Разработка технологического процесса на ремонт редуктора заднего моста автомобиля ЗИЛ-130
В предыдущем случае предусматривалось выполнение работ по устранению каждого дефекта в отдельности. Данная таблица требует разработки порядка операций по устранению комплекса дефектов, объединенных общим маршрутом и состава каждой операции. При этом технологический маршрут составляется не механическим сложением технологических процессов устранения каждого дефекта в отдельности, а с учетом… Читать ещё >
Разработка технологического процесса на ремонт редуктора заднего моста автомобиля ЗИЛ-130 (реферат, курсовая, диплом, контрольная)
В процессе эксплуатации автомобиль со временем своей работы теряет свои технические характеристики. Это зависит от климата, условий работы, от мастерства водителя. Появляется коррозия усталость металла.
В ремонт входит много операций, которые направлены на восстановление ресурсов, работоспособности деталей, узлов, агрегатов. На крупных предприятиях располагаются специальные участки для ремонта сложных узлов и агрегатов. Это связано с тем, что ремонт обходиться в 4 — 5 дешевле, чем новая деталь. А ресурс работоспособности детали после КР практически сводиться к новой детали примерно 0,8. Также при этом достигается большая экономия металла, энергетических ресурсов, материальных и трудовых затрат.
В данном курсовом проекте рассматривается ремонт маховика ЗИЛ-130
Дефекты:
— износ отверстий под гнезда подшипников ведущей цилиндрической шестерни;
— износ отверстия под роликовый подшипник ведущей конической шестерни.
маховик автомобиль подшипник
1. Технологическая часть
1.1 Конструктивно-технологическая характеристика детали
Конструктивно-технологическая характеристика маховика ЗИЛ представлена в таблице 1.
Таблица 1 — Конструктивно-технологическая характеристика картера редуктора заднего моста
Параметр | Показатель параметра | |
Класс детали и материал | Корпусная, КЧ 35−10 | |
Способ получения заготовки при изготовлении | Выплавка в печи — литье | |
Вид термообработки | ; | |
Твердость ремонтируемых поверхностей | HB 163 не более | |
Основные конструктивные элементы | Цельная деталь | |
Основные операции, применяемые при изготовлении | штамповка | |
Требования к точности ремонтируемых поверхностей: а) Размеров б) Формы в) Расположения | IT7 0.1 00, 02 | |
Шероховатость ремонтируемых поверхностей | Ra=0,63ч0,32 | |
Свариваемость | хорошая | |
Установочные базы для обработки | Универсальный расточной станок УРБ-ВП | |
Вес | 19 кг | |
Стоимость новой детали | 10 800 р | |
Габаритные размеры | 540×409×518 | |
1.2 Условия работы детали
Условия работы — это совокупность факторов, обуславливающих протекание вредных процессов и появление дефектов на поверхностью.
Условия работ характеризуются видом и родом трения, характером нагрузки, агрессивностью среды.
Условия работы детали представлены в таблице 2.
Таблица 2 — Условия работы детали
Конструктивный элемент | Род и вид трения | Характеристика нагрузки | Агрессивность среды | |
Износ, риски и задиры на рабочей поверхности | ; | динамическая | масляная | |
Износ посадочного отверстия под фланец | ; | динамическая | масляная | |
Деталь: | Картер редуктора заднего моста | ||||||
№ детали | 130−2 402 015 | ||||||
Материал: | Крепкий чугун КЧ 35−10 ГОСТ 1215–59 | ||||||
Твёрдость: | НВ 163 не более | ||||||
Номер дефекта | Наименование дефектов | Способ устранения дефектов и измерительный инструмент | Размеры, мм | Допустимый для ремонта | Заключение | ||
Номинальный | Допустимый без ремонта | ||||||
Обломы на картере | Осмотр | ; | ; | ; | ; | ||
Трещины на картере | ; | ; | ; | ; | Ремонтировать | ||
Износ отверстий под роликовый подшипник ведущей конической шестерни | Пробка 140,1 мм или нутромер индикаторный 100−160 | 140,1 | Более 140,1 | Ремонтировать. Постановка втулки | |||
Износ отверстий под гнезда подшипников ведущей цилиндрической шестерни | Пробка 135,08 мм иои нутромер индикаторный 100−160 | 135,08 | Более 135,08 | Ремонтировать. Постановка втулок. Растачивание до ремонтго размера | |||
1.3 Технические требования на дефектовку и ремонт картера редуктора заднего моста
Технические требования на дефектовку и ремонт картера редуктора заднего моста представлены в таблице 3.
