Повышение результативности сортовых станов путём совершенствования модели управления качеством
Усовершенствованы элементы структурно-матричного моделирования технологических процессов прокатки (учёт изменения зазора, вид описания, применение критерия неравномерности деформации фланцевых профилей и критерий приоритетности). Проведён анализ режимов сортовых станов ОАО «ММК» и предоставлен комплекс рекомендаций по следующим профилям: круглая сталь 6,5 и 12 мм (стан 170) — круглая сталь 36 мм… Читать ещё >
Содержание
- 1. СОВРЕМЕННЫЙ ПОХОД К МАТЕМАТИЧЕСКОМУ МОДЕЛИРОВАНИЮ ПРОЦЕССА СОРТОВОЙ ПРОКАТКИ ДЛЯ ПОВЫШЕНИЯ КАЧЕСТВА МЕТАЛЛОПРОКАТА
- 1. 1. Применение методологии функционального моделирования для совершенствования систем качества
- 1. 2. Роль математического моделирования в передовых системах управления промышленными предприятиями
- 1. 3. Способы повышения качества геометрии сортопрокатной продукции
- 1. 3. 1. Управление формоизменением с целью обеспечения необходимого уровня качества
- 1. 3. 2. Точность геометрических размеров в процессах сортовой прокатки
- 1. 3. 3. Влияние неравномерности деформации на качество сортопрокатной продукции
- 1. 4. Выводы и постановка цели и задач исследования
- 2. СОЗДАНИЕ БАЗЫ ДАННЫХ ТЕХНОГИЧЕСКИХ ПАРАМЕТРОВ СОРТОПРОКАТНЫХ СТАНОВ
- 2. 1. Обоснование создания электронной базы данных
- 2. 2. Выбор признаков и синтез структуры базы данных технологических параметров сортопрокатного производства
- 2. 2. 1. Выбор основных признаков прокатки
- 2. 2. 2. Выбор вариантов описания калибра на основе структурно-матричного подхода
- 2. 2. 3. Формирование структуры и постановка связей систематизированного хранилища
- 2. 3. Назначение, область применения и функциональные возможности базы данных
- 2. 4. Совершенствование СМК ОАО «ММК» с использованием разработанной базы данных
- 2. 5. Выводы по главе
- 3. АНАЛИЗ ТЕХНОЛОГИЧЕСКИХ СХЕМ С ПРИМЕНЕНИЕМ РАЗРАБОТАННОЙ БАЗЫ ДАННЫХ
- 3. 1. Обоснование выбора схем для моделирования
- 3. 1. 1. Ликвидность металлопроката ОАО «ММК»
- 3. 1. 2. Расходящиеся процессы и критерий стабильности
- 3. 1. 3. Выбор тестовых режимов
- 3. 2. Параметры моделирования
- 3. 2. 1. Описание простых калибров
- 3. 2. 2. Развитие подхода описания сложных калибров
- 3. 2. 3. Использование критерия неравномерности деформации
- 3. 2. 4. Бальная оценка значимости и критерий приоритетности клетей
- 3. 3. Анализ выбранных технологических схем
- 3. 4. Результаты анализа
- 3. 5. Выводы по главе
- 3. 1. Обоснование выбора схем для моделирования
- 4. МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ СХЕМ ПРОКАТКИ
- 4. 1. Цели и задачи моделирования
- 4. 2. Постановка задачи оптимизации
- 4. 3. Выбор критерия оптимизации
- 4. 4. Выбор и описание ограничений
- 4. 4. 1. Ограничение по вытяжке
- 4. 4. 2. Ограничение по варьированию формы
- 4. 5. Описание математической модели оптимизации формы калибра
- 4. 6. Программная реализация и технические требования
- 4. 7. Выводы по главе
- 5. ИСПОЛЬЗОВАНИЕ МОДЕЛИ ОПТИМИЗАЦИИ ФОРМЫ КАЛИБРОВ
- 5. 1. Особенности применения модели
- 5. 2. Адаптация данных полученных оптимизацией
- 5. 3. Моделирование режимов прокатки
- 5. 4. Выводы по главе
Повышение результативности сортовых станов путём совершенствования модели управления качеством (реферат, курсовая, диплом, контрольная)
В современных условиях острой конкуренции на рынке металлопроката производителям необходимо обеспечивать высокий уровень качества (согласно передовым стандартам регулирования деятельности предприятий), укрепляя и расширяя позиции на рынке.
