Совершенствование технологии производства крупнотоннажных стальных отливок
Использование в качестве материала отливки только жаропрочных и высоколегированных сплавов приведёт к резкому удорожанию, что недопустимо в трудных условиях финансовой обстановки. Кроме того, литые заготовки для узлов металлургических агрегатов в большинстве случаев относятся к третьей и четвёртой группам отливок по массе (крупные, очень крупные), в силу чего на их поверхности часто образуются… Читать ещё >
Содержание
- Глава 1. СОСТОЯНИЕ ВОПРОСА
- 1. 1. Анализ способов выплавки стали для фасонного литья
- 1. 1. 1. Выплавка стали в мартеновской печи
- 1. 1. 2. Выплавка стали в дуговых электропечах
- 1. 1. 3. Выплавка стали в индукционных печах
- 1. 2. Анализ технологических факторов, влияющих на образование горячих трещин в отливках
- 1. 3. Влияние химического — состава на механические свойства и трещиноустойчивость углеродистой стали
- 1. 4. Влияние неметаллических включений на механические свойства стали и трещиноустойчивость
- 1. 5. Влияние обработки расплава кальцием на механические свойства сталей, морфологию и удаление неметаллических включений
- 1. 6. Анализ условий работы шлаковых чаш
- 1. 1. Анализ способов выплавки стали для фасонного литья
- Глава 2. МЕТОДИКА ПРОВЕДЕНИЯ ИССЛЕДОВАНИЙ. ОБОРУДОВАНИЕ И МАТЕРИАЛЫ
- 2. 1. Шихтовые материалы и выплавка сплавов
- 2. 2. Оборудование, использованное в работе
- 2. 3. Метод компьютерного моделирования и анализ литейных процессов
- 2. 4. Методика построения математических моделей, определение долей влияния вводимых добавок
- Глава 3. СОВЕРШЕНСТВОВАНИЕ ЛИТЕЙНОЙ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ОТЛИВКИ «ШЛАКОВАЯ ЧАША»
- 3. 1. Анализ условий работы отливки «Шлаковая чаша»
- 3. 2. Исследование физико-механических свойств углеродистой стали марки 25Л
- 3. 3. Моделирование процессов заливки и кристаллизации отливки-представителя «Шлаковая чаша»
- Глава 4. ИЗУЧЕНИЕ ТЕХНОЛОГИИ ВЫПАВКИ И ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ МАРКИ 25Л
- 4. 1. Исследование влияния алюминия на образование неметаллических включений и содержание кислорода в металле
- 4. 2. Исследование влияния алюминия на механические свойства литой заготовки из углеродистой стали
- 4. 3. Исследование влияния обработки расплава порошковой проволокой с различными наполнителями на природу неметаллических включений
- 4. 4. Разработка рекомендаций для определения необходимого количества кальция в зависимости от содержания алюминия и серы в металле
- Глава 5. СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИИ ВЫПЛАВКИ УГЛЕРОДИСТЫХ СТАЛЕЙ В ДУГОВЫХ СТАЛЕПЛАВИЛЬНЫХ ПЕЧАХ
- 5. 1. Анализ существующей технологии выплавки углеродистых сталей
- 5. 2. Разработка технологии диффузионного раскисления стали в восстановительный период плавки
- 5. 3. Опытно-промышленное опробование результатов работы
Совершенствование технологии производства крупнотоннажных стальных отливок (реферат, курсовая, диплом, контрольная)
Актуальность работы. Первостепенной задачей машиностроения является обеспечение надёжности и долговечности узлов металлургических агрегатов, работающих в тяжёлых условиях эксплуатации. Значительная доля отливок, применяющихся в узлах металлургических агрегатов, изготавливается из различных сплавов методом литья. Как правило, узлы металлургических агрегатов работают в условиях действия высоких температур, больших нагрузок.
Использование в качестве материала отливки только жаропрочных и высоколегированных сплавов приведёт к резкому удорожанию, что недопустимо в трудных условиях финансовой обстановки. Кроме того, литые заготовки для узлов металлургических агрегатов в большинстве случаев относятся к третьей и четвёртой группам отливок по массе (крупные, очень крупные), в силу чего на их поверхности часто образуются горячие трещины, предотвращение процесса образования которых является актуальной задачей.
Представителем деталей, работающих в подобных условиях, является шлаковая чаша. В литейном цехе ЗАО «Механоремонтный комплекс» (МРК) шлаковые чаши отливают для кислородно-конвертерного, доменного и сталеплавильного цехов ОАО «Магнитогорский металлургический комбинат» (ММК). Жидкий шлак из плавильного агрегата сливают в неё при температуре выше 1200 °C. После транспортировки чаши со шлаком на отвал производят её выбивку при помощи копра весом более 5 т. Следовательно, литые шлаковые чаши должны обладать значительным запасом прочности и пластичности, которые определяются такими механическими свойствами стали, как предел прочности (ав), предел текучести (ат), ударная вязкость (КСи) и др. Кроме того, важным фактором является отсутствие литых дефектов.