Таблица 3 — Технические требования на дефектовку и ремонт
Деталь: | Маховик а/м ЗИЛ | ||||||
№ детали | 130−1 005 115 | ||||||
Материал: | СЧ 18−36, ГОСТ 1412–54 | ||||||
Твёрдость: | НВ 178…229 | ||||||
Номер дефекта | Наименование дефектов | Способ устранения дефектов и измерительный инструмент | Размеры, мм | Допустимый для ремонта | Заключение | ||
Номинальный | Допустимый без ремонта | ||||||
Износ отверстий под подшипники дифференциала | Пробка 135,08 мм или нутромер индикаторный 100−160 | 130,08 | Более 130,08 | Ремонтировать. Выбродуговая наплавка | |||
Повреждение резьбы под гайку подшипника дифференциала | Осмотр. Калибр М135×1.5-кл. 2 | Не более 2 ниток | Не более 2 ниток | Более 2 ниток | Ремонтировать. Нарезание резьбы рем. размера М138Х1.5 Наплавка | ||
Анализ дефектов Анализ дефектов представлен в таблице 4.
Таблица 4 — Анализ дефектов
Дефекты | Рекомендация РК По устранению дефекта | |||
Обозначение | Вид и характер дефекта | Причины возникновения | ||
Износ отверстий под гнезда подшипников ведущей цилиндрической шестерни | ?U=0,09 мм | Усталость, Коррозия | Поставить втулки. Произвести вневодное отслаивание, расточить до ремонтного размера | |
Износ отверстия под роликовый подшипник ведущей конической шестерни | ?U=0,08 мм | Усталость, Коррозия | Поставить втулки. Выполнить вневодное отслаивание | |
1.4 Выбор способа ремонта
Выбор и обоснование способа ремонта основаны на последовательном применении по отношению к подлежащей восстановлению детали четырех критериев.
Критерий применимости определяет возможность применения различных способов восстановления для устранения конкретного дефекта. Способы ремонта в дальнейшем обозначены:
ЭДС? электродуговая сварка ГРС? ручная газовая сварка АДС? аргонно-дуговая сварка НСФ? наплавка под слоем флюса ВДН? вибродуговая наплавка НУГ? наплавка в среде углекислого газа М? металлизация Х? хромирование Ж? железнение Д? пластические деформации ДРД? дополнительная ремонтная деталь РР? ремонтный размер СМ? синтетические материалы Способы ремонта по критерию применимости представлены в таблице 5.
Таблица 5 — Способы ремонта по критерию применимости
Характеристика ремонтируемой поверхности | Дефект | Показатель | Возможные основные способы ремонта | |
Материал детали | Чугун ЧК 35−10 | Ж, ДРД | ||
Ж, ДРД | ||||
Вид и размер ремонтируемой поверхности | Ж, ДРД | |||
Ж, ДРД | ||||
Твердость ремонтируемой поверхности | НВ 163 | Ж, ДРД | ||
НВ 163 | Ж, ДРД | |||
Вид, характер и величина износа | Износ 0,09 | Ж, ДРД | ||
Износ 0,08 | Ж, ДРД | |||
Усталость рабочей детали | Динамическая нагрузка | Ж, ДРД | ||
Динамическая нагрузка | Ж, ДРД | |||
Вывод: В результате анализа способов ремонта выбираем для устранения дефектов железа.
