Совершенствование непрерывной разливки и повышение качества коррозионно-стойких титаносодержащих сталей в условиях мини-агрегатов
Анализ мирового опыта производства коррозионно-стойкой стали с титаном, проведённый на основе опубликованных материалов, свидетельствует о том, что российский рынок коррозионно-стойкого листа и ленты будет кардинально меняться в ближайшие годы. В первую очередь речь идёт о «взрывном» росте потребления безникелевых сталей. Основная тенденция развития металлургии коррозионно-стойких сталей во всём… Читать ещё >
Содержание
- Содержание
- Введение
- Глава 1. Аналитический обзор литературы
- 1. 1. Состояние проблемы и задачи исследования
- 1. 2. Коррозия металлов и принципы разработки коррозионно-стойких сталей
- 1. 3. Другие задачи легирования коррозионно-стойких сталей
- 1. 4. Системы титан — азот, титан — кислород, титан — азот — кислород
- 1. 5. Взаимодействие нитрида титана с кислородом
- 1. 6. Особенности непрерывной разливки коррозионно-стойкой стали с титаном
- 1. 7. Факторы, влияющие на качество непрерывнолитой заготовки
- Выводы
- Глава 2. Технология непрерывной разливки коррозионно-стойкой титаносодержащей стали в условиях миниагрегатов на ОАО ММЗ «Серп и молот»
- Глава 3. Оборудование, методы исследования и исследуемые материалы
- Глава 4. Исследование неметаллических включений
- 4. 1. Термодинамика процесса раскисления стали
- 4. 2. Общий и фракционный анализ проб металла на кислород
- 4. 3. Металлографический и элеюронномикроскопический анализ неметаллических включений
- Глава 5. Состав и механизм образования шлакометаллической корочки
- Глава 6. Выбор шлакообразующей смеси для кристаллизатора УНРС
- Глава 7. Определение влияния различных факторов технологического процесса на качество непрерывнолитой заготовки
- 7. 1. Анализ макроструктуры поперечных темплетов слябовых заготовок
- 7. 1. 1. Влияние на качество температурно-скоростного режима разливки
- 7. 1. 2. Влияние на качество величины заглубления погружного стакана
- 7. 2. Защита струи металла на этапе сталеразливочный ковш — промежуточный ковш
- 7. 1. Анализ макроструктуры поперечных темплетов слябовых заготовок
- -27.3 Оптимизация работы промежуточного ковша
- 7. 3. 1. влияние материала футеровки промежуточного ковша
- 7. 3. 2. Организация потоков металла в промежуточном ковше
- 7. 4. Оптимизация процесса кристаллизации непрерывнолитой заготовки
- 7. 5. Оптимизация процесса подготовки металла наУВОС
- 7. 5. 1. Корректировка способа подготовки металла к разливке на УНРС
- 7. 5. 2. Выбор оптимального способа легирования металла титаном
- Выводы
- Публикации
Совершенствование непрерывной разливки и повышение качества коррозионно-стойких титаносодержащих сталей в условиях мини-агрегатов (реферат, курсовая, диплом, контрольная)
Актуальность работы.
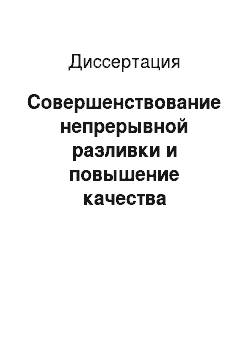
На сегодняшний день наиболее крупными производителями коррозионно-стойкой стали являются Япония — более 3 млн. т, СШАболее 2 млн. т. [1]. Как на внутреннем рынке России, так и за рубежом, в настоящее время наиболее востребована продукция из тит$носодержащих сталей. В течение последнего времени сортамент коррозионно-стойких сталей расширяется, увеличивается объём их мирового производства, опережая рост общего производства стали (средний рост производства составил «7%), и в 2000 году он достиг 17 млн т. (рис. 1). Доля коррозионно-стойкой стали в общем объёме производства непрерывно возрастает, например, за последние 25 лет увеличилась с 0,93 до 2,7%, то есть втрое.
6% +2%.
Рис. 1 Мировое производство коррозионно-стойких сталей.
Быстрый рост производства коррозионно-стойкой стали в последние годы можно частично отнести за счёт завоевания данной продукцией новых участков рынка [2]. Вероятно, что вследствие создания новых технических разработок и усовершенствования технологии производственного процесса данная тенденция получит дальнейшее развитие.
За последние годы наблюдался резкий рост мощностей по выплавке коррозионно-стойкой стали и конечной обработке продукции в Финляндии, Индии, Корее, Испании, Швеции, Южной Африке, на Тайване и других странах.
