Повышение выносливости ведущих мостов автомобилей из перлитных разнородных сталей путем совершенствования технологии дуговой сварки плавящимся электродом в среде защитного газа
Недостатками данного способа сварки в данном технологическом процессе является необходимость применения специализированного (уникального) сварочного оборудования для выполнения процесса сварки. Стоимость сварочного оборудования, а так же затраты на его проектирование, на несколько порядков выше стоимости оборудования для дуговой сварки плавлением. Так же к недостаткам стоит отнести сложность… Читать ещё >
Содержание
- Глава 1. Анализ особенностей свариваемости перлитных разнородных сталей, входящих в состав сварного соединения
- Глава 2. Определение расчетным и опытным путем химического состава металла шва, структурного состава и свойств сварного соединения перлитных разнородных сталей 17ГС и
- 2. 1. Выбор подготовки кромок сварного соединения, режимов сварки и термической обработки. Расчетное определение свойств сварного соединения
- 2. 2. Определение химического состава металла шва
- 2. 3. Исследование структурного состава сварных соединений
- 2. 4. Исследование твердости сварных соединений
- Глава 3. Исследование механических свойств сварных соединений и проведение усталостных испытаний картеров ведущих мостов
- 3. 1. Статические испытания
- 3. 1. 1. Статические испытания на растяжение
- 3. 1. 2. Статические испытания на кручение
- 3. 2. Усталостные испытания картеров ведущих мостов
- 3. 1. Статические испытания
- Глава 4. Технологический процесс изготовления картеров ведущих мостов автомобилей из перлитных разнородных сталей 17ГС и 45 и возможность его автоматизации
Повышение выносливости ведущих мостов автомобилей из перлитных разнородных сталей путем совершенствования технологии дуговой сварки плавящимся электродом в среде защитного газа (реферат, курсовая, диплом, контрольная)
Развитие современного машиностроения в направлении снижения металлоемкости конструкций, повышения работоспособности и долговечности приводит к необходимости широкого применения легированных сталей и сплавов. Как правило, из этих материалов рационально изготовлять не все изделие, а лишь наиболее напряженные его участки, испытывающие воздействие высоких температур, активных коррозионных сред и т. д.
Для соединения в одном узле деталей из сталей разного легирования в большинстве случаев наиболее целесообразно использовать сварку, так как существующие механические крепления сложны в изготовлении и не удовлетворяют требованию надежности в эксплуатации. Переход к подобным сварным узлам приводит к наиболее полному использованию материала в конструкции, значительному снижению ее стоимости в связи с резким уменьшением расхода легированных сталей и повышает технологичность изделия [13, 20, 39, 40].
При использовании сварных соединений из разнородных сталей в конструкциях общего назначения достигается снижение веса изделия за счет изготовления наиболее напряженных деталей из высокопрочной стали. В машиностроительных конструкциях имеется большое число узлов, при работе которых лишь отдельные участки нагружены значительно больше остальной части изделия или подвержены воздействию различных видов износа. В рассматриваемых сварных узлах основное применение находят перлитные стали различного легирования [5, 6,11,13].
Примером такой конструкции является картер ведущего моста автомобиля, от работоспособности которого зависит исправность и безопасность автомобиля в целом. Эксплуатационная надежность ведущих мостов должна обеспечиваться на стадиях проектирования и изготовления. При этом необходимо удовлетворение всем предъявляемым требованиям к изделию, к которым относятся: герметичность картера моста, стойкость при приложении крутящего момента без остаточной деформации, усталостная прочность и т. д. Так же необходимо учитывать технологическую особенность изготовления ведущего моста, трудоемкость и длительность операций технологического процесса могут значительно повлиять на снижение производительности.
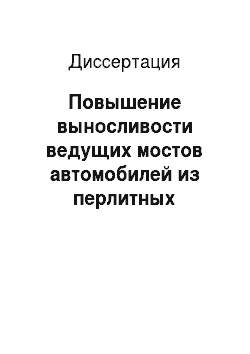
В настоящей работе наибольший интерес представляют картеры ведущих мостов грузовых автомобилей с повышенной проходимостью, к которым предъявляются повышенные эксплуатационные требования. К рассмотрению были приняты пггампосварные картера задних ведущих мостов, изготавливаемые на Открытом Акционерном Московском Обществе «Завод имени И. А. Лихачева» (AMO ЗИЛ) для автомобилей ЗИЛ-131, ЗИЛ-1ЭЗГ, ЗИЛ-432 720 и ЗИЛ-432 730 (рис. 1). Основной трудностью при изготовлении картеров является получение качественного сварного соединения концевых фланцев с рукавами балки картера моста (рис. 2). Балка картера изготавливается из стали 17ГС, а концевые фланцы — из среднеуглеродистой стали 45, для придания им после сварки определенной твердости на рабочих поверхностях. Эти стали, входящие в состав сварного соединения, классифицируются как перлитные разнородные стали [6, 11, 13, 19, 38] и процесс сварки их сопряжен с рядом трудностей, преодоление которых значительно усложняет технологический процесс изготовления картеров. ст, 45).