В этих условиях использование передовых информационных технологий становится чрезвычайно важным для металлургических предприятий. Инновации в области информатизации способствуют эффективному управлению предприятием, сокращению издержек, соблюдению конъюнктуры рынка и увеличению прибыли организации.
Жизненный цикл продукции, начиная от маркетинговых исследований и заканчивая утилизацией, подразумевает управление качеством продукции и технологическими процессами на всех его этапах.
В настоящее время продукция сопровождается не только подтверждающими сертификатами соответствия, но и электронной информацией о моделировании процессов производства, испытаниях и анализе достигаемого уровня качества. Обеспечение информатизации на всех этапах жизненного цикла является важнейшей задачей, правильное решение которой позволит следовать существующим тенденциям быстрого развития и совершенствования металлургических предприятий.
Эффективное управление технологическим процессом прокатки без применения информационных технологий не представляется возможным. Развитие информационных систем, обеспечивающих работу прокатного производства, есть одна из стратегически важных задач любого металлургического предприятия.
В основе современных информационных технологий промышленных предприятий лежит принцип построения информационных систем на основе реляционных баз данных. Это позволяет эффективно управлять производственным циклом, обеспечивать и непрерывно улучшать качество выпускаемой продукции, а также открывает широкие возможности анализа и совершенствования технологических схем.
Мировой опыт внедрения и развития информационных систем показывает необходимость применения системного подхода, что подразумевает разбиение всего предприятия как объекта управления на отдельные структурные и блочные элементы. Одним из этих элементов в металлургической промышленности является сортовая прокатка металла.
Оптимизация технологического процесса прокатки является неотъемлемой частью управления производством, как в режиме реального времени (Online), так и в режиме советчика (Offline). Широкое строительство новых современных высокоавтоматизированных сортопрокатных станов в различных странах мира снижает конкурентоспособность ранее пущенных станов с аналогичной продукцией. В связи с этим растет актуальность постоянного совершенствования технологических линий действующих прокатных станов и повышения эффективности освоения новых строящихся объектов. Это достигается использованием моделей оптимизации процесса формоизменения раската на основе структурно-матричного подхода с учетом характерных для рассматриваемого стана условий работы. Кроме того, наличие автоматизированного контроля и регистрации решений в различных производственных ситуациях позволяет накапливать и использовать опыт эффективных приёмов, что делает возможным разработку быстродоступных хранилищ информации. Создание таких баз данных способствует выпуску высококачественной продукции и должно стать неотъемлемой частью в работе современных эффективных сортопрокатных комплексов.
Решение задач информатизации на этапах проектирования и производства, а также использование оптимизации параметров прокатки позволит повысить качество продукции и внесет новые более совершенные элементы в систему управления качеством на предприятии.
1. СОВРЕМЕННЫЙ ПОДХОД К МАТЕМАТИЧЕСКОМУ МОДЕЛИРОВАНИЮ ПРОЦЕССА СОРТОВОЙ ПРОКАТКИ ДЛЯ ПОВЫШЕНИЯ КАЧЕСТВА МЕТАЛЛОПРОКАТА.
Внедрение систем качества согласно стандартам ИСО-9000 является сложной, но необходимой для решения задачей [1,69]. В современных условиях растущих требований к качеству выпускаемой металлургической продукции повышение эффективности систем качества на предприятиях обеспечивается использованием передовых информационных технологий и прогрессивных методологий управления предприятием [2].
Российские и международные эксперты полагают, что внедрение адаптированных информационных систем на предприятиях с уже существующей системой качества позволяет значительно ускорить развитие организаций в области управления качеством продукции [3].
Современные методологии управления крупными металлургическими компаниями подразумевают обязательную связь с корпоративными информационными системами управления [4]. Главная цель информационных систем в металлургии — это создание эффективной и надежной информационной структуры анализа сквозной технологии, пригодной к промышленному использованию. Под сквозной технологией в черной металлургии для предприятий с полным металлургическим циклом понимают комплекс технологических операций в системе подготовка руд к плавке — выплавка стали — металлопрокат.