На сегодняшний день 75% мирового производства коррозионно-стойкой стали в виде горячеи холоднокатаной полосы получают по классической схеме: электродуговая печь — конвертер АОДнепрерывная разливка. Произведённые в 1998 году 16 млн. т. стали состояли на 75% из аустенитных и на 25% из ферритных марок. В результате неуклонного роста рентабельности сталеплавильных цехов, внедрения непрерывной разливки и других рационализаторских мероприятий продажные цены на коррозионно-стойкие стали за последние 25 лет упали более чем на 40%.
Учитывая, что мировая потребность в коррозионно-стойкой стали неуклонно возрастает, с определёнными допущениями можно считать, что производство и потребление коррозионно-стойкой стали является показателем индустриального развития государства.
На сегодняшний день доля ОАО ММЗ «Серп и молот» в общероссийском производстве коррозионно-стойкой стали составляет: листа — 10%- холоднокатаной ленты — 78% [3]. В связи с этим удержание завоёванных позиций на внутреннем рынке производства коррозионно-стойкой стали — первоочередная задача, актуальность которой не вызывает сомнений.
Производство коррозионно-стойкой титаносодержащей стали в условиях мини-агрегатов, по сравнению с крупнотоннажным производством, имеет ряд особенностей, усложняющих технологический процесс. Однако на рынке металла продолжает оставаться спрос на небольшие партии. Модернизация оборудования и совершенствование технологии производства коррозионно-стойкой титаносодержащей стали в условиях мини-агрегатов являются актуальными и определили поставленные в работе задачи.
Целью настоящей работы было изучить состав и механизм образования шлакометаплической корочки, образующейся на мениске в кристаллизаторе при непрерывной разливке коррозионно-стойких титаносодержащих сталей, выявить причины, катализирующие данный процесс и предложить комплекс технологических и технических мероприятий, направленных на повышение качества металлопродукции из коррозионно-стойких титаносодержащих сталей, производимых на ОАО ММЗ «Серп и молот» в условиях мини-агрегатов.
Для достижения поставленной цели основное внимание было уделено решению следующих задач:
1 Анализу существующих проблем производства коррозионно-стойких титаносодержащих сталей и исследованию основных дефектов готовой металлопродукции, затрудняющих выполнение заказов.
2 Поиску причин возникновения и источников формирования дефектов на холоднокатаной ленте стали марок 08X17Т, 12Х18Н10Т.
3 Изучению состава шлакометаллической корочки на мениске металла в кристаллизаторе.
4 Изучению условий образования шлакометаллической корочки, аё укрупнения и механизму затягивания в тело непрерывнолитой заготовки.
5 Определению влияния различных факторов технологического процесса на качество непрерывнолитой заготовки.
Научная новизна выносимых на защиту результатов:
1 выполненный термодинамический расчёт процесса раскисления однозначно свидетельствует, что для предотвращения, а в идеале для устранения, образования оксидов титана в стали необходимо предварительное глубокое раскисление металла, в том числе за счёт вакуумирования, а ферротитан для легирования стали необходимо прираживать в заключительный период внепечной обработки непосредственно перед непрерывной разливкой.
2 Изучены состав и структура шлакометаллической корочки, образующейся на мениске металла в кристаллизаторе при разливке коррозионно-стойких титаносодержащих сталей.
Определён блочный характер её структуры, состоящей из оксидов титана ТЮ2, наиболее распространённой полиморфной модификацией которого является рутил.
3 Первопричиной возникновения шлакометаллической корочки являются оксиды титана, которые образуются как за счёт окисления титана, так и за счёт окисления нитрида титана, находящихся в металле. Помимо известных источников кислорода (в том числе, оголение зеркала металла при продувке, подсос воздуха при нарушении герметичности защиты и т. п.), источником кислорода является кремнезём шамотной футеровки промежуточного ковша и кремнезём шлакообразующей смеси, используемой в кристаллизаторе при непрерывной разливке. Термодинамическими расчётами показана возможность взаимодействия нитридов титана, находящихся в стали с кремнезёмом шамотной футеровки промежуточного ковша и шлакообразующей смеси с образованием оксида титана и газообразного азота.
4 Показано, что шлакометаплическая корочка, образующаяся на мениске металла в кристаллизаторе, в зависимости от технологических параметров разливки (особенности мини-агрегатов: малая масса плавки, оборудование малых объёмов, малое сечение непрерывнолитой зоготовки) в дальнейшем проявляется в виде не только поверхностных дефектов непрерывнолитой заготовки, но и в большей степени в виде обширных внутренних дефектов, хаотично расположенных по сечению непрерывнолитой заготовки.