Рис. 2. Сварное соединение балки картера с концевым фланцем.
В настоящее время для получения комбинированного сварного соединения из сталей 17ГС и 45 при производстве картеров ведущих мостов в автомобилестроении используются в основном способы контактной стыковой сварки оплавлением и сварки трением, считая их наиболее перспективными способами. При этом дуговую сварку плавящимся электродом в среде защитных газов рассматривают при невозможности или большой сложности применения вышеназванных способов сварки.
Исходя из конструктивных особенностей и эксплуатационных требований, получение сварного соединения концевых фланцев с балкой картера моста может осуществляться на разных этапах организации производства несколькими способами сварки: ручная дуговая сварка плавлением покрытыми электродами, дуговая сварка плавящимся электродом в среде СО2, контактная стыковая сварка оплавлением.
На начальных стадиях организации производства картеров ведущих 1 мостов автомобилей, в технологическом процессе изготовления которых, в первую очередь уделялось внимание наиболее простому и мобильному способу сварки, не требующему больших материальных затрат на приобретение и обслуживание сварочного оборудования, а так же позволяющему организовать на производственных площадях участки, не требующие сложного вспомогательного оборудования. Одним из таких способов и является ручная дуговая сварка плавлением покрытыми электродами. Сущность ручной дуговой I сварки плавлением покрытыми электродами изложена в работах [9, 23, 41,.
51, 58, 59, 61, 60]. При наращиваниях темпов производства до крупносерийного или массового данный технологический процесс не является перспективным. Ручная дуговая сварка плавлением покрытыми электродами обладает низкой производительностью и степенью автоматизации процесса. Необходимо выполнение операций, таких как удаление шлака, предварительный подогрев и последующая термическая обработка для предупреждения образования горячих и холодных трещин, снижения остаточных сварочных напряжений. Это значительно осложняет технологический процесс и снижает I производительность. Выполнение сварки требует использование работников высокой квалификации, но наряду с этим, невозможность полной автоматизации процесса изготовления картеров ведущих мостов данным способом сварки показывает нестабильность качества сварных соединений.
При анализе вышеизложенного способа сварки и его недостатков при крупносерийном и массовом производстве возникает необходимость рассмотрения технологического процесса с более прогрессивным способом сварки, который бы удовлетворял предъявляемым требованиям. Дуговая * сварка плавящимся электродом в среде СО2 удовлетворяет необходимым производственным требованиям, при этом не осложняя технологический процесс изготовления картеров ведущих мостов. Данный способ сварки характерен высокой автоматизацией процесса и соответственно высокой производительностью, применяемое оборудование и его обслуживание не требуют больших затрат. Сварочные материалы, применяемые при сварке данным способом, относительно дешевы. Общие сведения и характерные особенности получения сварного соединения дуговой сваркой плавящимся электродом в среде СО2 рассмотрены в работах [12, 45, 51, 58, 59, 60, 61]. Технологический процесс с дуговым способом сварки плавящимся электродом в среде СО2 позволяет получать сварные соединения концевых фланцев с балкой картера ведущего моста высокой плотности, по сравнению с ручной дуговой сваркой. Способ сварки позволяет автоматизировать процесс изготовления картеров ведущих мостов и исключить фактор нестабильности качества сварных соединений, повысить производительность. Но недостатки данного технологического процесса с использованием сварки плавящимся электродом в среде СО2 весьма существенны. Основным недостатком этого технологического процесса является недостаточная выносливость картера ведущего моста, а в частности — стыковых сварных соединений концевых фланцев с балкой картера. Так же необходимо проведение предварительного подогрева и термической обработки сварного соединения после сварки для предупреждения возникновения горячих и холодных трещин, снижения остаточных сварочных напряжений.
