Исследование процессов комплексной высокотемпературной энерготехнологической переработки природного газа
Переход от преимущественного использования в энергетических установках твердого топлива к нефти и природному газу кроме чисто технологических аспектов имеет большое значение для экологии. Последовательность приоритетного использования различных видов ископаемых топлив соответствует тому, как эти топлива располагаются по мере уменьшения вредного воздействия на окружающую среду. Экологическое… Читать ещё >
Содержание
- 1. ВВЕДЕНИЕ
- 1. -1. Направления использования процессов энерготехнологической переработки природного газа
- 1−2. Анализ существующих технологий получения синтез-газа и водорода
- 1. -3. Задачи исследования
- 2. ЭКСПЕРИМЕНТАЛЬНЫЙ СТЕНД «РЕГЕНЕРАТОР» ДЛЯ ИССЛЕДОВАНИЯ ПРОЦЕССОВ ВЫСОКОТЕМПЕРАТУРНОЙ ЭНЕРГОТЕХНОЛОГИЧЕСКОЙ ПЕРЕРАБОТКИ ПРИРОДНОГО ГАЗА
- 2−1. Высокотемпературный регенеративный нагреватель
- 2−2. Основные системы и агрегаты стенда
- 3. МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ПАРОВОЙ НЕКАТАЛИТИЧЕСКОЙ КОНВЕРСИИ МЕТАНА В ТЕПЛООБМЕННИКЕ РЕГЕНЕРАТИВНОГО ТИПА
- 3−1. Механизм реакции паровой некаталитической конверсии метана
- 3−2. Расчет состава газа паровой некаталитической конверсии метана
- 3−3. Основные уравнения математической модели паровой некаталитической конверсии метана в теплообменнике регенеративного типа
- 3−4. Результаты расчетов
- 4. ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ ПРОЦЕССА ВЫСОКОТЕМПЕРАТУРНОЙ НЕКАТАЛИТИЧЕСКОЙ КОНВЕРСИИ ПРИРОДНОГО ГАЗА В РЕГЕНЕРАТИВНЫХ НАГРЕВАТЕЛЯХ
- 4−1. Методика проведения экспериментального исследования
- 4−2. Влияние температуры насадки на состав сухого конвертированного газа
- 4−3. Содержание водяных паров и углерода в конвертированном газе
- 4−4. Влияние расхода парометановой смеси на состав конвертированного газа
- 4−5. Влияние неизотермичности поля температуры в радиальном направлении на состав конвертированного газа
- 4−6. О выделении углерода в насадке
- 4−7. Обсуждение результатов экспериментального исследования
- 4−8. О соответствии эксперимента с теоретическим расчетом
- 5. ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ ПРОЦЕССОВ ТЕРМИЧЕСКОГО РАЗЛОЖЕНИЯ ПРИРОДНОГО ГАЗА
- 5−1. Возможные пути повышения эффективности термического разложения природного газа
- 5−2. Результаты исследования пиролиза природного газа в насадке регенеративного газонагревателя
- 5−3. Пиролиз природного газа в свободном объеме регенеративного газонагревателя
- 6. СРАВНИТЕЛЬНЫЙ АНАЛИЗ РАЗЛИЧНЫХ МЕТОДОВ ПИРОЛИЗА И КОНВЕРСИИ ПРИРОДНОГО ГАЗА
- 6−1. Энергетические затраты на получение водорода различными методами
- 6−2. Сопоставительный анализ выбросов двуокиси углерода при получении водорода различными методами
- 7. ИСПОЛЬЗОВАНИЕ ПРОДУКТОВ ВЫСОКОТЕМПЕРАТУРНОЙ ЭНЕРГОТЕХНОЛОГИЧЕСКОЙ ПЕРЕРАБОТКИ ПРИРОДНОГО ГАЗА ДЛЯ ПРОЦЕССОВ ПРЯМОГО ВОССТАНОВЛЕНИЯ ЖЕЛЕЗА
- 7−1. Современное состояние и перспективы развития производства металлизированного сырья
- 7−2. Анализ процессов прямого восстановления железа
- 8. МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ГАЗОВОГО ВОССТАНОВЛЕНИЯ СЛОЯ ЖЕЛЕЗОРУДНЫХ МАТЕРИАЛОВ
- 8−1. Физико-химические процессы газового восстановления
- 8−2. Моделирование восстановительных процессов
- 8−3. Расчет восстановления одиночного окатыша
- 8−4. Расчет восстановления неподвижного слоя железорудных материалов
- 9. ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ ВОССТАНОВЛЕНИЯ ОКАТЫШЕЙ В РЕТОРТЕ
- 9−1. Методика проведения экспериментов. Сопоставление расчетных и экспериментальных данных. Использование различных газов-восстановителей
- 9−2. Изменение температурных полей и состава восстановительного газа в процессе восстановления
- 9−3. Свойства металлизированного продукта
- 10. РАСЧЕТНОЕ ИССЛЕДОВАНИЕ ВОССТАНОВЛЕНИЯ НЕПОДВИЖНОГО СЛОЯ ЖЕЛЕЗОРУДНЫХ МАТЕРИАЛОВ
- 10−1. Макрокинетические стадии реакции восстановления
- 10−2. Зависимость хода восстановления от условий проведения процесса
- 10−3. Влияние удельного расхода газа на показатели восстановления
- 10−4. Двухстадийное восстановление
11. ОПИСАНИЕ И РАСЧЕТ НОВОЙ ТЕХНОЛОГИИ ПРЯМОГО ВОССТАНОВЛЕНИЯ ЖЕЛЕЗА С ИСПОЛЬЗОВАНИЕМ В КАЧЕСТВЕ ВОССТАНОВИТЕЛЬНОГО АГЕНТА ПРОДУКТОВ ВЫСОКОТЕМПЕРАТУРНОЙ ЭНЕРГОТЕХНОЛОГИЧЕСКОЙ ПЕРЕРАБОТКИ ПРИРОДНОГО ГАЗА.
