Автоматизация технологического процесса формования ленты стекла на расплаве олова
Производство листового стекла характеризуется непрерывностью технологии, начиная от поступления сырья и заканчивая выпуском готовой продукции, а также взаимной обусловленностью процессов, протекающих в смежных цехах и на отдельных участках. По масштабу выпускаемой продукции стекольное производство относится к числу крупнотоннажных. Суточная выработка стекла на флоат-линии достигает 600 тонн… Читать ещё >
Содержание
- L ПОСТАНОВКА ЗАДАЧИ УПРАВЛЕНИЯ ПРОЦЕССОМ ФОРМОВАНИЯ ЛЕНТЫ СТЕКЛА НА РАСПЛАВЕ ОЛОВА
- 1. 1. Особенности процесса формования ленты стекла как объекта управления
- 1. 2. анализ зависимости свойств и пороков стекла от режима формования
- 1. 3. Анализ системы управления процессом формования ленты стекла
- 1. 4. анализ использования математического моделирования при автоматизации процесса формования ленты стекла
- 1. 5. Постановка задачи управления
- Выводы по главе 1
- 2. МАТЕМАТИЧЕСКОЕ ОПИСАНИЕ ПРОЦЕССА ФОРМОВАНИЯ ЛЕНТЫ СТЕКЛА НА РАСПЛАВЕ ОЛОВА
- 2. 1. анализ задачи моделирования
- 2. 2. Определение требований к исходной информации и организация ее сбора
- 2. 3. Определение параметров и переменных модели
- 2. 4. Обоснование критериев оценки адекватности моделей
- 2. 5. Разработка моделей «режим формования — качество ленты стекла»
- Выводы по главе 2
- 3. РАЗРАБОТКА АЛГОРИТМОВ УПРАВЛЕНИЯ ПРОЦЕССОМ ФОРМОВАНИЯ
- 3. 1. Обоснование и выбор метода решения задачи управления
- 3. 2. Формализация задачи управления
- 3. 3. Разработка алгоритмов управления
- 3. 4. Исследование эффективности разработанных алгоритмов
- Выводы по главе 3
- 4. ВНЕДРЕНИЕ РЕЗУЛЬТАТОВ ИССЛЕДОВАНИЙ
- 4. 1. Место подсистемы управления флоат-ванной в структуре АСУ производством листового стекла
- 4. 2. Программная реализация подсистемы управления флоат-ванной
- 4. 3. Испытания моделей и алгоритмов управления
- Выводы по главе 4
Автоматизация технологического процесса формования ленты стекла на расплаве олова (реферат, курсовая, диплом, контрольная)
Листовое стекло представляет важнейший вид продукции, вырабатываемой стекольной промышленностью. Тенденция развития производства в мире такова, что флоат-процесс, как новейший и более прогрессивный, вытесняет остальные способы выработки стекла.
Важнейшей стадией производства листового стекла флоат-способом является процесс формования ленты стекла на расплаве олова.
Значительная часть дефектов готовой продукции вызывается отклонениями от оптимального режима формования.
В связи со сказанным, целью диссертационной работы является повышение качества вырабатываемой продукции засчет автоматизации процесса формования ленты стекла с использованием математических моделей.
Для достижения поставленной цели в диссертации решены следующие научно-технические задачи:
1) сформулирована задача управления процессом формования,.
2) созданы математические модели, позволяющие проводить статистический анализ процесса формования и принимать решения по коррекции режима работы флоат-ванны,.
3) разработаны алгоритмы управления режимом формования ленты стекла на расплаве олова,.
4) разработана подсистема управления процессом формования и оценена эффективность ее использования по сравнению с ручным ведением процесса.
Использование разработанного математического аппарата для управления флоат-ванной на технологической линии типа ЛПС-5000 в ОАО «Борский стекольный завод» позволило улучшить качество готовой продукции и уменьшить энергетическую составляющую затрат на формование ленты стекла.
СОКРАЩЕНИЯ.
АРМ — автоматизированное рабочее место.
АСУ — автоматизированная система управления.
АСУП — автоматизированная система управления предприятием.
АСУТП — автоматизированная система управления технологическим процессом.
БД — база данных.
БФМ — бортоформующая машина.
ИС — информационная система.
КИС — контрольно-испытательная станция.
ЛПС — линия производства стекла.
МГТН — мощность повторного нагрева.
МРА — множественный регрессионный анализ.