Детали, применяющиеся в агрегатах металлургической промышленности, значительно отличаются показателями эксплуатационной стойкости, несмотря на то, что изготовлены в одном цехе, из одного сплава, по одной технологии.
Между технологическим процессом изготовления литых деталей и показателями эксплуатационной стойкости существует зависимость. На каждом этапе технологической цепочки производства отливки действуют внешние и внутренние факторы, которые оказывают прямое или косвенное влияние на эксплуатационную стойкость. Выплавка металла, литейная технология оказывают влияние на механические свойства литой заготовки, появление литых дефектов, которые, в свою очередь, предопределяют качество отливки и дальнейшую эксплуатационную стойкость. Чтобы нивелировать эти факторы, необходимо исследовать их и научиться преодолевать.
В процессе производства крупногабаритных отливок механические свойства углеродистой стали являются нестабильными, кроме того, на поверхности часто образуются горячие трещины. Заваренные литые трещины, при дальнейшей эксплуатации детали в металлургическом цикле, являются зонами образования эксплуатационных трещин, а также причинами снижения эксплуатационной стойкости.
В связи с этим, совершенствование технологии производства отливок и выплавки металла, с целью повышения качества стальных отливок из углеродистой стали, а также предотвращения образования горячих трещин на крупногабаритных отливках, появляющихся в процессе кристаллизации, являются актуальными задачами литейного производства.
Цель работы. Повышение качества крупных стальных отливок путём совершенствования технологии производства отливки и выплавки стали.
Научная новизна работы:
1. На основе экспериментальных исследований и компьютерного моделирования предложен и определён показатель трещиноустойчивости металла отливки в температурном интервале хрупкости, позволяющий оценивать деформационно-напряженное состояние в период кристаллизации и прогнозировать возможность возникновения горячих трещин.
2. Путём компьютерного моделирования и теоретических расчётов установлен критический градиент температур в металле отливки, равный 98 «С, 5 приводящий к образованию горячих трещин на отливках из стали марки 25Л в процессе кристаллизации.
3. Экспериментально установлены рациональные пределы изменения соотношения остаточных концентраций кальция к алюминию для стали марки 25Л. При отношении концентраций кальция и алюминия в интервале 0,02 — 0,04 в сплаве образуются включения, близкие по составу к 12Са0−7А1203 в жидком виде, которые хорошо удаляются на поверхность металла, что приводит к повышению свойств стали на 6 — 13% и снижению загрязнённости неметаллическими включениями.
Практическая ценность работы:
1. Усовершенствована существующая литниковая система, применяющаяся в литейном цехе для заливки форм шлаковых чаш.
2. Получены и уточнены значения физико-механических свойств (предел прочности, предел текучести, ударная вязкость, относительное удлинение, относительное сужение) углеродистой стали марки 25Л до и после обработки порошковой проволокой с кальцийсодержащим наполнителем.
3. Получены значения степени десульфурации до и после обработки стали раскислительными смесями в восстановительный период плавки.
4. Сформулированы рекомендации для определения расхода кальцийсо-держащего материала в зависимости от содержания серы и алюминия в сплаве.
5.4. Выводы по работе.
1. Научно обоснована и внедрена расширяющаяся литниковая система для заливки форм шлаковых чаш, что привело к уменьшению количества отливок, пораженных горячими трещинами.
2. Предложен показатель трещиноустойчивости, позволяющий оценить деформационно-напряженное состояние отливки в период кристаллизации, а также вероятность образования горячих трещин на теле отливки.
3. Экспериментально установлено, что при повышении концентрации алюминия в углеродистой стали марки 25Л с 0,02 до 0,11% происходит повышение объёмной доли включений в 8 раз. Количество неметаллических включений на 1 мм увеличивается в 2,9 раза, а средняя площадь — в 2,8 раза. Среднее расстояние между ними уменьшается в 3,5 раза.
4. Экспериментально установлено соотношение остаточной концентрации кальция к алюминию (0,02 — 0,04), при котором в металле наблюдает наименьшее количество неметаллических включений по сравнению с другими соотношениями этих же элементов.
При отношении остаточных концентраций [Са] и [А1] менее 0,02 удаляется не более 11% неметаллических включений от их первоначального значения, при соотношении этих элементов 0,02 — 0,04 удаляется от 20 до 30% включений. Дальнейшая обработка металла кальцийсодержащими материалами до соотношения [Са] и [А1] > 0,04 не приводит к существенному снижению содержания включений в металле.