11−1. Возможные технологические схемы и параметры процессов.
11−2. Установка с открытым контуром восстановительного газа.
11−3. Установка с системой рециркуляции восстановительного газа.
12. УСТАНОВКА ПО ПРЯМОМУ ВОССТАНОВЛЕНИЮ ЖЕЛЕЗА ЧЕРЕПОВЕЦКОГО МЕТАЛЛУРГИЧЕСКОГО КОМБИНАТА АО СЕВЕРСТАЛЬ).
12−1. Конструкция и параметры работы установки прямого восстановления ЧерМК.
12−2. Основные агрегаты, узлы и системы установки.
12−3. Работа установки при восстановлении рудных материалов.
12−4. Переработка цинкосодержащих отходов металлургического производства.
13. ВЫВОДЫ.
Исследование процессов комплексной высокотемпературной энерготехнологической переработки природного газа (реферат, курсовая, диплом, контрольная)
1−1. Направления использования процессов энерготехнологической переработки природного газа.
Изменение приоритетов в использовании различных видов топливно-энергетических ресурсов происходит достаточно быстро. В начале девятнадцатого столетия основным видом топлива было дерево. В конце прошлого века первое место по уровню потребления занимает уголь. В то время доля нефти и природного газа в общем балансе энергопотребления не превышала нескольких процентов. К 1975 году доля угля сократилась до 30%, примерно столько же приходилось на природный газ, в то время как потребление нефти становится определяющим, превышая 40%. Начиная с середины 70-х годов происходит относительное снижение потребления нефти. В 2000;му году, согласно имеющимся прогнозам, использование природного газа превысит потребление нефти и будет увеличиваться до 2020;2030 годов [1].
Переход от преимущественного использования в энергетических установках твердого топлива к нефти и природному газу кроме чисто технологических аспектов имеет большое значение для экологии. Последовательность приоритетного использования различных видов ископаемых топлив соответствует тому, как эти топлива располагаются по мере уменьшения вредного воздействия на окружающую среду. Экологическое загрязнение от использования природного газа меньше, чем от нефти. В свою очередь использование нефти приносит меньший вред окружающей среде, чем уголь. В условиях постоянно увеличивающегося потребления топливно-энергетических ресурсов другая последовательность в использовании природных топлив привела бы к непоправимому нарушению экологического равновесия. Сама природа в определенной степени контролирует степень воздействия на окружающую среду, связанную с жизнедеятельностью человека. Однако природный потенциал по переработке и нейтрализации вредных отходов не бесконечен. К настоящему времени становится очевидным, что обеспечение на земле экологического равновесия возможно только при условии целенаправленной и последовательной деятельности по минимизации технологических выбросов.
Технология использования каждого из видов ископаемых топлив в своем развитии проходит несколько этапов. Первоначально топливо используется только в чистом виде. В дальнейшем развиваются технологии его переработки, которые позволяют осуществлять более эффективное использование топлив в энергетических установках. Развитие этих технологий во времена преимущественного использования угля и нефти было продиктовано необходимостью получения из топлив веществ и соединений, необходимых для других промышленных технологий и производств. Соображения относительно того, что повышение энергетической эффективности сжигания топлив сокращает вредное влияние энергетики на окружающую среду, практического значения не имели.
Широкое использование природного газа в энергетике начинается в пятидесятых годах настоящего столетия. Одновременно природный газ становится одним из важнейших источников сырья для многих промышленных технологий. Разрабатываются технологии переработки природного газа с целью получения чистого водорода, а также смеси водорода и окиси углерода. В отличие от того времени, когда уголь и нефть являлись основными видами топлив, продукты переработки природного газа (водород) рассматриваются уже не только как сырье для химических технологий. Одним из основных направлений использования водорода, получаемого из природного газа, является водородная энергетика, которой отводится значительная роль в сокращении вредных выбросов топливно-энергетического комплекса.
В последние десятилетия рост потребления природных топлив для энергетических целей приводит к возникновению так называемого, «парникового эффекта». Повышение температуры близлежащих слоев атмосферы связано с увеличением содержания в атмосфере газов, прозрачных для солнечной радиации и непрозрачных для инфракрасного излучения земной поверхности. Оценки показывают, что примерно 55% вклада различных газов в парниковый эффект приходится на долю двуокиси углерода, остальное — на метан (15%), окислы азота (6%) и фреоны (24%). Связанная с эмиссией двуокиси углерода опасность необратимого изменения климата является одной из серьезнейших проблем, стоящих перед человечеством.
Согласно существующим оценкам основными источниками повышения содержание двуокиси углерода являются: сжигание природных топлив — 73%, что на 25% связано с сокращением лесов, и 2% увеличения содержания СОг дает цементная промышленность [2].
Эмиссия двуокиси углерода не может быть уменьшена в рамках традиционных подходов, используемых при очистке отходов промышленных предприятий, т. е. при использовании безотходных технологий, при которых их образование сведено к минимуму, как, например, для уменьшения содержания NOx в продуктах сгорания.
Основным направлением сокращения количества двуокиси углерода, выбрасываемой в атмосферу, является энергосбережение. Т. е. снижение потребления топливно-энергетических ресурсов, повышение эффективности их использования при одновременном использовании новых видов топлив, не содержащих углерод. Водородная энергетика рассматривается в качестве одного из направлений снижения эмиссии двуокиси углерода. Основным источником для получения водорода является природный газ. Получение водорода из природного газа осуществляется двумя процессами: термическим разложением (пиролизом), в результате которого из природного газа получают сажево-дородную смесь, и конверсией — реакцией взаимодействия метана с окислителями с образованием смеси окиси углерода и водорода.