Практическая значимость работы заключается в обосновании причин образования грубых плён на холоднокатаной ленте из коррозионно-стойких сталей марок 08X17Т и 12Х18Н10Т как результата раската неметаллических включений в непрерывнолитых заготовках, разлитых в условиях мини-агрегатов. На ОАО ММЗ «Серп и молот» опробованы и предложены к внедрению следующие варианты: • способ подготовки металла к непрерывной разливке (раскисление металла, введение «П в металл),.
• перикпазовая неформованная футеровка промежуточного ковша, получаемая путём торкретирования шамотной,.
• рациональный режим непрерывной разливки (температурно-скоростные параметры разливки, оптимальный уровень металла в промежуточном ковше, использование оснастки в промежуточном ковше по оптимизации направления потоков металла),.
• вариант повышения эффективности защиты металла от вторичного окисления на этапе сталеразливочный ковш — промежуточный ковш (газораспределительное кольцо),.
• новая конструкция погружного стакан в кристаллизатор, облегчающая всплывание неметаллических включений, обеспечивающая лучшие показатели по качеству макроструктуры непрерывнолитой заготовки и более высокую температуру мениска в кристаллизаторе, что способствует благоприятному режиму работы шлакообразующей смеси по ходу разливки,.
• представлены рекомендации по режиму работы со шлакообразующей смесью в кристаллизаторе для удаления образовавшейся шлакометаллической корочки.
В промышленных условиях ОАО ММЗ «Серп и молот» предложена и находится в стадии внедрения технология, повышающая качество холоднокатаной ленты из коррозионно-стойких сталей марок 08X17Т и 12Х18Н10Т, внесены изменения в действующую технологическую документацию.
Практическая значимость работы подтверждена Актом об использовании основных результатов диссертационной работы на ОАО ММЗ «Серп и молот».
Апробация работы.
Основные положения диссертации были доложены и обсуждены на VII Конгрессе сталеплавильщиков в г. Магнитогорск в октябре 2002 г.- VIII Конгрессе сталеплавильщиков в г. Нижний Тагил в октябре 2004 г.- 8 общезаводских Технических советах: ноябрь, 1999 г.- март, 2000 г.- сентябрь, 2000 г.- февраль, 2001 г.- июль, 2001 г.- август 2001 г.- январь, 2002 г.- декабрь 2004 г.
Публикации.
По материалам диссертационной работы опубликовано 11 статей.
Структура и объём работы.
Диссертационная работа состоит из введения, 7 глав, общих выводов и списка использованных литературных источников из 109 наименований. Общий объём работы составляет 134 стр., в том числе 30 таблиц, 62 рисунков и 1 приложения.
Выводы.
1 Анализ мирового опыта производства коррозионно-стойкой стали с титаном, проведённый на основе опубликованных материалов, свидетельствует о том, что российский рынок коррозионно-стойкого листа и ленты будет кардинально меняться в ближайшие годы. В первую очередь речь идёт о «взрывном» росте потребления безникелевых сталей. Основная тенденция развития металлургии коррозионно-стойких сталей во всём мире — снижение содержания углерода менее 0,03%, которое не требует введения дорогостоящих стабилизаторов для предотвращения склонности к межкристаллитной коррозии. Тем не менее, для достижения многих других потребительских свойств полностью отказаться от использования титана или ниобия при легировании коррозионно-стойких сталей не представляется возможным.
2 Производство коррозионно-стойкой стали с титаном в условиях мини-агрегатов занимает определённую нишу в общероссийском металлургическом комплексе, так как реализует возможность выполнения малотоннажных заказов. На сегодняшний день доля ОАО ММЗ «Серп и молот» в общероссийском производстве коррозионно-стойкой стали составляет: листа — 10%- холоднокатаной ленты — 78%.
3 Производство коррозионно-стойкой стали с титаном за счёт присутствия в металле высокоактивных элементов (Л, А1) имеет ряд особенностей, усложняющих технологичность всего процесса. В условиях мини-агрегатов эти особенности, характерные для всех предприятий отрасли значительно обостряются: образование шлакометаллической корочки на мениске металла в кристаллизаторе в процессе непрерывной разливки стали не только затрудняет процесс непрерывной разливки, но и способствует увеличению потерь стали при подготовке литых слябов к горячей прокатке в результате образования дефектов по всему сечению непрерывнолитой заготовки, а не только её поверхностной зоны. Это также ухудшает качество горячекатаного листа и холоднокатаной ленты.
4 Проведённые исследования показали, что шлако-металлическая корочка, образующейся на мениске металла в кристаллизаторе при разливке коррозионно-стойких титаносодержащих сталей, представляет собой сложное образование, в котором металл перемешан со шпаком. Изучены состав и структура шлаковой фазы корочки. Определён блочный характер её структуры, состоящий из оксидов титана ТЮ2, наиболее распространённой полиморфной модификацией которого является рутил.