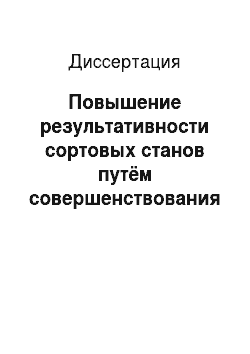
В мировой практике принято рассматривать комплексные системы автоматизации предприятий в виде пятиуровневой пирамиды [5]. В качестве примера можно привести структуру информационной системы крупного промышленного предприятия (рис. 1.1).
На каждом из указанных уровней промышленной информационной системы в мировой практике широко используется компьютерная техника и различное программное обеспечение [5].
Manufacturing Resource Planning Enterprise Resource Planning.
Manufacturing Execution Systems ^—^.
АСУП АСУ ТП.
Supervisory Control and Data Acquisition.
Control Level.
Input/Output Level.
Планирование ресурсов предприятия (бухгалтерия, снабжение, маркетинг). Управление ресурсами предприятия.
Система исполнения производства управление технологией).
Диспетчерская система сбора и управления (система оперативного управления технологическим процессом).
Сбор данных и непосредственное управление, основанные на использовании датчиков, регуляторов, исполнительных механизмов.
Ввод-вывод информации (датчики, исполнительные механизмы, регулирующие органы).
Технологический объект.
Рис. 1.1. Уровни автоматизированной информационной системы промышленного предприятия.
Анализ задач, решаемых на одном из нижних уровней пирамиды информационной системы (уровень Control, см. рис. 1.1), показывает, что здесь имеется определенная взаимосвязь задач, решаемых информационными системами, с задачами автоматизированных систем управления (АСУ) [6]. Особенностью создания информационной системы промышленного предприятия является необходимость тесной интеграции автоматизированных систем управления технологическими процессами (АСУП) и автоматизированными системами управления предприятием (АСУТП) с учётом специфики построения корпоративной информационной системы управления (КИСУ) предприятия в целом [7].
Полноценное функционирование систем АСУТП и АСУП в рамках КИСУ не представляется возможным без использования современных математических моделей процессов [7]. Моделирование в автоматизированном управлении производством является многогранным и решает различные задачи технического, технологического и управленческого плана [2].
Связывание моделей процессов в единую эффективную систему управления — задача сложная, требующая создания специализированных средств описания и анализа производственно-технических и организационно-экономических систем [2, 4, 7].
Выводы по работе.
В результате решения поставленных в диссертационной работе задач # по повышению качества сортовой продукции за счет применения новых информационных блоков и оптимизационного моделирования можно сделать следующие выводы.
1. Разработана БД технологических параметров сортовых станов, отвечающая современным требованиям СМК по автоматизации, анализу и систематизации производства и по сопровождению готовой продукции. Отличительной особенностью БД является возможность анализа и учёта закономерностей технологического процесса производства сортового проката, влияющих на геометрию и свойства готовой продукции.
2. Усовершенствованы элементы структурно-матричного моделирования технологических процессов прокатки (учёт изменения зазора, вид описания, применение критерия неравномерности деформации фланцевых профилей и критерий приоритетности). Проведён анализ режимов сортовых станов ОАО «ММК» и предоставлен комплекс рекомендаций по следующим профилям: круглая сталь 6,5 и 12 мм (стан 170) — круглая сталь 36 мм и квадратная сталь 22 мм (стан 370) — круглая сталь 22 и60 мм (стан 450). На основе разработанной модели оптимизации по данным режимам смоделированы новые формы калибров.
3. В соответствии с основными принципами управления качеством стандартов ИСО серии 9000:2000 предложен общий подход к управлению качеством сортовой продукции с помощью технических и технологических групп воздействия. Он заключается в разработке и программной реализации математической модели получения оптимальной формы калибров с минимальным значением коэффициента неравномерности деформации. Совместное использование структурно-матричного подхода и элементов теории оптимизации позволило развить инструмент управления качеством геометрии сортовой продукции и реализовать его в виде программных средств.