Механические свойства отливок после внепечной обработки увеличились на 6- 13%.
5. Разработаны рекомендации по определению расхода порошковой проволоки с кальцийсодержащим наполнителем для внепечной обработки.
6. Разработаны рекомендации проведения восстановительного периода плавки углеродистой стали в дуговой сталеплавильной печи с применением дисперсных раскислительных смесей МКрс 19 и МКрс 21, где определили порядок подачи и количество смеси, позволяющее снизить содержание в шлаке оксидов Бе и Мп на 60%, улучшая при этом рафинирующую способность шлака.
7. В производственных условиях установлено, что использование раскис-лительных смесей МКрс 19 и МКрс 21 для диффузионного раскисления металла и шлака увеличивает сульфидоёмкость шлака, результатом чего является увеличение средней степени десульфурации металла с 37% (в плавках без использования раскислительных смесей) до 45% (с применением МКрс 19 и МКрс 21).
8. Экономический эффект при использовании раскислительных смесей МКрс 19 и МКрс 21 составляет около 8255 руб. на одну плавку углеродистой стали в 25-тонной дуговой сталеплавильной печи.
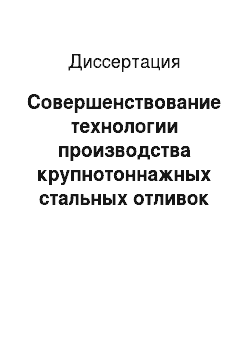
Закозление.
7,0°о Прогар
Трещина стенки.
18,3°о Трещина от выбивки.
37,1 °о Трещина стенки.
21 от выбивки.
13.0 °о Прогар, а б.
Рис. 3.3. Причины вывода из строя шлаковых чаш: а — ДЦб — ККЦ
Из представленных на рис. 3.3 данных видно, что основной причиной вывода из эксплуатации шлаковых чаш являются трещины, образующиеся на их поверхности, в том числе и в местах заварки литых дефектов в виде горячих трещин.
Для оценки влияния механических свойств металла на стойкость чаш в условиях ММК провели мониторинг их стойкости без литых дефектов с различными механическими свойствами. Полученный данные графически представлены на рис. 3.4 [].
Проанализировав представленные на рис. 3.4 зависимости, установили, что с увеличением механических свойств углеродистой стали происходит повышение стоикости шлаковых чаш, выражающееся в увеличении числа наливов жидкого шлака из плавильного агрегата. 800 н в.
И о.
ИЗ 600 к •.
500 о ю 400 Н о 300 к о 200 460 = 0,8024 ^ ф ф.
480 500 520 540.
Предел прочности, МПа.
560 а.
800 а 750.
700 о 650 СО.
Я 600 | 550 о 500? 450 8 400 К 350 § 300 «10.
I*2 = 0,6861 ф v. 1 —¡-0г ¦ v, а ф < ь о ! .
Ударная вязкость, Дж/см2.
90 б.
Рис. 3.4. Зависимость стойкость шлаковых чаш от механических свойств стали марки 25Л: л, а — предел прочности, МПаб — ударная вязкость, Дж/см.
Шлаковые чаши отливают из углеродистой стали марки 25Л. Следует отметить, что в литейном цехе МРК есть опыт производства их из углеродистой стали марок 15Л и 35Л. Шлаковые чаши из стали марки 15Л отливали для ММК, а из стали 35Л — для НТМК.
Сталь марки 15 Л, в сравнении со сталью 25Л, обладает лучшими пластическими свойствами: относительное удлинение выше на 30%, относительное сужение — на 17%, ударная вязкость — на 25%. Пределы прочности и текучести этой стали меньше на 17 и 11% соответственно, что приводит к поражению 70 — 80% отливок горячими трещинами в процессе кристаллизации отливки в форме, не смотря на то, что коэффициент трещиноустойчивости для этих сталей одинаковый [17].
Использование в качестве материала отливки сталь марки 35 Л также имеет ряд недостатков: низкие пластические свойства (относительное удлинение и сужение на 20% ниже, чем у стали 25Л, ударная вязкость — на 12%), что приводит к снижению эксплуатационных показателей в условиях реального производства. Кроме того, коэффициент трещиноустойчивости ниже на 0,2 единицы [17].
Таким образом, сталь марки 25Л является наиболее предпочтительной, так как обладает рациональными прочностными и пластическими свойствами, величины которых должны быть максимальными с целью повышения стойкости чаш.
Кроме того, на процесс образования горячих трещин, предопределяющих эксплуатационную стойкость, существенное влияние оказывают физико-механические свойства углеродистой стали марки 25Л, которые в настоящий момент изучены недостаточно.