Как правило, в энергетике смесь водорода и окиси углерода называется синтез-газом, а в металлургическом производстве — восстановительным газом. Процессы получения водорода и синтез-газа из природного газа здесь и далее будут называться комплексной энерготехнологической переработкой природного газа.
1−1.1 Энергетика.
Проблема рационального расходования энергии и развития энергосберегающих технологий стала особенно острой после энергетического кризиса 1973 года. Развитие энергосбережения явилось естественной реакцией рынка на увеличение цен на топливно-энергетические ресурсы и позволило в значительной степени сократить потребление ископаемых топлив, в первую очередь нефти. Использование энергосберегающих технологий привело к тому, что предложение на рынке топливно-энергетических ресурсов к 1987 году превысило потребление. Как следствие — резкое падение цен. В этих условиях рыночные механизмы были не в состоянии обеспечить дальнейшее повышение энергоэффективности. Для потребителей и для производителей энергетических ресурсов в этих условиях оказывалось более выгодным допустить определенные потери энергии, чем финансировать энергосберегающие мероприятия. Начиная с конца 80-х развитие энергосберегающих технологий в развитых странах и в Европейском Сообществе в целом регламентируется не рыночными отношениями, а законодательной базой. Определяется это уже не экономическими причинами и ценообразованием на рынке энергетических ресурсов, а экологической безопасностью [3]. Считается, что если не принимать немедленных мер по уменьшению содержания двуокиси углерода, то увеличение температуры может достигнуть 1,5−2 К к 2010;2020 годам. Если меры по уменьшению содержания двуокиси углерода будут приниматься через 40 лет, то остановить увеличение средней температуры на земле на уровне 2° вряд ли удастся [2, 4].
Реальная угроза экологической безопасности стимулирует разработку и принятие ряда законодательных ограничений, регламентирующих уровень допустимой эмиссии газов, вызывающих «парниковый эффект». В 1990 году Европейское Сообщество ратифицирует Конвенцию о Климатических Изменениях, предписывающую сохранение выбросов газов, вызывающих изменение климата Земли к 2000 году на уровне 1990 года [5]. В Дании, Норвегии, Швеции вводятся специальные налоги на выбросы СОг, аналогичные законодательные меры обсуждаются в ряде стран Европейского Сообщества [6].
Уменьшение экологических последствий от использования ископаемых топлив не может быть эффективным, если энергосберегающие технологии используются только в отдельных странах. Сложность решения этой проблемы во многом определяется тем, что для тех стран, где до настоящего времени не уделялось должного внимания развитию энергосберегающих технологий, применение новых высокоэффективных методов получения, переработки и использования топлив связано со значительными вложениями материальных средств. Затраты, необходимые для того, чтобы довести эффективность использования энергии в странах бывшего Советского Союза до сегодняшнего европейского уровня, оцениваются в $ 1.3 трл., для развивающихся стран — $ 1,0 трл. [4].
Несмотря на очевидные достижения энергосберегающих технологий, ясно, что это не позволит полностью решить проблему экологической безопасности планеты. Мировое потребление энергоресурсов постоянно увеличивается. Считается, что даже при условии широкого использования энергосберегающих технологий потребление энергии к 2010 году увеличится в 2,5−3,0 раза по отношению к уровню 1990 года. Поэтому наряду с энергосберегающими технологиями должны использоваться новые виды получения энергии, применение которых не сопровождается отрицательным воздействием на окружающую среду. В первую очередь это связано с использованием возобновляемых источников энергии и водородной энергетики, при условии, что водород получается без использования ископаемых топлив. Но и при получении водорода из углеводородного сырья можно существенно сократить вредное воздействие на окружающую среду.
Наиболее дешевым источником водорода в настоящее время являются природные топлива. Однако известные методы получения водорода из природных топлив сопровождаются эмиссией двуокиси углерода [7]. Для того, чтобы избежать увеличения содержания СО2 в атмосфере при получении водорода из природных топлив предлагаются различные схемы декарбонизации, заключающиеся в отделении и складировании двуокиси углерода [8,9]. Для этих целей предполагается использовать полости геологического происхождения, образовавшиеся, в том числе, при разработке нефтяных и газовых месторождений. В таблице 1 приведены оценки стоимости получения водорода из газа, нефти, угля и соответствующего складирования двуокиси углерода. Для ориентировки приведены также затраты при получении водорода электролизом воды в расчете на ГДж/год [10]. Расчет выполнен по ценам 1990 года в Dutch Florins. (Курс US $ в 1990 году: $ 1=1,82 F).
Таблица 1.
Природный газ Нефть Уголь Электролиз.
Инвестиции для производства Н2 12 29 33 45.
Добавочные инвестиции для хранения С02 2.1 4.7 4.0 —.
Производство водорода из природного газа рассматривается методом паровой каталитической конверсией, который в настоящее время считается наиболее освоенным и надежным процессом переработки природного газа:
СН4 + Н20 = СО + ЗН2, получаемая в процессе окись углерода при соединении с водой переходит в водород и двуокись углерода [11] со + н2о = со2 + н2.
Большая часть водорода, получаемого в мире, около 45 Мтонн водорода в год, производится по этой технологии.
Технический водород используется для синтеза аммиака:
ЗН2 + N2 = 2NH3, составляющего основу азотных удобрений. Большое количество водорода используется в нефтеперерабатывающей промышленности для гидроочистки нефтепродуктов. Водород, получаемый методами каталитической конверсии природного газа, является сырьем для производства метанола:
2Н2 + СО = СНзОН, применяемого при синтезе пластмасс и искусственных волокон [12]. В свою очередь аммиак и метанол рассматриваются также в качестве перспективного топлива для ряда энергетических процессов и технологий [13].