5 Рассмотрен механизм формирования грубой шлакометаллической корочки. Суть этого процесса состоит в тенденции к сливанию отдельных выделений. При этом появляются кусочки затвердевшего металла, перемешенного со шлаком, которые приобретают склонность к усиленному росту при наличии источника попадания кислорода в металл.
6 Первопричиной возникновения шлакометаллической корочки являются оксиды титана ТЮ2. Источником кислорода для окисления титана является не только кислород, растворённый в стали, кислород атмосферы (подсос воздуха при недостаточной защите в стыке соединения шиберного затвора сталеразливочного ковша и защитной погружной трубы, оголение зеркала металла при большой интенсивности продувки аргоном на этапе доводки температуры металла в сталеразливочном ковше до технологических значений для начала непрерывной разливки и т. д.), но и шамотная футеровка промежуточного ковша.
Кроме того, термодинамическими расчётами подтверждена возможность протекания реакции между нитридами титана и кремнезёмом с образованием оксида титана ТЮ2 и газообразного азота. Протекание этой реакции возможно как в промежуточном ковше, так и в кристаллизаторе. В обоих случаях последним местом скопления оксидов титана является мениск в кристаллизаторе и слой шлакообразующей смеси.
7 Изучено влияние технологических характеристик шлакообразующей смеси на возможность снижения её склонности к слипанию отдельных образований шлакометаллической корочки. Показано, что для титаносодержащих сталей необходима разработка такой шлакообразующей смеси, в составе которой отсутствовали бы элементы способные на активное взаимодействие с титаном, в частности необходимо снижение температуры плавления ШОС без изменения вязкостинеобходимо разработать и опробовать ШОС нового типа на основе системы Са0-А1203 без силикатов, вызывающих окисление титана и нитрида титана с образованием рутила как первопричины образования грубой корочкиповысить ассимилирующую способность ШОС к А1203- необходим переход на гранулированную шлакообразующую смесь вместо порошкообразной.
8 Предложен новый вариант защиты стыка соединения шиберного затвора сталеразливочного ковша и защитной погружной трубы, с помощью использования специального газораспределительного кольца, что позволило снизить прирост азота в процессе непрерывной разливки в 2,3 раза на марке 08−12X17 и в 3,1 раза при разливке коррозионно-стойких титаносодержащих сталей.
9 Предложена новая конструкция погружного стакана в кристаллизатор, для закручивания кверху поступающей из промежуточного ковищ струи металла. Это облегчает всплывание неметаллических включений, улучшает макроструктуру непрерывно-литой заготовки и условия работы шлакообразующей смеси, повышая температуру мениска направленными к нему более горячими струями металла из промежуточного ковша.
10 Проведено математическое моделирование потоков в промежуточном ковше при непрерывной разливке стали и предложена специальная оснастка промежуточного ковша (перегородка в промежуточном ковше и перфорация нижней части защитной трубы между сталеразливочным и промежуточным ковшами) для оптимизации потоков металла и рафинирования от неметаллических включений.
11 Оптимизированы технологические параметры подготовки металла к непрерывной разливки и легирования стали титаном, уровень металла в промежуточном ковше и температурно-скоростные параметры процесса непрерывной разливки, а также величина заглубления погружного стакана.
12 Предложено и успешно проведено торкретирование шамотной футеровки промежуточных ковшей периклазовой торкрет-массой при подготовке их к разливке коррозионно-стойкой стали с титаном. Это способствует заметному снижению загрязнённости стали неметаллическими включениями, в особенности силикатными.
В промышленных условиях ОАО ММЗ «Серп и молот» предложена и находится в стадии внедрения технология, повышающая качество холоднокатаной ленты из коррозионно-стойких сталей марок 08X17Т и 12Х18Н10Т, внесены изменения в действующую технологическую документацию.
Публикации.
Основное содержание диссертации опубликовано в 11 статьях:
1. Е. В. Сургаева, Г. Н. Еланский, М. П. Галкин. Влияние условий формирования заготовки в кристаллизаторе при непрерывной разливке на качество холоднокатаной ленты. Электрометаллургия, № 10, 2001, с. 31−37.
2. Е. В. Сургаева, Г. Н. Еланский, М. П. Галкин, Н. А. Ячменёва. Исследование шлакометаллической корочки, образующейся в кристаллизаторе при непрерывной разливке стали 08X17Т. Электрометаллургия, № 5, 2002, с.22−25.
3. Е. В. Сургаева, М. П. Галкин, Г. Н. Еланский. Работа шпакообразующей смеси в кристаллизаторе при разливке на УНРС коррозионностойких титаносодержащих сталей. Труды VII Конгресса сталеплавильщиков, г. Магнитогорск, октябрь, 2002 г.