3.2. Исследование физико-механических свойств углеродистой стали марки 25Л.
Горячие трещины образуются в тот момент, когда суммарные действующие напряжения (усадочные, термические, фазовые) превышают предел прочности стали в момент времени (1, с) от начала кристаллизации при температуре (Т, °С). В литературных источниках [29, 17] этот интервал называют температурным интервалом хрупкости (ТИХ).
Для изучения механических свойств углеродистой стали в интервале температур от 20 до 1400 °C провели эксперимент на высокотемпературной, высоковакуумной экспериментальной установке по исследованию изменения микроструктуры и физико-механических свойств металлов и сплавов при деформационно-напряженном состоянии АЛА-ТОО (ИМАШ — 20 — 75).
Полученные данные по изменению величин пределов прочности и текучести в зависимости от температуры представлены на рис. 3.5.
Из представленных на рис. 3.5 зависимостей видно, что предел прочности, так же как и предел текучести, значительно повышается при температуре металла ниже 800 °C. Скачкообразное повышение предела прочности металла происходит при температуре ниже 600 °C, в то время как повышение предела прочности происходит плавно.
Температура, °С.
Рис. 5. Влияние температуры на предел прочности (-) и предел текучести (—-).
Значительный перепад предела прочности в интервале температур 150 -400 °С обусловлен эффектом синеломкости — снижение пластичности при одновременном повышении прочности, наблюдающееся в исследуемой марке стали в интервале температур 200 — 400 °C. Среди исследователей нет единого мнения по поводу объяснения этого явления. Одни исследователи связывают.
50 это с наличием в стали азота и углерода, растворенных в феррите по способу внедрения. Другие говорят об уплотнении феррита, т. е. зерен чистого железа, входящих в состав стали вместе с зернами, содержащими кроме железа углерод.
Установлено, что с повышением температуры испытания значения предела прочности углеродистой стали проходят минимум между 100 и 150 °C, максимум — при 400 °C (температура синеломкости) и при дальнейшем повышении неуклонно снижаются до очень малых значений.
Для изучения фазовых превращений, проходящих в углеродистой стали при нагреве и охлаждении, провели термогравиметрический анализ стали марки 25Л (рис. 3.6).
При нагреве исследуемого образца стали на кривой ДСК (рис. 3.6, а) присутствует эндотермический эффект с максимумом при температуре 769,4 °С, который соответствует превращению перлита в аустенит (аустенитное превращение). Считается, что затраты теплоты, происходящие при аустенитном превращении, связаны с затратами энергии на разрушение межатомных связей в составе орторомбического цементита при его диссоциации в условиях перегрева выше критической температуры (выше 727 °С) и перестройку решетки из ОЦК в ГЦК. Начало превращения перлита в аустенит отмечается при температуре 755,1 °С, конец превращения — при температуре 788,0 °С. Незначительный эндотермический эффект при температуре 942,7 °С, возможно, соответствует полиморфному превращению железа.
При охлаждении образца стали на кривой ДСК (рис. 3.6, б) присутствует незначительный экзотермический эффект с максимумом при температуре 736,6 °С, соответствующий выделению феррита. Экзотермический эффект с максимумом при температуре 663,5 °С соответствует превращению аустенита в перлит (перлитное превращение). Начало превращения аустенита в перлит отмечается при температуре 675,7 °С, конец превращения — при температуре 636,1 °С.
Проведённые исследования свидетельствуют, что фазовые переходы происходят при температурах, значительно ниже (600 — 800 °С) температур образования горячих трещин.
ДСК /(мкВ/мг).
Температура ГС а) б).
Рис. 3.6. Термограмма стали марки 25Л при нагреве (а) и охлаждении (б) со скоростью 20 град/мин.
Для оценки изменения линейных размеров в процессе охлаждения провели эксперимент на дилатометре DIL 402 С. Нагрев осуществляли со скоростью 20 град/мин. Данные реперных точек, полученные нами в ходе проведения эксперимента, представлены в табл. 3.1.
Список литературы
- Выплавка качественной стали: учеб. пособие // Колокольцев В. М., Бахметьев В. В., Вдовин К. Н., Козлов Л. Я. и др.- под ред. проф. В. М. Колокольцева. Магнитогорск: ГОУ ВПО «МГТУ», 2007. С. 39 40.
- Вдовин К.Н. Выбор плавильных агрегатов и расчёт шихты для выплавки чугуна и стали: учеб. пособие. Магнитогорск: ГОУ ВПО «МГТУ», 2006. 121 с.
- Мариенбах Л.М. Печи в литейном производстве: издание 2-е, перераб. и доп. М.: Машиностроение, 1964 г. 360 с.