Кроме процессов каталитической конверсии водород может быть получен при пиролизе природного газа:
СН4 = С ТВ + н2, при котором, наряду с газообразным водородом, получается сажа, либо, как это принято называть в промышленности резинотехнических изделий, технический углерод.
Разрабатываются различные процессы получения водорода. В условиях дефицита метана и при наличии дешевых углей считается целесообразным получение природного газа из низкокалорийных углей с последующим его разложением на сажу и водород [14]. Даже при столь длительной и сложной технологической цепочке, в некоторых случаях это оказывается экономически оправданным при определенных соотношениях цен на природный газ и уголь.
В настоящее время термическое разложение природного газа не рассматривается в качестве процесса для получения водорода в промышленных масштабах, поскольку эффективных и надежных методов пиролиза природного газа не существует.
Очевидно, что при наличии надежных и эффективных методов пиролиза природного газа с получением водорода и сажистого углерода, этот процесс также сможет найти широкое применение для водородной энергетики. В целях сокращения эмиссии двуокиси углерода при сжигании дисперсного углерода, получаемого при термическом разложении природного газа, также может быть использована процедура отделения и последующего захоронения [15].
Сжигание сажистого углерода сопряжено с рядом трудностей. Одна из основных проблем — это необходимость значительных времен выдержки при высоких температурах для воспламенения сажи, а также организация распыла и точного регулирования расхода мелкодисперсных частиц. Эти ограничения могут быть преодолены при приготовлении жидкосажетопливных суспензий путем растворения сажистого углерода с использованием поверхностно-активных веществ в воде и других жидких топливах по аналогии с процессами приготовления водоугольных суспензий, использование которых в энергетике хорошо известно [16].
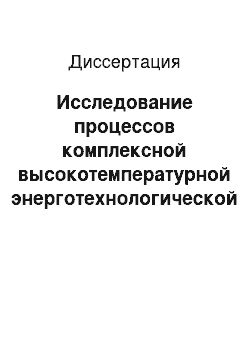
На рис. 1 приведены данные о теплотворной способности топлив, получаемых как смесь сажистого углерода с водой, керосином, метанолом и бензином. Как видно из рисунка, смесь воды и 60% сажистого углерода имеет теплотворную способность не намного ниже, чем бензин и керосин, а сажеметанольные суспензии могут иметь теплотворную способность выше, чем керосин и бензин. В литературе рассматривается возможность приготовления сажежидкотопливных суспензий с содержанием углерода до 75% (весовых), а также различных тройных систем [17].
16С00.
2000;J-,—,—,—,—,.
0 20 40 60 80 100.
Содержание углерода в сахетопливной суспензии, %.
Рис. 1. Теплотворная способность топлив, получаемых как смесь сажистого углерода с водой, керосином, метанолом и бензином.
Одним из возможных направлений использования сажежидкотопливных суспензий является утилизация попутных нефтяных газов, сжигаемых в факелах. При разработке отдаленных нефтяных месторождений, там, где отсутствуют мощности по перекачке попутных нефтяных газов с мест добычи нефти на газоперерабатывающие заводы, эти о газы сжигаются. В 1992;1994 годах в России в факелах сжигалось порядка 8 млрд. м попутных нефтяных газов ежегодно. К этому надо прибавить порядка 2 млрд. м3 технологического газа, который ежегодно сжигается на газои нефтеперерабатывающих заводах. В тоже время, в отдаленных от центральных областей районах, связанных с промышленным производством и добычей полезных ископаемых, зачастую существует значительный дефицит в жидких топливах. Создание мобильных и эффективных средств термического разложения природного и попутных газов даст возможность осуществлять переработку этих газов и производить жидкосажетопливные суспензии непосредственно на местах.
При анализе возможного использования жидкосажетопливных суспензий, как правило, главное внимание уделяется увеличению объемной теплотворной способности топлив, получаемых, как смесь жидкого топлива и сажистого углерода. Увеличение последней на 30−40% означает, что при использовании данного вида топлив транспортные средства смогут преодолевать без дозаправки на 30−40% большее расстояние, чем на стандартном жидком топливе. Технический углерод из газа содержит минимальное количество примесей, его использование будет сопровождаться меньшим загрязнением окружающей среды, чем при сжигании угля и мазута [14].
Использование топлив на базе сажистого углерода может рассматриваться при условии одновременного сокращения потребления топлив, сжигание которых сопровождается эмиссией двуокиси углерода. Поскольку содержание вредных примесей в жид-косажетопливных суспензиях ниже, чем в других топливах, в этом случае ухудшение экологической ситуации происходить не будет.
1−1.2 Металлургия, химия, производство технического углерода.
Если при каталитической конверсии дальнейшее использование двуокиси углерода представляется маловероятным и необходимы специальные меры по ее отделению и складированию, то получаемая при пиролизе сажа (дисперсный углерод) может найти широкое использование в различных промышленных технологиях. В зависимости от свойств стоимость технического углерода из природного газа может изменяется от $ 300 до $ ЗООО^ЮОО за тонну [18,19]. В настоящее время основным потребителем технического углерода из газа является производство резинотехнических изделий. Доля технического углерода из газа в общем балансе производства технического углерода сравнительно невелика и, как правило, не превышает нескольких процентов. Основное количество получаемого в настоящее время технического углерода производится из жидкого углеводородного сырья. В то же время многие марки саж, используемые при производстве резин и получаемые в настоящее время из жидких топлив, могут быть получены из газа. Основное преимущество технического углерода из газа заключается в том, что он содержит меньше примесей, чем техуглерод из жидкого сырья.