4. Г. Н. Еланский, А. И. Косырев, Е. В. Сургаева, М. С. Грибкова. Формирование корочки при затвердевании непрерывнолитой заготовки квадратного сечения. Труды VII Конгресса сталеплавильщиков, г. Магнитогорск, октябрь, 2002 г.
5. М. П. Галкин, Е. В. Сургаева, Л. К. Глеков, Г. С. Никитин, А. Л. Игнатов, Р. Г. Левин. Программно-математический комплекс, предназначенный для оптимизации процесса непрерывноголитья загртовок из высоколегированных и специальных сталей. Труды VII Конгресса сталеплавильщиков, г. Магнитогорск, октябрь, 2002 г.
6. Р. Г. Левин, М. П. Галкин, О. И. Зубрев, Е. В. Сургаева, Л. К. Глеков. Математическое моделирование процесса кристаллизации непрерывнолитой заготовки. Металлург, № 4, 2003, с.42−44.
7. Р. Г. Левин, М. П. Галкин, О. И. Зубрев, Е. В. Сургаева Л. К. Глеков Экспериментальные и теоретические исследования теплового состояния непрерывнолитого слитка. Электрометаллургия, № 11, 2003, с.25−28.
8. СургаеваЕ. В., Галкин М. П., Егоров В. В., Сосен ко С. Ю., Брагин В. И., Короткое Б. А. Вращение металла с помощью погружных стаканов в кристаллизаторе сортовой УНРС. //Электрометаллургия. 2004. № 10. с. 17−20.
9. Сургаева Е. В., Галкин М. П., Брагин В. И., Егоров В. В., Сосенко С. Ю., Короткое Б. А. Совершенствование качества непрерывнолитой заготовки при вращении металла в кристаллизаторе при помощи погружных стаканов. Труды VIII Конгресса сталеплавильщиков, г. Нижний Тагил, октябрь, 2004 г.
10. Е. X. Шахпазов, В. Т. Бурцев, Е. В. Сургаева, М. П. Галкин, А. М. Арсенкин, К. В. Григорович, С. С. Шибаев. Исследования содержания газов и неметаллических включений в хромотитаносодержащих сталях после раскисления, разливки и прокатки металла. // Электрометаллургия. 2005. №.
11. Сургаева Е. В., Галкин М. П., Нехаев В. П. Совершенствование способа защиты металла от контакта с атмосферой на этапе перелива из сталеразливочного в промежуточный ковш в процессе непрерывной разливки в условиях ОАО ММЗ «Серп и молот». // Электрометаллургия. 2005. № 3.
Список литературы
- Поволоцкий Д. Я., Гудим Ю. А. Производство нержавеющей стали. Челябинск: Изд-во ЮурГУ, 1998 г. 236 с.
- Шлямнев А. Коррозионностойкие стали и сплавы. // Национальная металлургия. 2003. № 5. с. 75−80.
- Рожкова Л. Интервью с Генеральным Директором завода «Серп и молот» // Газета промышленников, предпринимателей и политиков «Содружество», июль, 2003 г. с. 3.
- Улунцев Д. Нержавеющий рынок России в 2010 году. // Национальная металлургия. 2003. № 5. с. 66−67.
- Улунцев Д. Перспективы российской нержавейки. // Национальная металлургия. 2002. № 2. с. 46−48.
- Улунцев Д. Низкоуглеродистая нержавеющая сталь 04X17Т. // Национальная металлургия. 2001. № 3. с. 36.
- Улунцев Д. Нержавеющие стали без никеля за рубежом. // Национальная металлургия. 2002. № 4. С. 17−19.
- Тахаутдинов Р. С., Носов А. Д., Сарычев А. Ф., Сарычев А. В., Николаев О. А. Разработка и освоение технологии производства особомалоуглеродистой стали для автомобилестроения. // Сталь. № 4. 2003 г. с. 20−23.
- Castro R. Revue de Metallurgie. Cahiers d’Informations Techniques. 1987. N 10. p. 669 773.
- Граф X., Эйх Г. И Чёрные металлы. 1987. № 25. с. 3−8.
- Коррозионностойкие стали и сплавы: Справ. Изд. Ульянин Е. А. М. Металлургия. 1991. 256 с.
- Эллиот Д. Ф., Глейзер М., Рамакришна В. Термохимия сталеплавильных процессов. М. Металлургия, 1969 г. 252 с.
- Бабаков А. А., Приданцев М. В. Коррозионностойкие стали и сплавы. М. Металлургия. 1971. 320 с.
- Хёдп X., Фрауэнхубер К. VAINOX последние разработки VAI в технологии непрерывного литья коррозионностойкой стали.// Чёрные металлы, май 2001 г. с. 74−80.
- Энгель X. Ю. // Чёрные металлы. 1987. № 25. с. 26−31.
- Туфанов Д. Г. Коррозионная стойкость нержавеющих сталей, сплавов и чистых металлов. Справочник. М. Металлургия. 1982 г. 352 с.