По критериям долговечности (Кд) и экономичности (Св) определяется стоимость восстановления. Выбору подлежит тот способ ремонта, который удовлетворяет наиболее высоким значениям Кд.
Возможные способы ремонта для каждого дефекта представлены в таблице 6.
Таблица 6 — возможные способы ремонта
Основные показатели | Э Д С | Г Р С | Д Д С | Н С Ф | Н У Г | В Д Н | М | Ж | Х | Д | РР | Д Р Д | |
Коэффициент долговечности | 0,42 | 0,49 | 0,49 | 0,79 | 0,63 | 0,62 | 0,48 | 0,58 | 1,72 | 0,9 | 0,86 | 0,81 | |
Удельная стоимость восстановления руб.? м2 | |||||||||||||
Для Расчета ориентировочной стоимости ремонта находится площадь ремонтных поверхностей по каждому дефекту.
Площадь ремонтируемой поверхности S,, расчитывается по формуле
(1.1)
1) =0,017
2) =0,018
Выбор способа устранения дефекта осуществляется по технико-экономическим показателям.
Расчет технико-экономических показателей представлен в таблице 7.
Таблица 7 — Расчет технико-экономических показателей
Наименование дефекта | Способы восстановления | Удельная стоимость восстановления CВУ (руб./м2) | Ориентировочная стоимость восстановления (руб.) | КД | ||
1 Износ отверстий под гнезда подшипников ведущей цилиндрической шестерни | Поставить втулки | 51,34 | 0,58 | |||
Произвести вневанное отслаивание, расточить до рем. размеров | 58,14 | 0,9 | ||||
2 Износ отверстия под отверстие роликового подшипника ведущей конической шестерни | Поставить втулки | 54,36 | 0,58 | |||
Выполнить вневанное осталивание | 61,56 | 0,9 | ||||
Вывод: Для устранения 1 и 2 дефекта выбираем ДРД.
1.5 Схема базирования детали
Основываясь на выбранном способе ремонта, определим поверхности, которыми деталь устанавливают и закрепляют при обработке относительно инструмента.
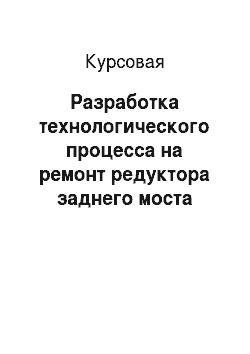
Базирование на неподвижной опоре с помощью двойного зажима представлено в соответствии с рисунком 1.1:
Рисунок 1.1 — Схема базирования детали
1.6 Подефектная технология
Подефектная технология ремонта картера редуктора заднего моста представлена в виде таблице 8.
Таблица 8 — Подефектная технология ремонта картера редуктора заднего моста
Наименование и содержание дефекта | Установочная база | Наименование и марка оборудования | |
Дефект 3. Поставить втулки. Выполнить остановление | Двойной зажим | УРБ-ВП | |
005 Расточка 1) Установить, закрепить 2) Расточить отверстия под втулки 3) Контроль | Двойной зажим | УРБ-ВП | |
010 Слесарная 1. установить, закрепить 2. Закрепить втулки 3. Контроль | Двойной зажим | УРБ-ВП | |
015 Токарная 1. Установить 2. Подрезать торец втулки вровень с основным металлом 3. Расточить отверстия во втулке под подшипники | Двойной зажим | УРБ-ВП | |
Наименование и содержание дефекта | Установочная база | Наименование и марка оборудования | |
Дефект 4. Поставить втулки. Выполнить осталивание. | Двойной зажим | Приспособление для крепления картера | |
005 расточная 1 Установить, закрепить 2 Расточить отверстия Контроль | Двойной зажим | Приспособление для крепления картера. Карусельный станок УРБ-ВП. | |
010 слесарная 1 Установить, закрепить 2 Запрессовать втулку Контроль | Двойной зажим | Приспособление для крепления картера. Карусельный станок УРБ-ВП. | |
015 токарная 1 Установить, закрепить 2 Расточить отверстия под втулки Контроль | Двойной зажим | Приспособление для крепления картера. Карусельный станок УРБ-ВП. | |
Выбор технологического подъемного, транспортного оборудования, приспособлений и инструмента.