В настоящее время в стране ощущается нехватка в низкодисперсном техническом углероде с поверхностью 30 г/м и выше для производства резинотехнических изделий. Существующие в стране технологии по производству низкодисперсного техуглерода из жидкого сырья из-за роста цен на нефтяное сырье и технологической отсталости не в состоянии в новых экономических условиях обеспечить потребности промышленности резинотехнических изделий в техуглероде необходимого качества. В то же время имеющиеся в стране ресурсы природного и попутного нефтяного газов с точки зрения сырьевой базы позволяют организовать производство требуемого количества технического углерода. Основной проблемой в этом плане является разработка и промышленное освоение новых высокоэффективных методов термического разложения природного газа с целью получения сажеводородной смеси [20].
Одним из направлений, где технология высокотемпературной энерготехнологической переработки природного газа с целью получения водорода и синтез-газа может быть использована с высокой эффективностью, является металлургическое производство.
Черная металлургия — одна из наиболее энергоемких отраслей промышленности. Она потребляет более 11% добываемого в стране топлива, являясь основным потребителем коксующихся углей, а также свыше 15% электроэнергии, расходуемой промышленностью [21]. Дальнейшее развитие металлургического производства должно происходить по линии сокращения потребления энергоресурсов с одновременным переходом на выпуск продукции более высокого качества.
В этой связи большое значение имеет качество углеродных материалов, используемых для рафинирования стали в металлургическом производстве. В Европе сталеплавильное и литейное производства потребляют в настоящее время около 300 ООО тонн углерода. Примерно 20% от этого количества — высококачественный углерод типа графита с низким содержанием серы. Цена этого углерода $ 615−620 за тонну. Стоимость углерода рядового качества — нефтяного и металлургического коксаоколо $ 310150 за тонну [18]. Считается, что для металлургических целей использование технического углерода из газа является наиболее перспективным, поскольку сажа из газа не содержит примесей, более активна, чем кокс и графит.
Потребность металлургической промышленности только Западной Европы в техническом углероде из газа оценивается примерно в 2 млн. тонн в год. Технический углерод может использоваться в сталеплавильном, литейном производствах, для получения карбида кремния, некоторых видов огнеупоров. Технический углерод из природного газа является перспективным сырьем для производства некоторых конструкционных материалов, в том числе карбидов металлов. Однако отсутствие надежных и экологически чистых методов пиролиза накладывает значительные ограничения на промышленное использование «газовой» сажи.
Одним из наиболее перспективных направлений использования высокотемпературных восстановительных газов с низким содержанием окислителей является доменное производство. Восстановление окислов железа в домне происходит за счет твердофазного восстановления углеродом кокса и при взаимодействии с окисью углерода, которая образуется при неполном окислении кокса. Другая функция кокса — обеспечение газопроницаемости шихты. В среднем, расход кокса на тонну чугуна в доменном процессе около 450 кг. Если процесс получения горячих восстановительных газов осуществлять за пределами доменной печи и в домну подавать уже предварительно подготовленный восстановительный газ, то количество потребляемого кокса может быть сокращено до 250−280 кг на тонну чугуна. По существующим оценкам это минимальное количество, необходимое для нормального схода шихты и обеспечения ее газопроницаемости. Приведенные данные обоснованы теоретически [23] и подтверждены экспериментально. Еще в шестидесятые годы на Азовстали и Новотульском металлургическом комбинате были проведены пробные пуски с вдуванием в доменную печь горячих восстановительных газов. К сожалению, испытания доменных печей с использованием восстановительного дутья были непродолжительными, поскольку аппараты для конверсии вскоре вышли из строя. Несмотря на то, что данные испытания проводились в режиме экспериментального опробования технологии использования восстановительных газов в доменном процессе, при их проведении было получено сокращения расхода кокса на 95 кг на тонну чугуна.
В данных работах для получения восстановительного газа использовался процесс каталитической конверсии, который осуществлялся при температуре ~1500 К в регенеративных нагревателях, заполненных каталитической насадкой [24−26]. В существующих процессах, используемых в химической технологии, конверсия осуществляется при температуре —1150 К, причем для того, чтобы избежать образования сажистого углерода, отравляющего катализатор, процесс ведется с избытком окислителя (водяной пар, либо двуокись углерода) равным 4−6. Увеличение температуры на 300−350° по сравнению со стандартньми схемами процесса позволило в данном случае осуществить процесс при соотношении исходных компонентов приблизительно равному стехиомет-рическому. Однако условия устойчивой работы аппаратов такой конструкции в данном случае не были реализованы. После непродолжительного периода эксплуатации каталитическая насадка регенеративных нагревателей газа стала закоксовываться.
Сокращение расхода кокса на ~100 кг не является предельным. Для того, чтобы уменьшить расход кокса в максимальной степени, необходимо использовать восстановительных газ с температурой не ниже 1800 К, при этом содержание в нем окислителей (Z Н2О и СО2) не должно превышать 5%, а азота 10% [27]. Использование восстановительных газов с более низкой температурой потребует их догрева в горне доменной печи. Это приведет к дополнительному потреблению кокса. Требования к содержанию окислителей является наиболее жестким, поскольку каждый процент окислителей в восстановительном газе равносилен увеличению расхода кокса на ~5% [27]. В настоящее время методов получения восстановительного газа, отвечающих подобным требованиям, не существует.
Сокращение расхода кокса позволяет увеличить загрузку доменной печи и повысить производительность доменного процесса. При этом количество вредных примесей в получаемом металле и в отходах металлургического производства уменьшается [24].