Контактной стыковой сваркой можно успешно соединять практически все известные конструкционные материалы — низкоуглеродистые и легированные стали, жаропрочные и коррозионно-стойкие металлы и сплавы. Это наиболее механизированный и автоматизированный способ сварки: при его использовании практически полностью автоматизирован технологический цикл получения сварного соединения. Наиболее широко применяют два основных способа контактной стыковой сварки: сопротивлением и оплавление. Применение контактной стыковой сварки сопротивлением весьма ограничено в связи со сложностью обеспечения равномерного нагрева стыка и получения соединения по всей площади поперечного сечения деталей из-за трудностей удаления оксидной пленки.
Этот способ предназначен в основном для соединения деталей с небольшим поперечным сечением: проволок, стержней, труб и др. Контактная сварка оплавлением находит применение при создании разнообразных конструкций как малых, так и больших сечений. Прочность и пластичность сварных соединений, выполненных таким способом сварки, мало уступают основному металлу [33, 57]. Сущность способа контактной стыковой сварки оплавлением, особенности формирования сварного соединения изложены в работах [4, 14, 21, 51, 57]. Анализируя особенности конструкции и необходимую мощность сварочного оборудования, для получения качественного сварного соединения, возникает необходимость проектирования и изготовления специализированной сварочной установки для контактной стыковой сварки оплавлением. Конструктивной особенностью сварочной установки является расположение на ней двух сварочных трансформаторов, позволяя выполнять сварку двух концевых фланцев с балкой картера моста одновременно. Мощность каждого трансформатора должна составлять 750 кВ-А. Полученное сварное соединение способом контактной стыковой сваркой оплавлением обладает оптимальным сочетанием прочности и пластичности, а так же удовлетворяет всем предъявляемым эксплуатационным требованием. Результаты проведения ходовых динамико-прочностных испытаний картеров ведущих мостов, изготовленных с применением способа контактной стыковой сварки оплавлением, показали достаточную выносливость с высоким запасом прочности. Кроме того, данный способ сварки обладает высокой степенью автоматизации процесса и существенно малым временем, затрачиваемым на сварочные операции. Это позволяет применять данный технологический процесс для крупносерийного и массового производства.
Недостатками данного способа сварки в данном технологическом процессе является необходимость применения специализированного (уникального) сварочного оборудования для выполнения процесса сварки. Стоимость сварочного оборудования, а так же затраты на его проектирование, на несколько порядков выше стоимости оборудования для дуговой сварки плавлением. Так же к недостаткам стоит отнести сложность обслуживания и ремонта сварочного оборудования (изготовление и замена изнашиваемых частей). Применение специального оборудования для удаления грата с внешних и, особенно с внутренних поверхностей картера моста значительно осложняет технологический процесс изготовления. Следует учесть и особенность удаления грата — необходимость проведения данной операции пока металл сварного соединения, и сам грат, находятся после сварки в нагретом состоянии. Термическая обработка сварного соединения, после сварки перлитных разнородных сталей, при использовании контактного стыкового способа сварки остается обязательной операцией технологического процесса, для получения заданных свойств сварного соединения. В настоящее время AMO ЗИЛ не обладает необходимым оборудованием, а его проектирование и изготовление, как говорилось ранее, является весьма дорогостоящим.
Проанализировав достоинства и недостатки возможных способов изготовления картеров ведущих мостов автомобилей, с использованием комбинированных соединений перлитных разнородных сталей, использование дуговой сварки в защитных газах является столь же перспективным способом, основным недостатком которого является необходимость применения предварительного подогрева и последующей термической обработки сварного соединения из сталей 17ГС и 45, что осложняет технологический процесс изготовления, повышая его трудоемкость. Но так же и стоит отметить, что картеры ведущих мостов, изготовленные способом сварки плавящегося электрода в среде СО2, обладали недостаточной выносливостью, что сокращало срок эксплуатации автомобилей и является недопустимым в их производстве.
Целью настоящей работы является повышение выносливости пггампос-варных картеров ведущих мостов автомобилей путем совершенствования технологии дуговой сварки плавящимся электродом в среде защитных газов.