- Лисиенко В.Г., Щелоков Я. М., Ладыгичев М. Г. Плавильные агрегаты: теплотехника, управление и экология: справ, изд. в 4 кн. М.: Теплотехник, 2005. Кн. 1.768 с.
- Долотов Г. П., Кондаков Е. А. Конструкция и расчёт заводских печей и сушил: изд. 2. М.: Машиностроение, 1973 г. 272 с.
- Печи в литейном производстве / Благонравов Б. П., Грачёв В. А., Сухар-чук Ю.С., Казанцев С. Н. и др. // Атлас конструкций: учеб. пособие. М.: Машиностроение, 1989. 156 с.
- Дуговые печи / Строганов А. И., Сергеев Г. Н., Лабунович O.A. и др. М.: Металлургия, 1972. 288 с.
- Мананков Н.И. Современные методы футеровки дуговых сталеплавильных печей. Ленинград.: Знание, 1980. 20 с.
- Морозов А.Н. Современное производство стали в дуговых печах: издание 2. Челябинск: Металлургия, 1987. 175 с.
- Чернобаев Н.Е. Плавка в индукционных печах. М.: МАТТТГИЗ, 1950. 98 с.
- Электрометаллургия стали и ферросплавов / Поволоцкий Д. Я., Рощин В. Е., Рысс М. А. и др.//Учебник для вузов: изд. 2. М.: Металлургия, 1984 г. 568 с.
- Сасса B.C. Футеровка индукционных плавильных печей и миксеров. М.: Энергоиздат, 1983. 120 с.
- Егоров A.B., Моржин Ф. М. Электрические печи. М.: Металлургия, 1975. 352 с.
- Егоров A.B. Электроплавильные печи черной металлургии // Учебник для вузов. М.: Металлургия, 1985. 280 с.
- Тир JI. JL, Губченко А. П. Индукционные плавильные печи для процессов повышенной точности и чистоты. М.: Энергоатомиздат, 1988. 120 с.
- Лейбензон С.А., Трегубенко А. Ф. Производство стали методом электрошлакового переплава. М.: Металлургиздат, 1962. 244 с.
- Производство стальных отливок / Козлов Л. Я., Колокольцев В. М., Вдо-вин К.Н. и др. // Учебник для вузов. М.: МИСИС, 2005. 351 с.
- Тодоров Р.П., Пешев П. Ц. Дефекты в отливках из черных сплавов: пер. с болг. / под ред. В. Н. Иванова. М.: Машиностроение, 1984. 184 с.
- Грузин В.Г. Температурный режим литья стали. М.: Металлургиздат, 1962.356 с.
- Новокрещенова С.М., Виноград М. И. Дефекты стали: справ, изд. М.: Металлургия, 1984. 199 с.
- Оно А. Затвердевание металлов. М.: Металлургия, 1980. 152 с.
- Рыжиков A.A. Теоретические основы литейного производства. М.: MALLI-ГИЗ, 1961.448 с.
- H.A. Трубицын. Причины образования горячих трещин в стальных отливках и меры их предупреждения // Дефекты отливок и меры их предупреждения: сбор. ст. под ред. A.B. Лакедемонского. М.: Машгиз, 1962. 16 с.
- Гуглин H.H. О горячих трещинах в отливках // Усадочные процессы в металлах: под ред. Б. Б. Гуляева. М.: Издательство Академии наук СССР, 1960. 199 с.
- Куманин И.Б. Вопросы теории литейных процессов // Формирование отливок в процессе затвердевания и охлаждения сплава. М.: Машиностроение, 1976.216 с.
- Косников Г. А. Основы литейного производства: учеб. пособие. Спб.: СПбГПУ, 2002. 204 с.
- Литейное производство // Учебник для металлургических специальностей вузов: 2-е изд.- под ред. АА. Михайлова. М.: Машиностроение, 1987. 256 с.128
- Ткаченко С.С. Брак литья, его предупреждение и исправление. JL: Машиностроение, Ленинградское отделение, 1982 г. 56 с.
- Константинов Л.С., Трухов А. П. Напряжения, деформации и трещины в отливках. М.: Машиностроение, 1981. 199 с.
- Технология литейного производства / Чуркин Б. С., Гофман Э. Б., Май-зель С.Г. и др. Екатеринбург.: Урал, 2000. 662 с.
- Лясс A.M., Чжоу-ЯО-ХО. О некоторых факторах, влияющих на образование горячих трещин в стальных отливках // Литейное производство № 4, 1958. С. 19−23.
- Бидуля П.Н. Технология стальных отливок. М.: Металлургиздат, 1961.352 с.
- Вейник А.И. Расчёт отливки. М. Машиностроение, 1964. 404 с.