Другим направлением возможного использования в металлургии методов высокотемпературной энерготехнологической переработки природного газа являются процессы прямого восстановления железа [22]. Основными технологиями прямого восстановления, используемыми в настоящее время в промышленном производстве, являются Мидрекс и Хил-Ш [44, 45]. Технологии получения восстановительного газа в процессах прямого восстановления имеют ряд ограничений, которые не позволяют их использовать для других металлургических переделов, в том числе для переработки неутилизи-руемых отходов металлургического производства.
По имеющимся данным в 1993;1995 годах в России выход железосодержащих отходов металлургического производства был равен ~6500 тыс. тонн ежегодно.
Общий объем утилизированных железосодержащих отходов различных металлургических переделов в среднем равнялся 5400−5500 тыс. тонн.
Количество железосодержащих отходов, сброшенных в отвалы и шламонакопите-ли за этот период, оценивается в -1000 тыс. тонн ежегодно.
Общее количество накопленных на сегодняшний день в отвалах железосодержащих отходов оценивается в 120−140 млн. тонн. Ежегодное складирование на свалках миллионов тонн отходов наносит значительный урон окружающей среде. Первоочередной задачей является максимальное сокращение количества неутилизируемых железосодержащих отходов металлургического производства, выбрасываемых ежегодно на свалки. Только после этого можно будет рассматривать возможность переработки существующих хранилищ. Несмотря на то, что содержание железа в большинстве отходов металлургического производства (шламах) примерно такое же, как в рудном концентрате, их повторное использование ограничено наличием большого количества веществ, отрицательно влияющих на технологический процесс. Наибольшее количество производимых шламов приходится на долю доменного, мартеновского, конвертерного и сталеплавильного производств (около 70% общего количества). Основным препятствием для полного вторичного использования этих шламов является высокое содержание цинка. Железная руда и концентрат многих месторождений имеют относительно большое содержание Zn (0,1−0,4 по массе) [28]. Температура кипения цинка равна 1180 К. В руде цинк находится в виде окиси ZnO. В горячей восстановительной зоне доменной печи оксид цинка восстанавливается до чистого цинка, который при этих температурах интенсивно испаряется. Пары цинка, поднимаясь в верхние горизонты, снова окисляются до оксида ZnO, который осаждается на холодной поверхности рудного сырья. Так образуется как бы «замкнутый контур» Zn в доменной печи. Определенная часть Zn осаждается на внутренней поверхности доменной печи в виде гарнисажа и настылей, часть цинка, осаждающаяся на поверхности частиц пыли, выносится из доменной печи. Это приводит к тому, что содержание цинка в шламах газоочисток достигает, а в некоторых случаях превосходит его содержание в необогащенных цинковых рудах (1−6%) [29]. В настоящее время шламы, в основном, перерабатываются путем добавления в шихту агломерата в количестве от 10 до 100 кг на тонну в зависимости от исходного содержания цинка в руде. Содержание Zn в шихте должно быть ограничено. По существующей технологии оно не должно превышать 240−260 г на тонну выплавляемого чугуна. В целом, добавление цинкосодержащих шламов к шихте отрицательно сказывается на работе доменных печей [30].
Данная проблема должна быть решена методом выделения цинка из шламов, с его последующим использованием в цветной металлургии. По данным на 1993 год при переработке неутилизированных отходов металлургического производства могло быть получено дополнительно: железа — 600−700 тыс. тонн, цинка — 18−22 тыс. тонн.
Утилизация отходов металлургического производства с экономической точки зрения может оказаться выгодной даже без учета того, что при этом снижается уровень загрязнения окружающей среды. Утилизация «вторичных ресурсов» окупается за счет реализации получаемых при этом материалов, экономии топливно-энергетических ресурсов, затрат на добычу, переработку и транспортировку.
Возможной технологией переработки цинкосодержащих отходов может являться восстановительный отжиг, при котором оксид Zn восстанавливается до чистого Zn с последующим его испарением при температурах выше 1200 К. Поскольку температура восстановления оксида цинка и его возгонки выше температуры восстановления окислов железа (1000−1100 К), то применение подобной технологии позволит одновременно с отделением цинка получать железо, входящее в состав отходов металлургического производства, в восстановленном виде.
Описанная выше последовательность операций может использоваться не только для отделения цинка. Использование высокотемпературного восстановительного отжига для целей переработки и разделения различных химических элементов может применяться достаточно широко. Необходимым условием для реализации данной технологии является то, что часть элементов, входящих в состав перерабатываемой смеси, может быть восстановлена газовым восстановителем и имеет давление насыщения ниже, чем у исходной матрицы, от которой необходимо произвести отделение данного элемента, либо группы элементов.
13. выводы.
Комплексная переработка природного газа с получением водорода и сажистого углерода, а также смеси водорода и окиси углерода создает новые возможности для использования природного газа в различных сферах промышленного производства. Реализация данного подхода позволяет осуществить раздельное использование продуктов, получаемых из природного газа в тех процессах, где это может быть сделано с максимальной эффективностью.
Создание новых высокоэффективных методов пиролиза природного газа с последующим использованием водорода для энергетических нужд, а сажистого углерода для металлургического производства, либо для изготовления конструкционных материалов дает возможность получить водород для нужд водородной энергетики экологически чистым способом, тогда как при использовании современных средств получения водорода из природного газа, приходится считаться с присутствием двуокиси углерода в газовых выбросах.
Применение высокотемпературных восстановительных газов с низким содержанием окислителей позволит сократить расход твердых восстановителей в металлургическом производстве, тем самым повысить эффективность использования топливно-энергетических ресурсов в одной из наиболее энергоемких отраслей промышленности, решить проблему утилизации широкого класса промышленных отходов, которые в рамках существующих технологий не могут быть переработаны и являются источником загрязнения окружающей среды.