4. При помощи созданных программных средств произведено моделирование режимов прокатки на пяти различных станах. Полученные результаты свидетельствуют об эффективности предлагаемых методик совершенствования контуров калибров, позволяют снизить затраты энергии (в среднем на 3%) и повысить результативность сортопрокатных станов, увеличив срок службы основного сменного оборудования. Снижение коэффициента неравномерности деформации (в среднем на 16,24%) позволило уменьшить дефектность готовой продукции. Разработанная математическая модель оптимизации формы калибров является дополнением к инструменту управления качеством продукции и процессом прокатки на этапах проектирования и производства. Таким образом, совершенствованный инструмент СМК обеспечивает подержание и повышение качества согласно принципам стандартов ИСО серии 9000:2000.
Список литературы
- Швец В.Е. Менеджмент качества в системе современного менеджмента // Стандарты и качество. 1997. № 6. С. 7−9.
- О’Лири Дэниел. ERP системы. Современное планирование и управление ресурсами предприятия. Выбор, внедрение, эксплуатация. М.: Вершина, 2004. 272 с.
- Брагин В.В., Чабон Ф. Оценка риска и последствий отказов комплексной системы, конструкции, процессов // Рынок и качество Ярославии. 1997. № 1. 50 с.
- Смирнова Г. Н., Сорокин А. А., Тельнов Ю. Ф. Проектирование экономических информационных систем. М.: Финансы и статистика, 2000. 246 с.
- Автоматизация управления предприятием // В. В. Баронов, Г. Н. Калянов, Ю. И. Попов и др. М: Логистика, 2002. 317 с.
- Сорокин А.А., Романова Е. В. Технологии проектирования информационных систем. М.: МЭСИ, 2000. 263 с.
- Вендров А.М. Case-технологии. Современные методы и средства проектирования информационных систем. М.: Финансы и статистика, 1998. 174 с.
- Марка Давид, МакГоуэн Клемент. Методология структурного анализа и проектирования / Пер. с англ. М.:1993, 240 с.
- Ойхман Е.Г., Попов Э. В. Реинжиниринг бизнеса: Реинжиниринг организаций и информационные технологии. М.: Финансы и статистика, 1997.210 с.
- Integration definition for function modeling (IDEFO). Draft Federal Information Processing Standards Publication 183, 1993 December 21.
- К. Дж. Дейт., Введение в системы баз данных. 7-е издание.: Пер. с англ. М.: Издательский дом «Вильяме», 2001. 885 с.
- Архипенков С.Я., Голубев Д. Хранилища данных. От концепции до внедрения. М: Диалог-МИФИ, 2002. 528 с.
- Семененко М.Г. Введение в математическое моделирование. М: СОЛОН, 2002. 112 с.
- Ашихмин В.Н. Введение в математическое моделирование. М: ЛОГОС, 2005. 440 с.
- Труды первого конгресса прокатчиков (Магнитогорск, 23−27 октября 1995 г.) / Междунар. Союз прокат. М.: АО «Черметинформация, 1996. 239 с.
- Труды второго конгресса прокатчиков (Череповец, 27−30 октября 1997 г.) / Междунар. Союз прокат. М.: АО «Черметинформация», 1998. 412 с.
- Труды третьего конгресса прокатчиков (Липецк, 19−22 октября 1999 г.) / Междунар. Союз прокат. М.: ОАО «Черметинформация», 2000. 608 с.
- Стариков А.И., Ромазан И. Х. ММК: исторический опыт и перспективы //Сталь№ 2. 1992. С. 2−4.
- Тулупов С.А., Заверюха В. Н. Матричный способ представления профилей и формоизменения металла в процессах обработки металловдавлением // Известия вузов. Черная металлургия. 1989. № 9. С. 62−65.
- Тулупов С.А. Матричный способ представления процесса формоизменения металла при прокатке в калибрах простой формы. Сообщение 17/ Известия вузов. Черная металлургия. 1989. № 12. С. 63−65.
- Площадь контакта при сортовой прокатке в калибрах с четырьмявалками / В. Н. Выдрин, JI.A. Барков, A.B. Соловьев, П. А. Брашко // Теория итехнология прокатки. 1970. Ч. 3. Вып. 67. С. 60−66.
- Коковихин Ю.И., Несмеев Ю. А., Расчёт четырёхвалковой системы круг-квадрат//Изв. Вузов. Черная металлургия. 1973. № 5. С.68−72.