ОЗУ — оперативное запоминающее устройство.
ОС — операционная система.
ПО — программное обеспечение.
ПС — полированное стекло.
ПЭВМ — персональная электронно-вычислительная машина.
СППР — система поддержки принятия решений.
СУБД — система управления базами данных.
ЦЗЛ — центральная заводская лаборатория.
ФВ — флоат-ванна.
DCS — Distributed Control System (распределенная система управления) DSN — Data Source Name (имя источника данных).
ODBC — Open DataBase Connectivity (открытый интерфейс доступа к БД) OLTP — OnLine Transaction Processing (обработка транзакций в реальном времени),.
PI — Plant Information (производственная информация).
SCADA — Supervisory Control And Data Acquisition (система операторского контроля и сбора данных).
ОБОЗНАЧЕНИЯ.
5 — толщина ленты стекла b — ширина ленты стекла v — скорость ленты стекла.
9Вк — температура входного канала.
0|, 02> 0з — температура олова в 1, 12, и 20 пролетах флоат-ванны 0вых температура ленты стекла на выходе из флоат-ванны Vbom — скорость бортоформующих машин.
Сог — процентное содержание кислорода в защитной атмосфере С|-|2 — процентное содержание водорода в защитной атмосфере QN2 — расход азота на создание защитной атмосферы Qh2 ~ расход водорода на создание защитной атмосферы Вл — влажность защитной атмосферы Р — давление защитной атмосферы z-" rai? rtjj, bj, kкоэффициенты адаптивных моделей показателей качества Х — коэффициенты штрафа.
Бл — степень диффузии олова в поверхность стекла (блюм-эффект) Рт — разнотолщинность.
Ра — оптические искажения, измеренные методом отраженного растра 36 — оптические искажения, измеренные методом «Зебра» Кр — кривизна стекла Пл — плотность стекла.
1. Постановка задачи управления процессом формования ленты стекла на расплаве олова.
Производство листового стекла характеризуется непрерывностью технологии, начиная от поступления сырья и заканчивая выпуском готовой продукции, а также взаимной обусловленностью процессов, протекающих в смежных цехах и на отдельных участках. По масштабу выпускаемой продукции стекольное производство относится к числу крупнотоннажных. Суточная выработка стекла на флоат-линии достигает 600 тонн.
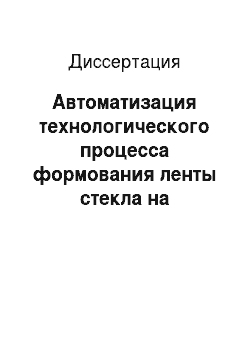
Технологический процесс производства листового стекла флоат-способом (Рис. 1.1) включает в себя подготовку шихты и возвратного стеклобоя (1), варку стекломассы (2), формование ленты стекла (3), отжиг (4), а также резку и раскрой стекла на форматы (5).
Подготовка сырьевых материалов и их смешивание в однородную шихту протекает в цехе подготовки шихты. Допустимое содержание химических соединений в шихте ограничивается технологическим регламентом и существующими стандартами предприятия. Стекольный бой является отходом производства, который используют при варке стекла с целью его утилизации.
Варка стекломассы проводится в крупных ванных регенеративных печах, отапливаемых природным газом. Мощность стекловаренных печей достигает 57.5 — 140 МВт. Технологический процесс варки должен обеспечивать химическую и термическую однородность стекломассы, поступающей на формование.
Лента стекла формуется во флоат-ванне на поверхности расплавленного олова в результате растекания стекломассы под действием сил тяжести при организованном оконтуривании и передвижении в направлении выработки.
Отформованную ленту охлаждают в печи отжига до комнатной температуры таким образом, чтобы освободить стекло от напряжения. Отжиг проводится в горизонтальной туннельной печи в диапазоне температур 540−470°С.
После отжига лента поступает на автоматизированную транспортную линию, где осуществляется резка и раскрой на заданные форматы. К.
Л1.Г-Т!.|,.
ПРОИЗВОДСТВО СТЕКЛА ФЛОАТ-СПОСОБОМ ч 'М'лЧТА '' !? Я т.
711 и.
1! Подготовка 'шихты.
Стекловаренная печь.
Возвратный стеклобой Флоат-ванна гД, Печь отжига.
Резные столы.
Рис. 1.1. Схема технологического процесса производства листового слекла флоат-способом.
Выводы по главе 4.
