностроение, 1975. — 391 с.
- Микита, Г. И. Компьютерная оценка качества сборки подшипников скольжения тяговых двигателей / Г. И. Микита // Сборка в машиностроении, приборостроении. 2004. — № 11. — С. 38 — 39.
- Денисов, А. С. Анализ методов диагностирования шатунных подшипников ДВС и обоснование динамической оценки их технического состояния / А. С. Денисов, И. К. Денисов // Двигателестроение. 2004. — № 3. -С. 41−42.
- A.c. 1 044 803 СССР, МКИ F 02 F 2/30. Двигатель внутреннего сгорания / Косырев С. П., Плотицын С. И., В. А. Санинский // Открытия. Изобретения. 1985. — № 36.
- Хуциев, А. И. Двигатели внутреннего сгорания с регулируемым процессом сжатия / А. И. Хуциев. М.: Машиностроение, 1986. — 104 с.
- Чурбаков, В. Ф. Эксплуатация металлорежущих станков в условиях стран Азии, Африки и Латинской Америки / В. Ф. Чурбаков, В. Н. Под-леснов, В. А. Ефименко. Волгоград, 1986. — 71 с.
- Санинский, В. А. Отклонения расположения коренных опор длинномерного коленчатого вала /' В. А. Санинский, Г. Г. Меныпенин, Ю. М. Быков // Тракторы и сельскохозяйственные машины. 2005. -№ 3.-С.36−43.
- Санинский, В. А. Метод компьютерного моделирования компенсации погрешностей размеров и расположения коренных опор ДВС / В. А. Санинский, Н. А. Сторчак, Н. П. Сторчак // Технология машиностроения. -2005.-№ 5.-С. 20−23.
- Санинский, В. А. Методология прогнозирования границ ликваци-онного квадрата в заготовках деталей машин: монография / А. В. Санинский- ВолгГТУ. Волгоград, 2005. — 122 с.
- Сторчак, Н. П. Использование системы КОМПАС-ЗБ в определении параметров износа подшипников скольжения / Н. П. Сторчак, В. А. Санинский, Н. А. Сторчак // Ремонт, восстановление, модернизация. 2005. — № 10.-С. 27−30.
- Санинский, В. А. Групповая идентифицированная сборка вкладышей коренных подшипников скольжения с коренными опорами и коленчатым валом ДВС /' В. А. Санинский // Вестник машиностроения. 2006. — № 4. -С. 31−36.
- Санинскнй, В. А. Определение зазоров в коренных подшипниках скольжения на основе идентификации комплекта вкладышей условной втулке-подшипнику / В. А. Санинский // Вестник машиностроения. 2006. — № 5. — С. 3−7.
- Санинский, В. А. Диаметральная компенсация погрешностей коренных опор толщиной вкладышей соосных подшипников скольжения / В. А. Санинский // Вестник машиностроения. 2006. — № 6. — С. 13−18.
- Мальцев, В. Г. Моделирование процесса формообразования при многорезцовом точении нежестких валов / В. Г. Мальцев // СТИН. 2004. — № З.-С. 19−22.
- Пат. 2 273 548 Российская Федерация, МПК В 23 В 41/00. Металлорежущий станок / Санинский В. А., Смольников Н. Я., Санинский А. В. // Открытия. Изобретения. 2006. — № 10.
- Санинский, В. А. Дестабилизация параметров масляного клина соосных подшипников скольжения / В. А. Санинский // Автомобильная промышленность. 2006. — № 3. — С. 14−16.
- Санинский, В. А. Технологическая классификация металлургических дефектов коленчатых валов / В. А. Санинский /V Технология металлов. 2006. -№ 6.-С. 50−56.
- Санинский, В. А. Статистическая обработка эмпирических данных погрешностей коренных опор в картере дизеля 8ЧВН 15/16 после хонингования / В. А. Санинский, Ю. М. Быков, В. В. Гончаров И Технология машиностроения. 2006. — № 12. С. 24−27.
- Санинский, В. А. Определение и подбор зазора в подшипниках скольжения на основе идентификации комплекта вкладышей условной втулкеподшипнику / В. А. Санинский, Г. Г. Меныпенин, Ю. М. Быков // Технология машиностроения. 2007. — № 3. С. 38- 42.
- Санинский, В. А. Компьютерное определение параметров изнашивания кинематической пары коренная шейка условный подшипник скольжения ЛВС / В. А. Санинский, Н. А. Сторчак, Н. П. Сторчак // Вестник машиностроения. -2006. — № 10.-С. 23−29.
- Ивашкин, Н. И. Моделирование биений коренных шеек коленчатого вала относительно коренных опор картера и подшипников скольжения дизеля / Н. И. Ивашкин, В. А. Санинский, Г. Г. Меныпенин // Вестник машиностроения. 2006. — № 12. С.8−12.
- Санинский, В. А. Моделирование процесса формообразования при координатной обработке соосных отверстий нежесткими протяжками / В. А. Санинский, И. Н. Захаров // Вестник машиностроения. 2007. — № 3. С.
- Меныпенин Г. Г. К вопросу определения толщины масляной пленки в коренных подшипниках коленчатого вала дизеля 8ЧВН 15/16 / Г. Г. Меныпенин, В. А. Санинский// Известия ОрелГТУ. Машиностроение. Приборостроение. 2006 г. №.2. С.137−142.
- Волгоградский государственный технический университет1. На правах рукописи
- САНИНСКИй Владимир Андреевич
- ПОВЫШЕНИЕ ЭКСПЛУАТАЦИОННЫХ ХАРАКТЕРИСТИК МНОГООПОРНЫХ ПОДШИПНИКОВЫХ УЗЛОВ РАЗМЕРНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ И ИДЕНТИФИЦИРОВАННОЙ КОМПЬЮТЕРНОЙ СБОРКОЙ
- Специальность: 05.02.08— Технология машиностроения1. Книга 2