- Константинов Л.С., Басов К. И., Карпов Н. В. Влияние температуры заливки на образование горячих трещин в стальных тонкостенных отливках // Литейное производство № 3, 1968. С. 5 6.
- Носенко М.Н., Святкин Б. К., Общая технология литейного производства. М.: Высшая школа, 1975. 376 с.
- Штольцель К. Технологические процессы литейного производства. М.: Машиностроение, 1975. 256 с.
- Самсонов В.И. Исследование возможностей уменьшения остаточных напряжений в отливках // Изв. вузов. Чёрная металлургия № 1, 1967. С.168 171.
- Крякин И.Р., Дубровский A.M. Новые способы борьбы с горячими трещинами в стальных отливках / Выплавка стали и производство стальных от-ливко: сбор. ст. под ред. И. Р. Крякина, А. Н. Горожанкина. М.: ЦНИИТМАШ, 1960. 137 с.
- Марочник сталей и сплавов / Сорокин В. Г., Волосникова A.B., Вяткин С. А. и др.- под. Ред. В. Г. Сорокина. М.: Машиностроение, 1989. 640 с.
- Трубицын H.A. Влияние некоторых металлургических и технологических факторов на образование горячих трещин в стальных отливках / Усадочные процессы в металлах: под ред. Б. Б. Гуляева. М.: Издательство Академии наук СССР, 1960. 199 с.
- Гуляев Б.Б. Теория литейных процессов. // Учебное пособие для вузов. Д.: Машиностроение, 1976. — 216 с.
- Трубицин H.A., Харченко В. Д. Влияние технологии и конструкции на образование горячих трещин в стальных отливках // Литейное производство № 10, 1976. С. 12−15.
- Смоляренко Д.А. Качество углеродистой стали: изд. 3. М.: Металлургия, 1977. 272 с.
- Трубицин H.A. Влияние легирующих элементов на трещиноустойчи-вость перлитных сталей // Литейное производство № 8, 1971. С. 9 10.
- Давыдова Л.Н. Свойства конструкционных сталей, рафинированных синтетическими шлаками. М.: Металургия, 1969. 136 с.
- Ладыженский Б.Н. Применение порошкообразных материалов в сталеплавильном производстве. М.: Металлургия, 1973. 312 с.
- Карп С.Ф., Фрумкин А. П. Раскисление стали ферроалюминием // Бюллетень научно-технической и экономической информации // Чёрная металлургия № 1. 1962. С. 39−40.
- Грацианов Ю.А., Герасименко A.A. Выплавка сплавов с высоким содержанием алюминия // Бюллетень научно-технической и экономической информации // Чёрная металлургия № 19. 1962. С. 35 38.
- Лясс А.М., Чжоу-ЯО-ХО. О некоторых факторах, влияющих на образование горячих трещин в стальных отливках // Литейное производство № 3, 1958. С. 20−24.
- Браун М.П. Влияние легирующих элементов на свойства стали. Киев.:
- Филиппенков A.A. Ванадийсодержащие стали для отливок. Екатеринбург.: УрО РАН, 2001. 350 с.
- Завьялов A.C., Сандомирский М. М., Машиностроительные стали с редкоземельными присадками. Д.: Машиностроение, 1969. 128 с.
- Бигеев A.M., Бигеев В. А. Металлургия стали. Магнитогорск: МГТУ, 2000. 543 с.
- Моисеева Л.А., Моисеев Б. П. Особенности состава и структуры экзогенных включений в стали и причины их образования //Сталь № 7, 2007. С. 18−25.
- Губенко С.И., Парусов В. В., Деревянченко И. Неметаллические включения в стали. Днепропетровкс: APT ПРЕСС, 2005. 536 с.
- Шлис, Хейнд Иохим. Поведение неметаллических включений в стали при кристаллизации и деформации: пер. с нем. Г. Н. Еланского- под науч. ред.
- B.А. Кудрина. М.: «Металлургия», 1971. 127 с.
- Ефимов В.А. Процессы раскисления и образования неметаллических включений в стали: под ред. акад. Н. В. Агеева. М.: Наука, 1977. 229 с.
- Явойский В.И., Рубенчик Ю. И., Окенко А. П. Неметаллические включения и свойства стали. М.: Металлургия, 1980. 174 с.
- Шульте Ю.А. Неметаллические включения в электростали. М.: Металлургия, 1964. 207 с.
- Шульте Ю.А. Электрометаллургия стального литья. М.: «Металлургия». 1970. 223 с.
- Нарита К. Кристаллическая структура неметаллических включений в стали. Пер. с японского. М.: Металлургия, 1969. 191 с.
- Кислинг Р., Ланге Н. Неметаллические включения в стали: пер. с англ.