- Гудремон Э. Специальные стали.М. Металлургия. 1966 г. 1638 с
- Лютан М. Д. и др. Химия и физика нитридов. Киев. Наукова думка. 1968. с. 29.
- Ерёменко В. Н. Титан и его сплавы. Изд. АН УССР. Киев.1955.
- Елютин В.П. и др. Производство ферросплавов. Металлургиздат. 1957. с. 436.- 12 721. Самсонов Г. В., Уманский Я. С. Твёрдые соединения тугоплавких металлов. Металлургиздат. 1957.
- Самсонов Г. В., Винницкий И. М. Тугоплавкие соединения. М. Металлургия. 1976. с. 560.
- Физикохимические свойства окислов. Справочник. Под редацией Г. В. Самсонова. М. Металлургия. 1978. с. 472.
- Phase Diagrams for Ceramists. The american ceramic society. 1964, 601 p- 1969, 625 p.
- Высокотемпературная технология. M. ИЛ. 1958. с. 205.
- Леви Л. И. Азот в чугуне для отливок. М. Машгиз. 1964.
- Троицкая Н. В. Кристаллография. АН СССР. 1965. т. 10 в.З. с. 58.
- Maddalena R., Rastogi R., Bassem S. and Cramb A.W. Nozzle deposits in titanium treated stainless steels//ISS TRANSACTIONS. December. 2000. p.71 78.
- Кубашевский О., Эванс Э. Термохимия в металлургии. ИЛ. 1954.
- Kubashevski О. J. iron and Steel Inst., 1949, v. 163, p. 150.
- Морозов A. H. Современный мартеновский процесс. Металлургиздат, 1961. с. 60−69.
- Richardson F. D. Iron and Steel Inst., 1953, v. 175, p. 11.
- Крестовников A. H. и др. Справочник по расчётам равновесий металлургических реакций. ГНТИЛГЦМ. 1963. с. 344.
- Todd S. S., Coughlin I. P. J. Am. Chem. Soc. 1952. 74. 2. p. 525.
- Richardson Z. J. Journ. Metals. 1954. v. 6, № 1, p. 69−70.
- Киффер P., Шфарцкопф. Твёрдые сплавы. Металлургиздат. 1957. с. 184.
- Long G., Foster L. M. I.Am.Ceram.Soc. 1959. № 27. p.42.
- Есин О. А., Гельд П. В. Физическая химия пирометаплур-гических процессов. Металлургиздат. 1962. ч.1. с. 664.
- Гуревич Ю. Г. Нитриды титана в нержавеющей стали. Материалы диссертации на соискание учёной степени д.т.н. М. МИСиС. 1970. с. 309.
- Самсонов Г. В., Голубева Н. К. ЖФХ. 1956. т. XXX. В. 6. с. 297.
- Горная энциклопедия, том 4. М. «Советская энциклопедия». 1989 г. 623 с.
- Вюнненберг Г. К., Якобих X. // Чёрные металлы. 1981. № 14. с. 30−39.
- Даль В. // Чёрные металлы. 1981. № 14. с. 20−30.
- Лаврик А. Н., Комшуков В. П., Носов Ю. Н., Селезнёв А. Ю. Содержание кислорода в стали и его связь с качеством подготовки металла к разливке на МНЛЗ. // Сталь. № 11. 2003 г. с. 28−29.
- Кнюппель Г. Раскисление и вакуумная обработка стали. М. Металлургия. 1984. 414 с.
- Грузин В. Г. Температурный режим литья стали. Металлургиздат. 1962.
- Чивиксин Я. Е. и др. Изготовление отливок из нержавеющей стали. Издательство ЛДНТП, Ленинград. 1968. с. 4.
- Михайлов Г. Г. Вопросы производства и обработки стали.1971.
- Виноград М. И., Громова Г. П. Включения в легированных сталях и сплавах. М. Металлургия. 1972. с. 216.
- Чистая сталь. Сборник научных трудов. Перевод с английского под редакцией Шалимова А. Г. М. Металлургия. 1987. с. 368.
- Ирвинг В., Пиркинс А. Основные параметры, влияющие на качество непрерывнолитых слябов. // Труды международной конференции. Лондон, 1977. с.164−202.
- Палкин С. П., Звонарёв В. П., Боровинских С. В. «Совершенствование технологии легирования коррозионностойкой стали с титаном. // Сталь. 2003. Nfi 3, с. 29−31.
- Еронько С. П., Пилюшенко В. Л., Иваницкий Е. С. «Оптимизация конструктивных параметров устройства для непрерывной разливки стали в разрежённой атмосфере. // Сб. научных трудов ДонГТУ. Сер. Металлургия. 2001. Вып. 31. с. 136−142.