1. Создана подсистема поддержки принятия решений по коррекции режима работы флоат-ванны с использованием разработанных моделей и алгоритмов управления. Подсистема находится в промышленной эксплуатации в инженерном отделе и отделе управления качеством ОАО «Борский стекольный завод».
2. Показана эффективность использования подсистемы при статистическом анализе процесса производства листового стекла и выработке корректирующих действий при управлении флоат-ванной.
3. Показана переносимость разработанных моделей и алгоритмов управления на флоат-ванны при производстве листового стекла толщиной от 2.5 до 10 мм.
Заключение
.
1. На основе анализа систем управления процессом формования ленты стекла на расплаве показана актуальность проведения теоретических исследований и разработок, направленных на совершенствование действующих автоматизированных систем на основе использования математических моделей.
2. Построены линейные регрессионные модели, описывающие зависимость «режим — качество стекла», вырабатываемого флоат-способом. Требуемая точность моделей обеспечена засчет уточнения коэффициентов моделей в процессе их эксплуатации. Показана переносимость разработанных математических моделей на аналогичные производства стекла флоат-способом.
3. Сформулирована задача управления процессом формования как многокритериальная задача оптимизации в пространстве режимных переменных. Обосновано применение метода компенсационного управления флоат-ванной с использованием разработанных моделей. Разработан и исследован алгоритм управления процессом формования по критерию минимума содержания олова в стекле.
4. Разработано математическое, алгоритмическое и программное обеспечение автоматизированной подсистемы управления процессом формования для принятия решений по коррекции температурного режима флоат-ванны. Подсистема включена в состав СППР «Технолог стекольного производства», которая эксплуатируется на технологических линиях ОАО «Борский стекольный завод».
Список литературы
- Кондратов В. И., Файнберг Е. В., Безлюдная В. С. Развитие флоат-процесса производства листового стекла. Стекло и керамика, 6'2000, с. 11−14
- Тарбеев В. В. Прогрессивные технологические процессы при производстве полированного стекла на Борском стекольном заводе. НН: Институт повышения квалификации руководящих работников и специалистов, 1997.115 с.
- Кондратов В. И., Безлюдная В. С. Способы выработки флоат-стекла толщиной более равновесной. Стекло и керамика, 3'99, с.3−8.
- Кондратов В. И., Безлюдная В. С. Особенности формования утоненного флоат-стекла и перспективы его развития (обзор). Стекло и керамика, 1 '2000, с.4−8.
- Гойхман В. Ю., Полохливец Э. К., Живенкова Г. Г., Фабрикант С. А., Зуди-лов Б. В., Куценко J1. В. Особенности формования ленты стекла толщиной более равновесной. Стекло и керамика, 8'90, с. 10−11.
- Тарбеев В. В. Сокращение вредных выбросов в атмосферу при выработке полированного стекла. Стекло и керамика, 2'98, с.3−5.
- Кучеров О.Ф., Маневич В. Е., Клименко В. В. Автоматизированные системы управления производством стекла. Л.: Стройиздат, 1980
- Вахула Я.И. Влияние газовой среды на кристаллизацию поверхности стекла- Стекло и керамика, 5'99, с. 12−14.
- Гороховский A.B., Матазов К. Н., Плеханова E.H., Герман Е. В. Влияние состава атмосферы ванны расплава олова на микротвердость поверхности флоат-стекла. Стекло и керамика, 6'99, с.6−7.
- Хорошева Е.Р. Автоматизация процесса стекловарения в производстве листового стекла флоат-способом. Автореферат диссертации на соискание ученой степени кандидата технических наук. Владимир, 1999.
- П.Лукашин С. А. Автоматизация процесса отжига полированного листового стекла. Автореферат диссертации на соискание ученой степени кандидата технических наук. Владимир, 2001.
- Тарбеев В.В. Производство листового и безопасного стекла.- Стекло и керамика, 6'98, с.8−10.
- Макаров Р.И., Дубов И. Р. Алгоритмы прогнозирования в задачах АСУ ТП стекольных производств Стекло и керамика, 9'89, с. 19−20.
- Советов Б.Я., Яковлев С. А. Моделирование систем. М.: Высшая школа, 2001.-343 с.
- Солинов В.Ф., Каплина Т. В. Влияние олова на состояние нижней поверхности флоат-стекла. Стекло и керамика, 3'97, с.7−10.