- Коковихин Ю.И., Поляков М. Г., Несмеев Ю. А. Расчёт геометрии четырехвалковых калибров: Учебное пособие. Магнитогорск, 1975. 88 с.
- Чекмарёв А.П., Борисенко Г. П., Горбанев A.A. Уширение при прокатке металла в 3-хвалковых калибрах // Изв. вузов. Черная металлургия. 1972. № 11. С. 80−83.
- Бояршинов М.И., Поляков М. Г., Пацекин П. П. Применение многовалковых калибров при обработке металлов давлением // Обработка металлов давлением. Свердловск: Металлургиздат, 1962. С.5−21.
- Поляков М.Г. Деформация металла в многовалковых калибрах. Дис. .д-ра техн. наук. Магнитогорск, 1970. 248 с.
- Соловьев A.B., Выдрин В. Н., Барков JI.A. Закономерности изменения вытяжки вдоль очага деформации при прокатке в 4-хвалковых калибрах // Теория и технология прокатки. Ч. З. Вып.67. Магнитогорск, 1970. С. 76−84.
- Выдрин В.Н., Барков J1.A., Соловьев A.B. Геометрия проката в многовалковых калибрах // Изв. Вузов. Черная металлургия. 1970. № 6. С. 87−94.
- Площади контакта в трёхвалковых калибрах / JI.A. Барков, A.B. Соловьев, Е. А. Горячев и др. // Теория и технология прокатки. Вып. 76. Челябинск, 1971. С.97−99.
- Никифоров Б.А., Мустафин Ф. Т. Зависимости для определения параметров калибровки при прокатке в многовалковых калибрах с незаполнением // Теория и практика производства метизов. Вып. 7. Магнитогорск, 1974. С. 34−46.
- Ш 31. Прокатка малопластичных металлов с многосторонним обжатием /
- Барков JI.A., Выдрин В. Н., Пастухов В. В. и др. Металлургия, Челябинск, 1988.304 с.
- Берковский B.C. Жадан В. Т., Шишко В. Б. Аналитическое описание формы калибров//Тр. ин-таМИСиС. 1979. Вып. 118. С. 13−18.
- Берковский B.C. Аналитическая характеристика формы калибра и геометрические параметры очага деформации // Пластическая деформация сталей и сплавов: Сб. науч. тр. / МИСиС. М., 1996. С. 84−89.
- Суяров Д.И. Механика пластической среды. Красноярск, 1976.
- Суяров Д.И. Физико-механические основы расчётов параметров пластической обработки металлов. Красноярск, 1984.
- Бахтинов Б.П., Штернов М. М. Калибровка прокатных валков. М.: Металлургиздат, 1953.
- Вусатовски 3. Основы прокатки / Пер. с нем. М.: Металлургия, • 1967.582 с.
- Чекмарёв А.П., Мутьев М. С., Машковцев P.A. Калибровка прокатных валков. М.: Металлургия, 1971. 509 с.
- Мутьев М.С. Калибровка черновых валков. М.: Металлургия, 1964. 191 с.
- Рвачев B.JI. Теория R-функций и некоторые её приложения. Киев: Наукова думка, 1982. 534 с.
- Прогноз уширения при прокатке с использованием математического аппарата R-функций / Я. Е. Бейгельзимер, Г. М. Шульгин, В. А. Нечепоренко // Производство проката. 2000. № 4. 215 с.
- Гун Г. Я. Теоретические основы обработки металлов давлением. М.: Машиностроение, 1980. 450 с.
- Пластическое формоизменение металлов // Гун Г. Я., Полухин И. И.,
- Полухин В.П. и др. М.: Металлургия, 1968. 413 с.
- Тулупов С.А. Разработка математической модели формоизменения металла в вытяжных калибрах на базе векторно-матричного способа представления процесса // Краевые задачи. Межвуз. сб. науч. трудов. Пермь, 1988.
- Писаренко Ф.А., Яковченко A.B., Литвиненко А. Ю. Описание единой аналитической функцией поверхности очага деформации при прокатке сложных фасонных профилей // Известия АН СССР. Металлы. 1979. № 3. С. 103−109.