Оборудование:
Универсальный расточной станок модели УРБ-ВП, его паспорт:
Высота центров над станиной — 153 мм Наименьший диаметр растачивания — 28 мм Наибольший диаметр растачивания — 100 мм Наибольшнеая длина растачивания — 265 мм Наибольшая длина растачивания шатуна — 406 мм Наименьшая длина растачивания шатуна — 160 мм Число оборотов шпинделя в мин — 600; 975;
Число подачи — 1
Подача в мм на один оборот шпинделя — 0,09
Мощность электродвигателя — 1 кВт Число оборотов электродвигателя в мин — 1400 об/мин Габаритные размеры станка — 1350×890×1180 мм Масса станка — 550 кг
1.7 Маршрутная технология
В предыдущем случае предусматривалось выполнение работ по устранению каждого дефекта в отдельности. Данная таблица требует разработки порядка операций по устранению комплекса дефектов, объединенных общим маршрутом и состава каждой операции. При этом технологический маршрут составляется не механическим сложением технологических процессов устранения каждого дефекта в отдельности, а с учетом следующих требований:
А) объединение одноименных операций по всем дефектам маршрута;
Б) каждая последующая операция должна обеспечить сохранность качества рабочих поверхностей детали, достигнутого при предыдущих операциях;
В) вначале предусмотрено выполнение подготовительных операций, затем сварочных, кузнечных, прессовых и в заключении технологического процесса назначить шлифовальные и отделочные работы.
При разработке маршрута надо учесть рекомендации типовых технологических процессов ремонта деталей, которые помещены в приложения — это сэкономит труд и время. Вспомогательные переходы обозначать прописными буквами русского алфавита/А, Б, В…/, технологические арабскими цифрами /1, 2, 3…/.
Содержание перехода включает:
А) Наименование метода обработки, выраженное глаголом в повелительной форме / например: точить, сверлить и т. д./;
Б) наименование обрабатываемой поверхности детали / например: торец, шейку, отверстие и т. д./
В) размеры и предельные отклонения обрабатываемой поверхности.
Маршрутная технология представлена в таблице 9
Таблица 9 — Маршрутная технология
Наименование операции, содержание перехода | Оборудование | Приспособления, база установки | Инструмент | ||
Рабочий | Измерительный | ||||
005 Расточная | |||||
А Установить, закрепить, перевернуть, снять | |||||
1 Расточить отверстие под втулку отврестия роликово подшибника ведущей конической шестерни 2 Расточить отверстия под гнезда ведущей цилиндрической шестерни Контроль | УРБ-ВП | Приспособление для крепления картера | Резец ВК-6 | Штанген-циркуль ШЦ-1−160−01 ГОСТ 166–80 | |
010 Слесарная | |||||
А Установить, закрепить, перевернуть, снять | |||||
1 запрессовать втулки под отв рол подш ведущ кон ш-ни 2 запрессовать втулки под гнезда подш ведущ цил ш-ни Контроль | Присопбл крепления картера | Тиски и пресс | ; | Нутромер | |
Наименование операции, содержание перехода | Оборудование | Приспособления, база установки | Инструмент | ||
Рабочий | Измерительный | ||||
015 Токарная | |||||
А Установить, закрепить, перевернуть, снять | |||||
1 подрезать торец втулки с онс. Металлом под отв ролл подш ведущ конич ш-ни 2 расточить отв во втулку рол подш ведущ конич ш-ни 3 расточить отв ведущ цил ш-ни под втулки Контроль | УРБ-ВП | Приспосбление для крепления картера | Резец ВК-6 | Нутромер | |
1.8 Режимы обработки и техническое нормирование
Расчёт количества деталей в партии Z, шт., определяется по формуле
Z=N*n*КР/ДР (1.2)
где N — годовая производственная программа, шт. — 8000 по заданию;
n — количество одноименных деталей в агрегате, 1 шт.;
КР — маршрутный коэффициент ремонта (из задания);
ДР — количество рабочих дней в году, 253
Принимаем 9 штук.