- The Handbook of Glass Manufacture. Vol 1,2. Ashlee Publishing Co., Inc, 1984.-1240p.
- Glass Processing Days. 6th International conference on Architectural and Automotive Glass Now and the Future. Tamglass Engineering Oy, Finland, 2001.
- Макаров P.И., Хорошева E.P., Лукашин С. А. Автоматизация производства листового стекла. / Под. ред. Р. И. Макарова, ВлГУ, 2000 248 с.
- ГОСТ 111–2001. Стекло листовое. Технические условия.
- Племянников Н., Крупа А. Моделирование в стеклоделии. Стекло мира, 4/2000, с. 67.
- Бородюк В.П., Лецкий Э. К. Статистическое описание промышленных объектов. М.: Энергия, 1971. — 112 с.
- Теория статистики / Под. ред. P.A. Шмойловой. М.: Финансы и статистика, 1998.
- Четыркин Е.М. Статистические методы прогнозирования. М.: Статистика, 1977.
- Гороховский А. В. Формирование поверхностных структур термически полированных стекол. Стекло и керамика, 2'97, с.8−12.
- Бокс Дж., Дженкинс Г. Анализ временных рядов. Прогноз и управление. Выпуск 1. М.: Мир, 1974.
- Макаров Р.И. Автоматизация технологического процесса производства листового стекла на основе математических моделей // Автореферат диссертации на соискание ученой степени доктора технических наук Владимир, 1998.-32 с.
- Кондратов В.И., Безлюдная B.C., Зверев Ю. В. Влияние режимов и способов формования на содержание олова в флоат-стекле. Стекло и керамика, 6'98, с.3−5.
- Ланцов В.Н. Моделирование: Учеб. пособие. Часть 1 / ВлГУ, Владимир, 1999,88 с.
- Копчекчи Л.Г. Причины повреждения поверхности термически полированного стекла при его выработке. Стекло и керамика, 5'99, с.6−8.
- Ивахненко А.Г. Индуктивный метод самоорганизации моделей сложных систем. Киев: Наукова думка 1982. — 295 с.
- Налимов В.В., Чернова H.A. Статистические методы планирования экстремальных экспериментов. М.: Наука, 1965. — 340 с.
- Шеннон Р. Имитационное моделирование систем искусство и наука. — М.: Мир, 1978.-419 с.
- Гулоян Ю.А. Эксплуатационная надежность стеклянной тары. Статья. Научно-исследовательский институт стекла.
- Райбман Н.С., Чадеев В. М. Построение моделей процессов производства. -М.: Энергия, 1975.-375 с.
- Вентцель Е.С. Теория вероятностей. М.: Наука, 1969.
- Бородюк В.П. Статистические методы математического описания сложных объектов. -М.: МЭИ, 1981,91 с.
- Смирнов Н.В., Дунин-Барковский И.В. Краткий курс математической статистики для технических приложений. М.: ФизМатГИз, 1959
- Статистика. // Под ред. Струмилина С. Г. М.: Статистика, 1969
- Смилянский Г. Л., Амлинский JI.3., Баранов В. Я. Справочник проектировщика АСУТП. М.: Машиностроение, 1983
- Макаров Р.И. Моделирование на ЭВМ инерционных промышленных объектов непрерывных производств. Учебное пособие. Владимир, 1985.
- StatSoft, Inc. (2001). Электронный учебник по промышленной статистике. Москва, StatSoft.
- WEB: http://www.statsoft.ru/home/portal/textbookind/default.htm.
- Тарбеев В.В., Шепелев Д. Н., Бутняков А. И., Цепелева Т. Г. Производство стекла. Н. Новгород: ФГУИПП «Нижполиграф», 2002.
- Matlab Optimization ToolBox User’s Guide. Math Works, Inc., 2000. WEB: http://www.matlab.com.
- Matlab Statistics ToolBox User’s Guide. Math Works, Inc., 2000. WEB: http://www.matlab.com.
- Система поддержки принятия решений «Технолог стекольного производства». Технический проект. ВлГУ, 2001.
- Статистические методы повышения качества. Пер. с англ. / Под ред. Х.Кумэ. М.: Финансы и статистика, 1990. — 304 с.
- Автоматизация предприятий стекольной промышленности. / Под. ред. Г. Бретфельда. М.: Стройиздат, 1985. — 164 с.
- Pincus A.G. Forming in the Glass Industry (in 2 parts). Ashlee Publishing Co, Inc., 1983.-498 p.