Для достижения поставленной цели необходимо выполнение следующих задач:
1) анализ особенностей свариваемости перлитных разнородных сталей, входящих в состав сварного соединения;
2) выбор режимов дуговой сварки, состава защитного газа и сварочной проволоки для получения оптимального состава металла шва и свойств сварного соединения без предварительного подогрева и последующей термической обработки;
3) определение расчетным и экспериментальным методами механических свойств сварного соединения, полученного дуговой сваркой плавящимся электродом в среде защитного газа;
4) исследование химического состава сварного шва, определение изменения структурного состава и твердости в зонах сварного соединения;
5) влияние технологических факторов на выносливость штампосвар-ных картеров ведущих мостов автомобилей;
6) разработка технологических рекомендаций на процесс изготовления штампосварных картеров ведущих мостов из перлитных разнородных сталей, удовлетворяющих эксплуатационным требованиям;
7) возможность автоматизации операций технологического процесса сварки при крупносерийном и массовом производстве.
ОБЩИЕ ВЫВОДЫ.
1. Анализ способов сварки и их технологических особенностей при изготовлении сварного соединения из перлитных разнородных сталей 17ГС и 45 концевых фланцев с балкой картера ведущего моста автомобиля показал возможность разработки нового технологического процесса с использованием способа дуговой сварки плавящимся электродом в среде защитного газа.
2. Анализ литературных данных показал возможность получения необходимого качества комбинированного сварного соединения из сталей 17ГС и 45 без предварительного подогрева и последующей термической обработки с использованием в качестве защитной среды смеси 80%Аг+20%С02 и сварочной проволоки Св-08ХЗГ2СМ, содержащей в качестве легирующих элементов хром и молибден.
3. Проведенные исследования подтвердили вышесказанное предположение. При указанном сочетании сварочных материалов происходит небольшое легирование сварного шва хромом и молибденом, которые связывая некоторое количество углерода в карбиды, уменьшают тем самым вероятность образования закалочных структур. Карбиды хрома и молибдена располагаются в сварном шве из-за малого количества весьма рассредоточено и не повышают твердость, вследствие чего не возрастает опасность хрупкого разрушения.
4. Использование термической обработки (нормализации) при сварке проволокой марки Св-08ХЗГ2СМ в смеси 80%Аг+20%С02 не оказывает существенного влияния на твердость и структуру как в сварном шве, так и в ЗТВ. Это дает возможность отказа от проведения термической обработки в технологическом процессе получения комбинированного сварного соединения из перлитных разнородных сталей 17ГС и 45.
5. Разработана технология с использованием смеси 80%Аг+20%С02 и сварочной проволоки Св-08ХЗГ2СМ без применения предварительного подогрева и последующей термической обработки, позволяющая получать сварные соединения картеров ведущих мостов автомобилей из перлитных разнородных сталей 17ГС и 45, обладающие требуемой прочностью и выносливостью.
6. Использование РТК с промышленным роботом РМ-01 позволяет автоматизировать разработанный технологический процесс сварки и повысить производительность.
7. Для реализации разработанного технологического процесса спроектирован и создан опытно-экспериментальный участок сварки концевых фланцев с балкой картера ведущего моста автомобиля на AMO ЗИЛ с использованием РТК на базе промышленного робота РМ-01.
8. По результатам проведенных усталостных испытаний выявлено, что технология изготовления пггампосварных картеров ведущих мостов дуговой сваркой в среде 80%Аг+20%С02 с проволокой марки Св-08ХЗГ2СМ без применения предварительного подогрева и последующей термической обработки способствовала повышению выносливости на 65%, по сравнению с дуговой сваркой в СОг проволокой Св-08Г2С с последующей нормализацией сварных соединений.
9. Результаты исследований и испытаний позволили использовать разработанную технологию для получения комбинированных сварных соединений перлитных разнородных сталей других марок (10 и 35, 17ГС и 40Х, 20 и 40Л) без предварительного подогрева и последующей термической обработки при изготовлении деталей автомобилей на AMO ЗИЛ.
Список литературы
- Акулов А. И., Бельчук Г. А. и Демянцевич В. П. Технология и оборудование сварки плавлением. Учебник для студентов вузов. М.: Машиностроение, 1977. 432 с.
- Багрянский К. В., Доброткина 3. А., Хренов К. К. Теория сварочных процессов. Киев: Высшая школа, 1976.
- Бочвар А. А. Материаловедение. М.: Металлургиздат, 1956. 494 с.
- Гельман А. С. Основы сварки давлением. М.: Машиностроение, 1970.312 с.
- Готальский Ю. Н. Особенности сварки разнородных сталей. — «Автоматическая сварка», 1961, № 8, с. 49−57.
- Готальский Ю. Н. Сварка разнородных сталей. К.: Технша, 1987.184 с.