Расчет норм времени для расточной операции Определяем глубину резания, мм, по формуле
(1.3)
где D — диаметр до обработки
d — диаметр после обработки мм мм Определяем число проходов i, мм, по формуле
(1.4)
Выбираем число подач S из таблицы (Э.Э. Миллера) Выбираем скорость резния из таблицы (Э.Э. Миллера)
=207 мм/мин
=216 мм/мин Уточняем значение подачи по паспорту станка
=0,04
Определяем значение оборотов шпинделя, , по формуле
(1.5)
об/мин об/мин Выбираем и из таблицы (Э.Э. Миллера)
=3.5 мин, тк мин
=2.2 мин, тк мин Расчет основного времени, мин, производится по формуле
(1.6)
мин Расчет вспомогательного времени на установку, снятие, переход и проход, а также измерение выбираем из таблицы (Э.Э. Миллера) мин мин Расчет вспомогательного времени мин, производится по формуле
(1.7)
мин Расчет прибавочного времени, мин, производится по формуле
(1.8)
где K: 4−8 — для токарный и сверлильных операций
8 — для фрезерных
15 — для наплавочных и сварочных мин Расчет штучной норны времени, мин, производится по формуле
(1.9)
мин Расчет штучно-калькуционной нормы времени, мин, производится по формуле
(1.10)
мин Расчет норм времени для слесарной операции Выбираем и из таблицы (Э.Э. Миллера)
= 5 мин
= 4,5 мин Расчет основного времени, мин, производится по формуле
(1.11)
мин Расчет вспомогательного времени на установку, снятие, переход и проход, а также измерение выбираем из таблицы (Э.Э. Миллера) мин Расчет прибавочного времени, мин, производится по формуле
(1.12)
мин Расчет штучной норны времени, мин, производится по формуле
(1.13)
мин Расчет штучно-калькуционной нормы времени, мин, производится по формуле
(1.14)
мин Расчет норм времени для токарной операции Выбираем и из таблицы (Э.Э. Миллера)
=3.5 мин, тк мин
=2.2 мин, тк мин Расчет основного времени, мин, производится по формуле
(1.15)
мин Расчет вспомогательного времени на установку, снятие, переход и проход, а также измерение выбираем из таблицы (Э.Э. Миллера) мин мин Расчет вспомогательного времени мин, производится по формуле
(1.16)
мин Расчет прибавочного времени, мин, производится по формуле
(1.17)
мин Расчет штучной норны времени, мин, производится по формуле
(1.18)
мин Расчет штучно-калькуционной нормы времени, мин, производится по формуле
(1.19)
мин
2. Экономическая часть
2.1 Себестоимость ремонта
Себестоимость ремонта детали включает в себя все затраты, связанные с ремонтом. В состав затрат входит: дополнительная заработная плата, которую рабочий получает за время отпуска и за выполнение государственных обязанностей, а так же входят себестоимость ремонта, начисленная на суммарную и дополнительную платы на социальные и другие фонды, как федеральные, так и региональным органам власти.
В себестоимость включаются затраты на материалы, затраты на запасные части, если при данном технологическом процессе они есть. В себестоимость включаются и накладные расходы. При таком перечислении затрат все затраты на энергоресурсы, тепло, общее и местное освещение, зарплату работникам, не участвующих в технологическом процессе, амортизацию различных фондов, участвующих в производстве (здания, сооружения, станков, оборудования), канцелярские расходы, командировочные расходы относят к накладным расходам (НР).