Продукты комплексной энерготехнологической переработки природного газа могут быть использованы в энергетике, металлургии, химии, резинотехнике и т. д. Это комплексная технология, коммерциализация которой потребует исследования и отработки достаточно большого количества новых процессов. Результаты, полученные в данной работе, являются одним из этапов решения этой проблемы.
Целью данной работы является теоретическое и экспериментальное исследование и отработка новых процессов конверсии и пиролиза природного газа и разработка концепции их промышленного использования. С этой целью в данной работе:
1. Разработан новый процесс высокотемпературной, некаталитической паровой конверсии природного газа, позволяющий при практически стехиометрическом соотношении исходных компонентов получать из природного газа синтез-газ (восстановительный газ) с минимальным количеством окислителей. Проведено экспериментальное и расчетно-теоретическое исследование этого процесса. Полученные результаты подтвердили его высокую эффективность и обеспечили возможность перехода к опытно-промышленной апробации данного метода переработки природного газа.
2. Выполнен комплекс исследований промышленных технологий термического разложения природного газа в газонагревателях регенеративного типа. Изучение механизма термического разложения природного газа позволило определить причины, ограничивающие эффективность этих процессов, и основные источники экологического загрязнения при термическом разложении природного газа в газонагревателях регенеративного типа. Главными из них являются образование в насадке регенеративного нагревателя пироуглерода и высокая концентрация окиси углерода при регенерации этих углеродных отложений в циклическом режиме работы регенеративных нагревателей.
3. Сформулированы основные принципы осуществления нового, высокоэффективного, экологически чистого процесса термического разложения природного газа, при котором процесс разложения осуществляется по линии образования сажистого углерода без образования пироуглерода. Данный процесс получил название пиролиз «в свободном объеме регенеративного нагревателя». В работе проведено комплексное исследование данного процесса, разработано оборудование для его реализации.
4. Выполнен сравнительный анализ существующих методов получения водорода из природного газа. Показано, что затраты энергии и выбросы двуокиси углерода в атмосферу при использовании процесса пиролиза природного газа «в свободном объеме регенеративного нагревателя» значительно ниже по сравнению с существующими в настоящее время технологиями.
5. Одним из направлений использования продуктов высокотемпературной энерготехнологической переработки природного газа является металлургическое производство, в том числе технология прямого восстановления железа. Разработан новый процесс прямого восстановления железа с использованием в качестве восстановительного агента продуктов высокотемпературной переработки природного газа. Выполнен комплекс расчетно-теоретических и экспериментальных исследований в обоснование нового метода прямого восстановления. Проведено сопоставление технико-экономических параметров новой технологии прямого восстановления с существующими в настоящее время в промышленном производстве. Показано, что разработанный в данный работе процесс прямого восстановления железорудного сырья по своим технико-экономическим показателям находится на уровне самых современных процессов металлизации типа Мидрекс.
6. Разработка и исследование процессов высокотемпературной конверсии и пиролиза природного газа потребовало создание новой экспериментальной базы. Многие технические решения, разработанные при этом являются оригинальными. Их использование при апробации полученных в работе результатов в промышленных условиях обеспечило надежное осуществление разрабатываемых процессов.
7. На Череповецком металлургическом заводе (АО Северсталь) разработана и пущена в эксплуатацию опытно-промышленная установка по прямому восстановлению железорудного сырья, восстановительным агентом в которой являются продукты высокотемпературной энерготехнологической переработки природного газа. Длительная эксплуатация этой установки подтвердила правильность предложенных решений. Использование в качестве восстановительного агента продуктов высокотемпературной энерготехнологической переработки природного газа позволяет перерабатывать материалы нетрадиционные для процессов прямого восстановления, в том числе цинкосодержащие отходы металлургического производства. На установке ЧерМК был осуществлен комплекс исследований по отработке технологии утилизации цинкосодержащих отходов металлургического производства.
Список литературы
- Hefner R.A. Toward Sustainable Economy Growth: «The Age of Energy Gases"//1.t. J. Hydrogen Energy, Vol. 20, № 12, p. 945−948, 1995.
- Nicoletti G. The Hydrogen Option For Energy: A Review of Technical, Environmental and Economic Aspects//Int. J. Hydrogen Energy, Vol.20, № 10, p. 759−765, 1995.
- Chateau B. Introduction to Demand Oriented Energy Policies. Training Seminar on Demand Oriented Policy. Grenoble, Enerdata, November, 1996.
- Quakernaat J. Hydrogen in a Global Long-Term Perspective//Int. J. Hydrogen Energy, Vol.20, № 6, p. 48592, 1995.
- Morcheoine A. et al. Transport Energy — Environment. The challenge. Paris, 1995.
- Lapillonne B. European Union Experience in Energy Efficiency. Training Seminar on Demand Oriented Policy. Grenoble, Enerdata, November, 1996.
- Водород. Справочник, M.: Химия, 1989.
- Steinberg М. Production of Hydrogen and Methanol From Natural Gas With Reduced CO2 Emission. Hydrogen Energy Progress XI, Proceeding of the 11th World Hydrogen Energy Conference, Stuttgart, Germany, 23−28 June 1996. Vol. 1, p. 499−510.
- Haary Audus et al. Dicorbonisation of Fossil Fuels: Hydrogen as an Energy Carrier. Hydrogen Energy Progress XI, Proceeding of the 11th World Hydrogen Energy Conference, Stuttgart, Germany, 23−28 June 1996. Vol. 1, p. 525−534.
- Okken P.A., Lako P. and Ybena J.R. Cost Effective Integration in Energy Systems with C02 Constraints//Int. J. Hydrogen Energy, Vol. 20, № 12, p. 975−985, 1995.