- Гуляев А. П. Материаловедение. Изд. 5-е. М.: Металлургия, 1977.556 с.
- Гуляев А. П. Термическая обработка стали. М.: Машгиз, 1960.
- Ерохон А. А. Основы сварки плавлением. М.: Машиностроение, 1973. 448 с.
- Журавлев В. Н., Николаев О. И. Машиностроительные стали: Справочник. 4-е изд., перераб. и доп. М.: Машиностроение, 1992. 480 с.
- Закс И. А. Сварка разнородных сталей. Л.: Машиностроение, 1973.208 с.
- Заруба И. И., Касаткин Б. С., Каховский Н. И. и Потапьевский А. Г. Сварка в углекислом газе. Киев: Машгиз, 1960. 222 с.
- Земзин В. Н. Сварные соединения разнородных сталей. М.-Л.: Машиностроение, 1966. 232 с.
- Кабанов Н. С., Слепак Э. С. Технология стыковой контактной сварки. М.: Машиностроение, 1970. 264 с.
- Карслоу Г., Егер Д. Теплопроводность твердых тел. М.: Наука, 1964. 487 с.
- Кархин В. А. Тепловые основы сварки: Учебное пособие. Л.: ЛГТУ, 1990. 100 с.
- Козлов Р. А. О стойкости сварных соединений против образования холодных трещин. «Сварочное производство», 1968, № 7, с. 1−3.
- Королев Н. В. Расчеты тепловых процессов при сварке, наплавке и термической резке. Учебное пособие. Екатеринбург: УГТУ, 1996. 156 с.
- Королев Н. М. К вопросу о сварке разнородных сталей. «Сварочное производство», 1963, № 11, с. 20−26.
- Крайчик М. М., Котельников В. Л. Работоспособность сварных конструкций подвижного состава. «Сварочное производство», 1991, № 12, с. 79.
- Кучук-Яценко С. И., Лебедь В. К. Контактная стыковая сварка непрерывным оплавлением. Киев: Наукова думка, 1965. 139 с.
- Лахтин Ю. М. Материаловедение и термическая обработка металлов. Изд. 2-е. М.: Металлургия, 1976.
- Лесков Г. И. Электрическая сварочная дуга. М.: Машиностроение, 1970. 336 с.
- Лившиц Л. С. Материаловедение для сварщиков. Сварка сталей. М.: Машиностроение, 1979. 253 с.
- Лившиц Л. С. Сварка легированных сталей на монтажных работах в строительстве. М.: Госстройиздат, 1962.
- Лыков А. В. Теория теплопроводности. М.: Высшая школа, 1967.599 с.
- Лыков А. В. Тепломассообмен. Справочник. 2-е изд., перераб. и доп. М.: Энергия, 1978. 480 с.
- Любавский К. В. и Студниц Н. А. Изучение распределения углерода в околошовной зоне и металле шва. «Сварочное производство», 1959, № 4, с. 3−5.
- Макара А. М. Исследование природы холодных околошовных трещин при сварке закаливающихся сталей. «Автоматическая сварка», 1960, № 2, с. 9−32.
- Макара А. М. и Мосенз Н. А. Природа влияния металла шва на образование трещин в околошовной зоне. «Автоматическая сварка», 1964, № 9, с. 1−10.
- Материаловедение и термическая обработка. Т. I и II. Под ред. М. Л. Берннггейна и А. Г. Рахштадта. Изд. 2-е. М.: Металлургиздат, 1961.
- Материаловедение и термическая обработка. Стали и чугуны: Справочник / Под ред. акад. Н. Т. Гудцова. М.: Металлургиздат, 1957.1204 с.
- Машиностроение. Энциклопедия / Ред. совет: К. В. Фролов (пред.) и др. М.: Машиностроение. Оборудование для сварки. Т. 1У-6/ В. К. Лебедев, С. И. Кучук-Яценко, А. И. Чвертко и др.- Под ред. Б. Е. Патона. 2-е изд., исправ. 2002. 496 с.
- Машиностроение. Энциклопедия / Ред. совет: К. В. Фролов (пред.) и др. М.: Машиностроение. Стали. Чугуны. Т. П-2 / Г. Г. Мухин, А. И. Белков, Н. Н. Александров и др.- Под общ. ред. О. А. Банных и Н. Н. Александрова, 2001. 784 с.
- Михеев М. А., Михеева И. М. Основы теплопередачи. Изд. 2-е. М.: Энергия, 1977. 344 с.