- Аналитическое описание контуров калибров произвольной формы / B.C. Медведев, В. Я. Шлиомовичус, E.H. Бут, К. В. Любимый // Совершенствование технологии производства сортового проката и гнутых профилей: Сб. науч. тр. Харьков, 1989. С. 53−55.
- Смирнов B.C., Богоявленский К. И., Павлов H.H. Калибровка Ш прокатных валков по методу соответственной полосы. М.: Металлургиздат, 1953.328 с.
- Врацкий М.В. Калибровка подготовительных линий. М.: Металлургиздат, 1941. 346 с.
- Синельников Ю.И. Определение контактной площади при прокатке в простых и фасонных калибрах // Известия ВУЗов. Черная металлургия. 1969. № 4. С.80−87.
- Синельников Ю.И. Теория расчёта параметров очага деформации методом статических моментов // Известия ВУЗов. Черная металлургия. 1976. № 4 С. 120−130.
- Литовченко Н.В. Калибровка профилей и прокатных валков. М.: Металлургия, 1990. 423 с.
- Литовченко Н.В., Диомидов Б. Б., Курдюмова В. А. Калибровка валков р сортовых станов. М.: Металлургия, 1963. 273 с.
- Старченко Д.И. Развернутая калибровка фасонных профилей. М.: Металлургиздат, 1952. 248 с.
- Штернов М.М. Калибровка угловой стали. М.: Металлургиздат, 1961.215 с.
- Кучко И.И. Рационализация схем прокатки и калибровки профильного проката // Технический прогресс в технологии прокатного производства: Тр. конф. 12−15 мая 1959 г. Свердловск: Металлургиздат, 1960. С. 214−223.
- Производство облегченных профилей / C.B. Макаев, И. Я. Винокуров, Б. В. Мерекин и др. М.: Металлургиздат, 1962. 216 с.
- Мерекин Б.В. Некоторые вопросы калибровки прокатных валков. М.: Металлургия, 1964. 124 с.
- Поляков М.Г., Никифоров Б. А., Гун Г.С. Деформация металла в многовалковых калибрах. М.: Металлургия, 1979. 240 с.
- Дукмасов В.Г., Выдрин В. Н., Тищенко О. И. Производство точного проката. М.: Металлургия, 1990. 168 с.
- Смирнов В.К., Шилов В. А., Инатович Ю. В. Калибровка прокатных валков. М.: Металлургия, 1987. 386 с.
- Смирнов В.К., Шилов В. А., Литвинов К. И. Деформация и усилия в калибрах простой формы. М.: Металлургия, 1982. 144 с.
- Шилов В.А., Смирнов В. К., Инатович Ю. В. САПР «Сортовая прокатка» и опыт её использования // Прокатное производство. М.: Ин-т Черметинформация, 1988. Вып 4. 21 с.
- Методика расчёта формоизменения металла при прокатке швеллеров / A.B. Фомин, В. А. Шилов, В. К. Смирнов, И. Ф. Бенько / Межвуз. сб. науч. тр. Уральский политехнический институт. Свердловск, 1986. С. 93−98.
- Слукин Е.Ю., Шилов В. А. Моделирование формы калибров в системах автоматизированного проектирования технологии сортовой прокатки // Известия ВУЗов. Черная металлургия. 1991. № 4. С. 37−39.
- Слукин ЕЛО., Шилов В. А. Алгоритм и программа автоматизированного построения калибра произвольной формы // Известия ВУЗов. Черная металлургия. 1991. № 6. С. 36−38.
- Шатихин Л.Г. Структурные матрицы и их применение для исследования систем. 2-е изд., перераб. и доп. М.: Машиностроение, 1991.256 с.
- Тулупов О.Н. Структурно-матричные модели в задачах анализа и управления процессами ОМД // Перспективные материалы, технологии, конструкции: Сб. науч. тр. КГАЦМИЗ. Красноярск, 1998. С. 330−332.
- ГОСТ Р ИСО 9000:2000. Система менеджмента качества. Основные положения и словарь. Издательство стандартов, 2001.
- Тулупов О.Н. Анализ и совершенствование систем вытяжных калибров сортовых станов на базе векторно-матричной модели формоизменения: Дис. канд. техн. наук. Магнитогорск, 1993. 153 с.