- Gaudernack В., Lynum S. Hydrogen from Natural Gas without Release of CO2 to the Atmosphere, Hydrogen Energy Progress XI, Proceeding of the 11th World Hydrogen Energy Conference, Stuttgart, Germany, 23−28 June 1996, Volume 1, p. 511−523.
- Письмен M.K. Производство водорода, M.: Химия, 1976.
- Rothstein J. Hydrogen and Fossil Fuels//Int. J. Hydrogen Energy, Vol. 20, № 4, p. 283−286, 1995.
- Grohse W. and Steinberg M. Production of a clean fuel derived from coal for use in stationary and mobil heat engines. BNL 38 089, Brookhaven National Laboratory, Upton New York, 1986.
- Muradov N.Z. How to Produce Hydrogen from Fossil Fuels Without CO2 Emission//Int. J. Hydrogen Energy, Vol. 18 № 3, p.p. 211−215, 1993.
- First European Conference in Coal Liquid Mixtures, EFGE Publication Series № 34. The Institute of Chemical Engineers, Pergamon Press, Oxford, England, 1983.
- Steinberg M. Production of a clean fuel derived from coal for use in stationary and mobil heat engines. BNL 38 086, Brookhaven National Laboratory, Upton New York, 1986.
- Fulcheri L. and Scowob Y. From Methane to hydrogen, carbon black and water//Int. J. Hydrogen Energy, Vol. 20, № 3, p. 197−202, 1995.
- Установка по непрерывному процессу пиролиза Сосногорского газоперерабатывающего завода. Технический регламент. М.: ИВТАН, 1997.
- Бюл. НТИ Черная металлургия № 6, М: 1996.
- Гимельфарб А.И., Неменов A.M., Тарасов Б. Е. Металлизация и электроплавка железорудного сырья. М.: Металлургия, 1981.
- Рамм А.Н. Современный доменный процесс. М.: Металлургия, 1980.
- Гохман Ю.И., Воскобойников В. Г. и др. Опытная плавка с применением горячих восстановительных газов и технического кислорода//Сталь, № 4, 1970.
- Козуб В.Н., Андронов В. Н., Попов И. Н., Тихомиров Е. Н. О возможности интенсификации доменной плавки при вдувании в горн печи восстановительных газов на атмосферном дутье//Сталь, № 6, 1968.
- Андронов В.И., Бачинин А. А., Козуб В. Н., Попов Н. Н. Применение горячих восстановительных газов в доменной плавке. Сб. трудов ДонНИИчермета, Металлургия чугуна, № 8, стр. 162−175, 1969.
- Литвинов В.К. Использование низкотемпературной плазмы в процессах конверсии метана природного газа в синтез-газ. Исследование плазмохимических процессов и плазменных устройств. Минск, 1975, стр. 159−171.
- Доменное производство. Справочник под ред. Е. Ф. Вегмана, т.1, М.: Металлургия, 1964, стр. 409.
- Гарина И.М. Производство металлизированных окатышей для доменной плавки за рубежом. Бюл. НТИ Черная металлургия № 18, 1979.
- Костров В.А., Солодков В. И., Котов А. П. и др. О поведении цинка в доменной пе-чи//Сталь № 8,1980.
- Зуев В.П., Михайлов В. В. Производства сажи. М.: Химия, 1970, стр. 187−190.
- Czernichowski A., Czernichowski P. and Ranaivocoloarimana A. Plasma Ругоlysis of Natural Gas in Gliding Arc Reactor. Proceeding of the 11th World Hydrogen Energy Conference, Stuttgart, Germany, 23−28 June 1996, Volume 1, p. 661−669.
- Rusanov V.D. Hydrogen Energy and Tecnologes: Reaseach and Development in Russia. Proceeding of the 11th World Hydrogen Energy Conference, Stuttgart, Germany, 23−28 June 1996, Volume 1, p. 3718.
- Лейбуш А.Г. Производство технологического газа для синтеза аммиака и метанола из углеводородных газов. М.: Химия, 1971.
- Вакк Э.Г., Семенов В. П. Каталитическая конверсия в трубчатых печах. М.: Химия, 1973.
- Ибаидзе Э.К. Исследование процесса конверсии природного газа с применением железо-аллюминиевых катализаторов. В сб.: Исследования в области неорганической и физической химии, т. 2, М.: Химия, 1971.
- Ильенко Б.К., Брунцеховой А. Б. Влияние некоторых факторов на конверсию природного газа в кипящем слое. В Кн.: Каталитическая конверсия углеводородов, Киев: Наукова Думка, 1974, вып. 1, стр. 85−89.
- Тимофеев А.В., Усюкин И. П. Некоторые вопросы высокотемпературной конверсии метана. Труды МИХМ, т. 2, 1968.
- Устюгова М.П., Макаров К. И. Автотермическая конверсия природного газа с целью получения горячего газа-восстановителя. В сб.: ВНИИГАЗПРОМ Использование газа в народном хозяйстве, № 4, 1973.
- Дедеян Р.Я., Челюскин И. П., Семенов В. П. Конверсия метана при небольших избытках окислителя. НИИТЭХИМ, В сб.: Оборудование, его эксплуатация, ремонт и защита от коррозии в химической промышленности. М., № 12, 1973.
- Триббо JI.T., Гринько Б. С. Получение горячих газов-восстановителей кислородной конверсией природного газа. Реферативная информация, № 12, 52, 1971.
- Визель Я.М., Зырянов С. И., Игумнов B.C., Мостинский И. Л. Теплообмен при течении эндотермически реагирующего газа через засыпку в обогреваемой трубе//ТВТ, т. 19, № 5, 1981.43,44,454 849,5051,52.