- Пател Ж., Хулыса К. Ниобий для сталеплавильного производства. // Металлург. 2001. № 12. с.34−35.
- Паршин В. М., Шейнфельд И. И., Ларин А. В. Основные направления совершенствования непрерывной разливки стали. // Чёрная металлургия. Бюллетень. 2002. № 4. с. 10−12.
- Nakasima К. Equipment and materials for tundish wet gunning // Refractories. 1995. V.47. № 6. P. 315−320.
- Кузнецов Г., Кортель А. Новые разработки эффективных огнеупоров для российской металлургии И Труды IV Конгресса сталеплавильщиков. М., 1997. С. 411−413.
- Очагова И. Неформованные огнеупоры в чёрной металлургии // Новости чёрной металлургии за рубежом. 1996. Nfi 3. С. 139−147.
- Saylor K., Bolger 0. Preventing turbulence in the tundish // Steel Tecnol. Intern. 1995/96. P. 187−191.
- Crowley R., Lawson G., Jardine B. Cleanliness improvements using a turbulence-suppressing tundish impact pad // Steelmak. Conf. Prok. 1995. V. 78. P. 629−636.
- Nam S., Kim J. Produktion of clean in Pohang works. // 3rd Europ. Konf. Continuous Casting. 1998. P. 635−644.
- Лякишев Н.П., Шалимов А. Г. Развитие технологии непрерывной разливки. М. «Элиз». 2002. 208 с.
- Шахов С., Шифрин И., Грачёв В., Солодовник Ф. Влияние электромагнитного перемешивания на качество непрерывнолитого металла. // Труды VI Конгресса сталеплавильщиков. М. 2001. С. 530 535.
- Yamane Н., Ohtani Y., Fukuda J. et al. High power in mold electromagnetic stirrer-improvement of surface defekt and inclusion control. //Steelmak. Conf. Proc. 1997. V. 80. P. 159−164.
- Разработка новых технологий непрерывной разливки стали с использованием электромагнитного воздействия. 4th European Continuous Casting Conference. 14−16 October 2002. // Национальная металлургия. 2003. № 2. с. 83−86.
- Yokoya S., Tokagi S., Igushi M. et al. Swirling effect in immersion nozzle on flow and heat transport in billet continuous casting mold // ISIJ Intern. 1998. V. 38. № 8. P. 827−833.
- Еланский Г. Н., Гончаревич И. Ф., Косырев А. И. Работы МГВМИ в области исследования вибрационной обработки непрерывнолитых заготовок на стадии кристаллизации. // Труды VI Конгресса сталеплавильщиков. М. 2001. С. 536−538.
- Григорян В.А., Белянчиков Л. Н., Стомахин А. Я. Теоретические основы сталеплавильных процессов. М. Металлургия. 1987. 271 с.
- Очагова И. Г. Совершенствование глинозёмографитовых погружных стаканов для УНРС в Японии // Новости чёрной металлургии за рубежом. 1995. № 4. с. 15Q-159.
- Горбовский С.А., Казаков C.B., Ефимов C.B., Филатов М. В., Зинченко С. Д. Предотвращение зарастания каналов сгалеразливочных ковшей. // Сталь. № 12. 2003. с. 16−18.
- Атлас шлаков: Справ, изд. // перевод с немецкого. М. Металлургия. 1985. 208 с.
- Свяжин А. Г., Романович Д. А., Шахпазов Е. X. Удаление неметаллических включений при внепечной обработке стали // VII Конгресс сталеплавильщиков, Магнитогорск, 2002, с.333−336.
- NeiferV., Rodl S., Bannenberg N. Lackmung HП Stahl und Eisen. 1997, Nfi 5, p. 55−59.
- Морозов А. H., Исаев В. Ф., Королёв Л. Г. Металлургия и горное дело. Изв. АН СССР. 1963. № 4. с. 141−144.
- Evans D. V., Pehlke К. D. Trans. Met. Soc. AIME. 1965. v. 233. № 8. p. 1620−1624.
- Adachi A., Mirukawa K., Kanda K. Technol. Reports Osaka University. 1962.12. October, p. 419−422.
- Поволоцкий Д. Я., Рощин В. Е., Речкалова А. В. II Металлы. Изв. АН СССР. 1969. № 4. с. 11.
- Попель С. И. Физико-химические основы производства стали. Наука. 1964. с. 15.
- Баптизманский В. И. Механизм и кинетика процессов в конвертерной ванне. Металлургиздат. 1960.
- Куклев А. В. Современная концепция разработки и производства шлакообразующих смесей для непрерывной разливки стали. II Труды Седьмого конгресса сталеплавильщиков. М.: 2002. с. 521−523.