- Тулупов С.А. Разработка математической модели формоизменения металла в вытяжных калибрах на базе векторно-матричного способа представления процесса // Краевые задачи: Межвуз. сб. научн. трудов. Пермь, 1988. С 34−37.
- Исследование технологического процесса прокатки катанки на стане250№ 2 ММК с целью повышения точности размеров и качества его поверхности. Отчёт.ЦЛК. ММК № 3699. Магнитогорск, 1974. 52 с.
- Исследование точности прокатки в ОНК стана 250−1 ММК: Отчёт ЦЛК ММК. № 3658. Магнитогорск, 1974. 58 с.
- Исследование энергосиловых параметров стана 250№ 2 ММК с целью разработки режимов прокатки, обеспечивающих повышение точности проката: Отчёт. Ин-т черной металлургии. № 6432. Днепропетровск, 1984. 62 с.
- Исследование и отработка технологии производства катанки после реконструкции хвостовой части проволочного стана 250№ 2 ММК: Отчёт / Ин-т черной металлургии. № 6368. Днепропетровск, 1986. 48 с.
- Громов Н.П. Теория обработки металлов давлением: Учебник. М.:1. Металлургия, 1978. 360 с.
- Колмогоров B. J1. Механика обработки металлов давлением: Учебник. М.: Металлургия, 1986. 688 с.
- Губкин СИ. Пластическая деформация металлов. М.: Металлургиздат, 1960. Т. 1. 376 с- Т.2. 416 с- Т. 3. 306 с.
- Международный стандарт ИСО 8402:1994 (E/F/R). Управление качеством и обеспечение качества Словарь. ИСО, 1994.
- Международный стандарт ИСО 9000−1:1994. Общее руководство качеством и стандарты по обеспечению качества Часть 1: Руководящие указания по выбору и применению.
- Система менеджмента качества. Требования к документации. Нормативные документы внутреннего происхождения на продукцию. Требования к построению, изложению, содержанию, оформлению, обозначению и управлению. СТП СМК 2−4.2−04. 2002. ОАО «ММК».
- Ш 83. Левандовский С. А. Информационное сопровождение и коррекциятехнологического процесса с применением современных баз данных // Моделирование и развитие технологических процессов: Межвуз. сб. науч. тр. Магнитогорск: МГТУ, 2004. С. 63−66.
- База данных «Калибровка» как инструмент управления сортовым станом / О. Н. Тулупов, A.C. Лимарев, А. Б. Моллер, С. А. Левандовский // Моделирование и развитие процессов обработки металлов давлением: Межвуз. сб. науч. тр. Магнитогорск: МГТУ, 2005. 249 с.
- Тулупов О.Н. Структурно-матричные модели для повышения эффективности процессов сортов прокатки: Монография. Магнитогорск: МГТУ, 2002. 224 с.
- Тулупов С.А., Тулупов О. Н., Зайцев A.A. Структурно-матричное описание калибровки фланцевых профилей. Магнитогорск, гос. горно9 металлург, акад. Магнитогорск, 1995. 18 с. Деп. в ВИНИТИ 23.01.96., 1. N 264-В96.
- М.: Технолоджи-3000, 2006. 351 с.
- ГОСТ 34.321−96. Эталонная модель управления данными. М.: Издательство стандартов, 2001.
- Евтеев Е.А. Совершенствование технологии прокатки катанки с использованием адаптивных моделей: Дис.. канд. техн. наук. Магнитогорск: МГТУ, 1999.
- Методы моделирования настройки сортопрокатных станов /
- С.А. Левандовский, А. Б. Моллер, О. Н. Тулупов, A.A. Зайцев // Труды междунар. науч.-техн. конф. 20−22 сентября 2005 г. Санкт-Петербург. С. 66−69.
- Моллер А.Б. Адаптируемая матричная модель для повышения точности непрерывной сортовой прокатки: Дис.. канд. техн. наук. Магнитогорск. МГТУ. 1996.
- Структурно-матричное описание калибровки гнутых и фланцевых профилей / О. Н. Тулупов, М. Ф. Сафронов, С. А. Тулупов, А. А. Зайцев // Эффективные технологии: Сб. науч. тр. «Комплекс новых технологий» ОАО «ММК». Магнитогорск, 1996. С. 29−36.