- C.А. Киселёвой, Г. П. Громовой- под. ред. В. М. Розенберга. М.: Металлургия, 1968. 123 с.
- Гуляев А.П. Чистая сталь. М.: Металлургия, 1975. 184 с.
- Sims С.Е., Dahle F.B. Trans. Amer. Foundrymens’s Assoc. 1938, v. 46, p. 132.
- Включения и газы в сталях / Явойский В. И., Близнюков С. А., Вишка-рёв А. Ф. и др. М.: Металлургия, 1979. 272 с.
- Бельченко Г. И., Губенко С. И. Неметаллические включения и качество стали. Киев.: Техника, 1980. 168 с.
- Виноград М.И. Включения в стали и её свойства. М.: Металлургиздат, 1963. 256 с.
- Способ раскисления и интеркристаллитная хрупкость стали. / Баранов С. М., Саррак В. И., Топаз Ж. Р. и др. // Сталь и неметаллические включения. М.: Металлургиздат, 1980. 130 с.
- Зайцев А.И., Родионова И. Г., Шапошников Н. Г. Новые типы неблагоприятных неметаллических включений на основе MgO А120з и металлургические факторы, определяющие их содержание в металле // Металлург № 3, 2011. С. 16−27.
- Пащенко A.B., Горяинова Т. В., Акулов В. В. Обработка низкокремнистой стали кальцийсодержащей проволокой для улучшения технологических параметров разливки MHJI3 // Электрометаллургия № 6, 2011. С. 5 14.
- Вурти М., Индштейн Д., Самуилсон Б. Устранение зарастания стаканов на заводе «Бёрнс Харбор» фирмы «Arcelormittal» // Новости черной металлургии за рубежом № 6, 2010. С. 40−43.
- Улучшение условий разливаемости стали на УНРС / Дюдкин Д. А., Ки-силенко В.В., Гринберг С. Е. и др. // Труды четвёртого конгресса сталеплавильщиков (Москва 7−10 октября 1996 г.). М.: АО «Черметинформация», 1997. С. 340−342.
- Голубцов В.А., Лунёв В. В. Модифицирование стали для отливок и слитков. Челябинск Запорожье: ЗНТУ, 2009. 356 с.
- Моделирование обработки кальцием стали, раскисленной алюминием / Пер. с англ. // ОАО «Черметинформация». Новости черной металлургии за ру-бежем № 2, 2009. С. 40 42.
- Шеф Г. В., Басаев И. П. О влиянии кальция и бария на свойства комплексных сплавов для обработки стали. Караганда, 1986. 11с.
- Рафинирование металлургических расплавов / сер. теория металлургических процессов. Т. 6- итоги науки и техники. М.: ВИНИТИ, 1987. 207 с.
- Моделирование современных процессов внепечной обработки и непрерывной разливки / Исаев О. Б., Чичкарев Е. А., Кислица В. В. и др. М.: Метал-лургиздат, 2008. 373 с.
- Модифицирование оксидных и сульфидных включений обработкой кальцием / Пер. с англ. // ОАО Черметинформация. Новости черной металлургии за рубежом № 1, 2010. С. 33 35.
- Рядкин В.В. Кальций, его соединения и сплавы. М.: Металлургия, 1967. 186 с.
- Исследование термовременной природы неметаллических включений с целью повышения металлургического качества высокопрочных трубных сталей / Казаков А. А., Ковалев П. В., Рябошук С. В. // Черные металлы № 12, 2009. С. 5 11.
- Неметаллические включения в сталях: темат. отрасл. сб. м во чер. металлургии СССР- редкол.: И. Н. Голиков и др. М.: Металлургия, 1983. 95 с.
- Дюдкин Д.А., Кисиленко В. В. Производство стали. Внепечная металлургия стали- т. 3. М.: Теплотехник, 2010. 544 с.
- Ицкович Г. М. Раскисление стали и модифицирование неметаллических включений. М.: Металлургия, 1981. 296 с.
- Кудрин В.А. Металлургия стали: учебник для вузов- 2 изд. М.: Металлургия, 1989. 560 с.
- Кудрин В.А., Парма В. М. Технология получения качественной стали. М.: Металлургия, 1984. 320 с.
- Явойский В.И., Явойский A.B. Научные основы современных процессов производства стали. М.: Металлургия, 1987. 184 с.
- Манохин А.И. Получение однородной стали. М.: Металлургия, 1978. 224 с.
- Полтавец В.В. Доменное производство. М.: Металлургия, 1972. 448 с.
- Воливахин В.И. Доменное производство. М.: Металлургия, 1976. 248 с.
- Щербаков В.П. Основы доменного производства: учебное пособие. М.: Металлургия, 1969. 327 с.