- Могутнов Б. М., Томилин И. А., Шварцман Л. А. Термодинамика железоуглеродистых сплавов. М.: Металлургия, 1972.
- Новожилов Н. М. Основы металлургии дуговой сварки в защитных газах. М.: Машгиз, 1979. 230 с.
- Окерблом Н. О. Комбинированные сварные конструкции. Л.: Суд-промгиз, 1962. 100 с.
- Окерблом Н. О., Демянцевич В. П., Байкова И. П. Проектирование технологии изготовления сварные конструкций. Л.: Судпромгиз, 1963. 602 с.
- Павленко П. Д. Расчетно-экспернментальные исследования прочности картеров ведущих мостов грузовых автомобилей. — «Грузовик», 2003, № 6, с. 24−26.
- Патон Б. Е. Технология электрической сварки плавлением. Москва-Киев: Машгиз, 1962. 663 с.
- Петров Г. JI., Тумарев А. С. Теория сварочных процессов. М.: Высшая школа, 1967. 508 с.
- Погодин-Алексеев Г. И., Геллер Ю. А., Рахштадт А. Г. Материаловедение. Методы анализа, лабораторные работы и задачи. М.: Металлургия, 1965. 487 с.
- Погодина-Алексеева К. М. Материаловедение и термическая обработка. М.: Высная школа, 1966. 228 с.
- Потапьевский А. Г. Сварка в защитных газах плавящимся электродом. М.: Машиностроение, 1974. 237 с.
- Потапьевский А. Г., Райский Е. Е. Эффективная тепловая мощность дуги при сварке в углекислом газе. «Автоматическая сварка», 1968, № 8, с. 1−2.
- Прохоров Н. Н. Горячие трещины при сварке. М.: Машгиз, 1952.183 с.
- Расчет температурных полей в пластинах при электросварке плавлением: Справочник / А. А. Казимиров, А. Я. Недосека, А. И. Лобанов и др.: под общ. ред. А. А. Казимирова. Киев: Наукова думка, 1968. 846 с.
- Рыкалин Н. Н. Расчеты тепловых процессов при сварке. М.: Машгиз, 1951.296 с.
- Рыкалин Н. Н. Тепловые основы сварки. Ч 1. М.: Изд-во АН СССР, 1947. 271 с.
- Сварка в машиностроении: Справочник в 4-х т./ Редкол.: Г. А. Николаев (пред.) и др. М.: Машиностроение, 1978 Т. 1/ Под ред. Н. А. Ольшанского, 1978. 504 с.
- Сварка в машиностроении: Справочник в 4-х т./ Редкол.: Г. А. Николаев (пред.) и др. М.: Машиностроение, 1978 Т. 2/ Под ред. А. И. Акулова, 1978. 462 с.
- Сварка и свариваемые материалы. В 3-х т. Т. 1. Свариваемость материалов. Справ, изд. / Под ред. Э. Л. Макарова. М: Металлургия, 1991. 528 с.
- Сефериан Д. Металлургия сварки. М.: Машгиз, 1963. 347 с.
- Справочник по сварке. Под ред. В. А. Винокурова. Т. 3. М.: Машиностроение, 1970. 504 с.
- Теория сварочных процессов: Учеб. для вузов по спец. «Оборудование и технология свароч. пр-ва» / В. Н. Волченко, В. М. Ямпольский, В. А. Винокуров и др. Под ред. В. В. Фролова. М.: Высшая школа, 1988. 559 с.
- Технология и оборудование контактной сварки. Б. Д. Орлов, А. Д. Чакалев, Ю. В. Дмитриев и др. М.: Машиностроение, 1986. 352 с.
- Технология и оборудование сварки плавлением и термической резки: Учебник для вузов. 2-е изд. испр. и доп./ А. И. Акулов, В. П. Алехин, С. И. Ермаков и др./ Под ред. А. И. Акулова. М.: Машиностроение, 2003. — 560 с.
- Технология электрической сварки металлов и сплавов плавлением. Под ред. акад. Б. Е. Патона. М.: Машиностроение, 1974. 768 с.
- Хромченко Ф. А. Справочное пособие электросварщика. М.: Машиностроение, 2003. 416 с.
- Хренов К. К. Сварка, резка и пайка металлов. М.: Машиностроение, 1974.408 с.
- Штейнберг С. С. Материаловедение. Свердловск: Металлургиздат, 1961.598 с.98