При определении себестоимости ремонта последовательно определяют все статьи затрат. Основная заработная плата состоит из зарплаты на тариф, различных доплат (работа в ночное время, руководства бригадой), различных других доплат по принятому в предприятии положению, а так же премию.
В случае данного курсового проекта, зарплата по тарифу приравнивается к основной зарплате, так как ни доплаты, ни премия не рассчитываются.
Себестоимость восстановления детали, руб., включает все затраты, связанные с ее ремонтом и определяется по формуле
(2.1)
где — затраты по статье заработной платы с начислениями, руб.;
— затраты на материалы, руб.;
— затраты на материалы, руб.;
НР — накладные расходы, руб.
Затраты по статье заработной платы с начилсениями, руб., рассчитывается по формуле
(2.2)
где ФОТ — фонд оплаты труда, руб.
Фонд оплаты труда ФОТ, руб., рассчитывается по формуле
(2.3)
где ОЗП — основная заработная плата, руб.;
ДЗП — допольнительная заработная плата, руб.
Заработная плата по тарифу, руб., рассчитывается по формуле
(2.4)
Где — часовая тарифная ставка, рубчас;
— ТР работ по операциям, час Основная заработная плата представлена в таблице 2.1
Таблица 2.1 — основная заработная плата
№ операции | Разряд работы | руб | мин | час | =ОЗП, руб. | |
005 расточная | 95,51 | 8,93 | 0,14 | 13,4 | ||
010 слесарная | 86,76 | 14,2 | 0,24 | 20,8 | ||
015 расточная | 107,38 | 4,3 | 0,07 | 7,5 | ||
ОЗП= 41,7 руб.
2.2 Расчет заработной платы
Дополнительная заработная плата ДЗП, руб., рассчитывается по формуле
(2.5)
где % ДЗП=10
руб.
Фонд оплаты труда рассчитывается по вышепредставленной формуле 2.3
руб.
Отчисления в социальные фонды ОСФ, руб., рассчитываются по формуле
(2.6)
где %ОСФ — 27,1
руб.
Затраты по статье заработной платы с начилсениями, руб., рассчитываются по вышеприведенной формуле 2.2
руб.
Приемлемая ставка на зап. части — 200 руб.
Накладные расходы, руб., рассчитываются по формуле
(2.7)
где — 200
руб.
Затраты на материалы отсутствуют Себестоимость ремонта Св, руб., рассчитывается по вышеприведенной формуле 2.3
руб.
Результаты расчетов заработной платы представлены в таблицы 2.2
Таблица 2.2 — Результаты расчетов заработной платы
Дополнительная заработная плата, руб. | 4,17 | |
Фонд оплаты труда, руб. | 45,87 | |
Отчисления в социальные фонды, руб. | 12,4 | |
Затраты по статье заработной платы с начислениями, руб. | 58,3 | |
Расход на зап части, руб | Принимаем 200 | |
Накладные расходы, руб. | 83,4 | |
Себестоимость ремонта | 341,7 | |
2.3 Экономическая эффективность проекта
Экономическая эффективность определяется по формуле маховик автомобиль подшипник
(2.9)
141,79 720
Вывод по целесообразности ремонта: Ремонт целесообразен.
1. Боднеев А. Г., Шаверин Н. Н. «Лабораторный практикум по ремонту автомобилей» М. «Транспорт» 1989 г.
2. Миллер Н. К. «Техническое нормирование труда в машиностроении» М. «Машиностроение» 1988 г.
3. «Справочник режимов резания металлов» под редакцией Румянцева А.В.
4. Методические указания по выполнению курсового проектирования
5. «Справочник технолога авторемонтного производства» под редакцией Малышева М. «Транспорт» 1972 г.
6. «Справочник режима резания металлов» под редакцией Борановского М. «Машиностроение» 1972 г.