- Повышение стойкости чугуновозных и шлаковых ковшей: перевод На-доршина С.А., консультант Очертнюк Ф. Ф- перевод № 27/77, ОНТБ ММК. Магнитогорск, 1977. 9 с.
- Колпаков C.B. Технология производства стали в современных конвертерных цехах. М.: Машиностроение, 1991. 464 с.
- Гарбуз Г. Производство стали в кислородных конвертерах. Киев.: Гос-техиздат УССР, 1963. 73 с.
- Сидоренко М.Ф. Теория и технология электроплавки стали: учебное пособие для спец. вузов. М.: Металлургия, 1985. 270 с.
- Выявление причин образования и разработка способов предотвращения трещин в отливках шлаковых чаш // Отчёт о НИР. Челябинск: ЧПИ, 1979. М.: ВНТИЦ центр, 1985. 127 с.
- Разработка более стойких составов масс для опрыскивания шлаковых. ковшей, форм разливочных машин доменного цеха / Винокуров И. Я., Зудов Е. Г., Голов Г. В. и др // Отчёт о НИР. Н. Тагил, 1983. 11 с.
- Горелик С. С, Расторгуев JI.H., Скаков Ю. А. Рентгенографический и электроннооптический анализ. М.: Металлургия, 1970. 336 с.
- Дембовский В.В. Компьютерные технологии в металлургии и литейном производстве: учебное пособие. Ч 1. СПб.: СЗТУ, 2003. 145 с.
- Турищев В.Н. Моделирование литейных процессов: что выбрать? // САПР и графика № 11, 2005. С. 96 98.
- Белай Г. Е., Дембовский В. В., Соценко О. В. Организация металлургического эксперимента- под ред. В. В. Дембовского. М.: Металлургия, 1993. 256 с.
- Адлер Ю.П., Маркова Е. В., Грановский Ю. В. Планирование эксперимента при поиске оптимальных условий. М.: Наука, 1979. 280 с.
- Молочков П.А. Комплексное воздействие на структуру белых износостойких чугунов с целью повышения эксплуатационной стойкости отливок: дис. канд. техн. наук. Магнитогорск, 2004. 154 с.
- Тухватулин И.Х. Разработка нового состава стали при помощи ней-росетевого метода: дис. канд. техн. наук. Магнитогорск, 2002. 150 с.
- Вдовин К.Н., Феоктистов H.A. Технология изготовления шлаковых чаш // Вестник МГТУ им. Г. И. Носова № 2, 2010. С. 27 30.
- Вдовин К.Н., Феоктистов Н. А. Стойкость шлаковых чаш в условиях ОАО «ММК» // Литейное производство сегодня и завтра: труды 8-й Всерос. на-уч.-практ. конф. СПб: Изд. политехи, ин-та, 2010. С. 163 167.
- Вдовин К.Н., Феоктистов H.A. Модернизация литниковой системы отливки «Шлаковая чаша» // Литейное производство сегодня и завтра: труды 9-й Всерос. науч.-практ. конф. Спб: Изд. Спб политехи, ин-та, 2012. С. 510 518.
- Вдовин К.Н., Феоктистов H.A. Моделирование процесса заливки и кристаллизации отливки шлаковая чаша // Литейщик России. 2012. № 3. С. 12 -14.
- Вдовин К.Н., Феоктистов H.A. Моделирование процесса заливки и кристаллизации отливки шлаковая чаша (продолжение) // Литейщик России. 2012. № 7. С. 11−12.
- Вдовин К.Н., Феоктистов H.A. Применение трайб аппарата в литейном производстве. Теория и технология металлургического производства: межрегион, сб. науч. тр.- под ред. В. М. Колокольцева. Магнитогорск: ГОУ ВПО «МГТУ», 2009. Вып. 9. С. 114 — 117.
- Вдовин К.Н., Феоктистов H.A. Влияние обработки стали марки 25J1 силикокальцием на неметаллические включения и механические свойства литой заготовки // Технология металлов, 2012. № 12. С. 21 26.
- Повышение качества стали 25JI с применением методов математической статистики / Бердников С. Н., Авдиенко А. В., Вдовин К. Н., Феоктистов Н. А. // Сталь. 2011. № 2. С. 37 39.
- Чайкин В.А., Чайкин A.B., Феоктистов H.A. Повышение эффективности диффузионного раскисления при выплавки стали в кислых и основных дуговых электропечах // Литейщик России. 2012. № 8. С. 40 42.
- Исполнитель от ЗАО «МРК» Исполнитель от ФГБОУ ВПО «МГТУ"начальник литейного цеха1. Ю. А. Павлушкшпрофессор, докт. техн. Наук1. К.Н. Вдовин