- Лимарев A.C., Моллер А. Б. Повышение эффективности настройки сортовых станов с использованием баз данных // Тез. докл. междунар. науч.-техн. конф. молодых специалистов. 17−22 апреля 2006 г. Магнитогорск. С. 72.
- Электронный кадастр РФ по программному обеспечению и базамданных «Информационные ресурсы высшей школы».
- Стабильность формоизменения при прокатке стальной и сталемедной катанки / С. Ф. Рашников, О. Н. Тулупов, В. Г. Логинов и др. Магнитогорск, 1998. 106 с.
- Высокоточная прокатка катанки, сорта и фасонных профилей / ОАО «ММК», ЦПК Персонал. Магнитогорск, 1993 30 с. / Пер. ст.: Лангенекер Р., Кремер В., Маук П. из журн.: Der Kalibreur. 1991. № 54. С. 45−72.
- Моисеев H.H., Чванилов Ю. П., Столярова Е. М. Методы оптимизации. М.: Наука, 1978.352 с.
- Аоки М. Введение в методы оптимизации. М.: Наука, 1977. 356 с.
- Гитман М.Б., Трусов П. В., Федосеев С. А. Стохастическая оптимизация процессов обработки металлов давлением // Изв. РАН. Металлы. 1996. i N3. С. 72−76.
- Тулупов О.Н. Повышение эффективности процессов прокатки и точности сортовых профилей на основе совершенствования технологии с использованием структурно-матричных моделей: Дис.. докт. техн. наук. Магнитогорск: МГТУ, 2001.
- Спиридонов O.B. Excel 2003 для пользователя: Полное руководство. М.: Кудиц-Образ, 2004. 528 с.
- А. с. 2 006 620 136 РФ. База данных технологических параметров сортовых станов / О. Н. Тулупов, А. Б. Моллер, С. А. Левандовский и др. 17.05.2006.
- Чекмарев А.П., Нефедов A.A., Николаев В. А. Теория продольной прокатки. Харьков: Изд. Харьковского университета, 1965. 212 с.
- Грудев А.П. Теория прокатки. М.: Металлургия, 1988. 240 с.
- Шемшурова Н.Г. Изучение процессов обработки металлов давлением. Расчет давления металла на инструмент: Учебное пособие. Магнитогорск: МГМА, 1996. 64 с.
- Колясов Д.В., Левандовский С. А. Взаимосвязь факторов процесса формоизменения сталей в калибрах // Молодежь. Наука. Будущее: Сб. науч. тр. студентов / Под ред. Л. В. Радионовой. Магнитогорск: МГТУ, 2003. С. 4−5.
- Новые решения в моделировании процессов сортовой прокатки на основе структурно-матричного подхода и его приложений / О. Н. Тулупов,
- A.Б. Моллер, М. Г. Поляков, A.B. Логинов, Ю. В. Симаков, Д. В. Колясов, С. А. Левандовский // Производство проката. 2004. № 7. С. 19−26.
- Разработка баз данных калибровки и технологических режимов для эффективной модернизации сортопрокатного производства / Б. А. Никифоров, О. Н. Тулупов, А. Б. Моллер, С. А. Левандовский,
- B.Г. Логинов, A.B. Гасилин, Ю. В. Симаков // Вестник МГТУ им. Г. И. Носова. 2004. № 4. С. 53−58.
- Разработка и применение баз данных технологических параметров с целью освоения и совершенствования современных сортопрокатных станов /
- C.А. Левандовский, Д. В. Назаров, A.C. Лимарев, А. Б. Моллер, О. Н. Тулупов // Вестник МГТУ им. Г. И. Носова. 2005. № 4. С. 36−40.
- Левандовский С.А., Моллер А. Б. Оптимизация режимов сортовой прокатки, повышающая качество готовой продукции // Тез. докл. 6-ой междунар. науч.-техн. конф. молодых специалистов. 17−22 апреля. Магнитогорск: ММК, 2006. С. 72−74.
- Разработка программного обеспечения для моделирования процесса сортовой прокатки / Б. А. Сивак, О. Н. Тулупов, С. А. Левандовский, Д. В. Колясов, Ю. Н. Райков // Оборудование. Технический альманах. 2006. № 2. С. 36−39.