- Бочек А. П., Климанчук В. В., Фентисов И. Н., Лавринишин С. А., Побегайло А. В. Смеси, применяемые на МНЛЗ в ККЦ ОАО «ММК им. Ильича». // Труды Шестого конгресса сталеплавильщиков. М.: 2000. с. 577−579.
- Явойский В. И., Близнюков С. А, Вишкарёв А. Ф. и др. Включения и газы в сталях. М. Металлургия. 1979. 272 с.
- Е. В. Сургаева, Г. Н. Еланский, М. П. Галкин, Н. А. Ячменёва. Исследование шлакометаллической корочки, образующейся вкристаллизаторе при непрерывной разливке стали 08X17Т. Электрометаллургия, № 5,2002, с.22−25.
- Григорович К. В., Красовский П. В., Трушникова А. С. Анализ неметаллических включений основа контроля качества стали и сплавов. //Аналитика и контроль. 2002 г. т. 6. № 2. с. 133.
- Бурцев В. Т., Григорович К. В., Федотов В. П., Филиппов К. С., Чу Тан Хуанг. Раскисление и шлаковая обработка жидкой стали. 2. Экспериментальные исследования // Металлы. 2002 г. № 6. с. 24.
- Михайлов Г. Г., Поволоцкий Д. Я. Термодинамика раскисления стали. М.: Металлургия. 1993 г. с. 144.
- Dr. Kazakov A. A., Dr. Nguyen Huu Luong. NONMETALLIC INCLUSION FORMATION: PHASE ANALYSIS. St. Peterburg Tehnikal University Department of Ferrous Metallurgy. 1996.
- Арсентьев П. П., Падерин С. H., Серов Г. В. и др. Экспериментальные работы по теории металлургических процессов. М. Металлургия, 1989 г.
- Падерин С. Н., Серов Г. В., Рыжонков Д. И. Теория гомогенных и гетерогенных процессов. М. «Учёба», 2003 г.
- Падерин С. Н., Филиппов В. В. Теория и расчёты металлургических систем и процессов. М. МИСиС, 2002 г.
- Сургаева Е. В., Еланский Г. Н., Галкин М. П. Влияние условий формирования заготовки в кристаллизаторе при непрерывной разливке на качество холоднокатаной ленты. // Электрометаллургия. 2001 г. № 10. с. 31−37.
- Зардеман Ю., Шреве Г. Влияние сталеразливочной смеси на трещинообразование при непрерывной разливке на слябы // Чёрные маталлы. 1991. № 12. С. 57−65
- Абратис X., Хёфер Ф., Юнеман М., Зардеман Ю., Штоффель X. Применение различных сталерпазливочных смесей при непрерывном литье блюмов и сортовых заготовок // Чёрные металлы. 1996. № 9, с. 19−26.
- Абратис X., Хёфер Ф., Юнеман М., Зардеман Ю., Штоффель X. Теплопередача в кристаллизаторе МНЛЗ при работе с различными сталеразливочными смесями И Чёрные металлы. 1997. № 2. с. 32−37.
- Либерман А.Л. Отливка мелкосортных заготовок на УНРС. // Электрометаллургия. 2004 г. № 9. с. 17−22.
- Фёдоров Л.К., Шеховцов Е. В., Ильин В. И., Паршин В. М. Использование безнапорных погружных стаканов при разливке колесобондажного металла. // Сталь. 2003. № 2. с. 48.
- Дюдкин Д.А., Писарский С. Н., Овчинников H.A., Стеблов А. Б., Кушнарёв H.H. Снижение осевой ликвации в стали при турбулизированной подаче металла в кристаллизатор МНЛЗ. // Металлург. 2000. № 4. с. 30−31.
- Ильин В. И., Фёдоров Л. К., Короткое В. А., Ульянов В. А., Гущин Н. В. Управление потоками стали в кристаллизаторе УНРС спомощью разливочных стаканов. //Электрометаллургия. 2002. № 7. с. 18−21.
- СургаеваЕ.В., Галкин М. П., Егоров В. В., Сосенко С. Ю., Брагин В. И., Короткое Б. А. Вращение металла с помощью погружных стаканов в кристаллизаторе сортовой УНРС. //Электрометаллургия. 2004. № 10. с. 17−20.
- Благодаря обнаружению первопричины образования корочек в кристаллизаторе предложен вариант по разработке и опробованию шлакообразующей смеси нового типа на основе системы Са0-А1203 без силикатов, вызывающих окисление нитридов титана.
- Эти разработки могут быть полезны и использованы при производстве продукции из данного сортамента на предприятиях с агрегатами любой ёмкости всего металлургического комплекса. л
- Главный инженер дирекго производственного комплею ОАО ММЗ «Серп и молот», I1. Начальник ЦЗЛ, к.т.н.1. М. П. Галкин1. И. К. Николаев