Научное обоснование и разработка технологии предварительной термической обработки конструкционных азотируемых сталей
Таким образом, совокупность данных по измерению твердости, параметров спектров ЯГР-спектроскопии, петель магнитного измерения на частных циклах, можно трактовать как формирование в процессе медленного охлаждения от температуры у-области железо-хромовых кластеров, статистически распределенных в кристаллической решетке а-твердого раствора. Предполагается, что конфигурация кластеров соответствует… Читать ещё >
Содержание
- Глава 1. Литературный обзор
- 1. 1. Система железо — азот
- 1. 2. Современное представление о формировании структуры азотированного слоя легированных сталей
- 1. 2. 1. Формирование представлений о процессе азотирования
- 1. 2. 2. Влияние режимов азотирования на структуру азотированного слоя
- 1. 2. 2. 1. Влияние температуры азотирования
- 1. 2. 2. 2. Влияние времени азотирования
- 1. 2. 2. 3. Влияние химсостава сплава
- 1. 2. 2. 4. Влияние скорости охлаждения
- 1. 2. 2. 5. Влияние условий нагрева до температуры азотирования
- 1. 2. 2. 6. Двухступенчатое азотирование
- 1. 2. 2. 7. Влияние термообработки после высокотемпературного азотирования
- 1. 2. 3. Влияние структурного состояния материала перед азотированием на формирование азотированного слоя
- 1. 2. 3. 1. Влияние внутренних напряжений в исходной структуре
- 1. 2. 3. 2. Влияние размера зерна твердого раствора
- 1. 2. 3. 3. Влияние обезуглероживания поверхности
- 1. 2. 3. 4. Влияние режимов отпуска перед азотированием
- 1. 4. Износостойкость азотированных сталей
- 1. 5. Контактная выносливость азотированных сталей
Научное обоснование и разработка технологии предварительной термической обработки конструкционных азотируемых сталей (реферат, курсовая, диплом, контрольная)
Азотирование является одним из наиболее эффективных способов поверхностного упрочнения, повышающих твердость, сопротивление изнашиванию, контактную выносливость, сопротивление к схватыванию, теплостойкость и коррозионную стойкость разнообразных деталей машин. Этот процесс химико-термической обработки (ХТО) нашел широкое применение во многих отраслях машиностроения.
Основным отличием низкотемпературного азотирования, которое выгодно выделяет его на фоне других методов высокотемпературных ХТО (цементация, нитроцементация .), служат малые деформации и коробления деталей. Это связано с отсутствием фазовых превращений в процессе насыщения поверхности азотом и низкими температурами процесса (500.650° С). Отсутствие деформаций позволяет исключить из технологической цепочки этап финишного шлифования изделия в заданный размер (за исключением прецизионных и особо ответственных деталей). Кроме этого, азотирование обладает еще рядом достоинств, среди которых необходимо выделить высокую твердость азотированного слоявысокое сопротивление изнашиванию, теплостойкость слоя до 500 — 600° С и его коррозионную стойкость [1].
Кроме ощутимых достоинств азотирование обладает и рядом недостатков, которые несколько снижают область применения этого метода ХТО. Это большая длительность процесса (десятки часов), низкая контактная выносливость, по причине небольшой толщины азотированных слоев (менее 1 мм), хрупкость слоя, нестабильность результатов азотирования от садки к садке при проведении процесса в промышленных условиях.
В настоящее время во всем мире намечается тенденция к замене традиционных высокотемпературных видов ХТО, таких как цементация и нитроцементация на процессы азотирования. Этому способствуют новые научные разработки в области азотирования, позволяющие постепенно избавляться от многих недостатков процесса. На международных конференциях (МОТО) все большее внимание уделяется исследованиям, посвященным этой низкотемпературной ХТО.
В технологии азотирования существует ряд факторов управления процессом азотирования, изменение которых дает возможность регулировать структурное состояние азотированного слоя, а, следовательно, и его эксплуатационные свойства. Среди этих факторов можно выделить: температуру и время азотирования, состав насыщающей среды, степень диссоциации аммиака, состав азотируемой стали и др. Однако, что эти факторы управления позволяют воздействовать на структуру и свойства азотированного только в процессе азотирования.
Между тем, на структуру и свойства азотированного слоя должно оказывать существенное влияние исходное структурное состояние сплава, которое во многом определяется предварительной термообработкой до азотирования. При существующей технологии азотирования предварительная термообработка чаще всего рассматривается только как способ получения заданных механических свойств сердцевины азотированных деталей, уменьшения их коробления и улучшения обрабатываемости резаньем. В промышленности широко применяют такой вид предварительной термической обработки как «улучшение». Он заключается в закалке и высоком отпуске заготовок.
Несмотря на широкое применение предварительной термообработки при упрочнении деталей азотированием, ее влияние на структуру получаемого азотированного слоя изучено мало и однозначного мнения по данному вопросу пока не выработано. По данным одних исследователей свойства азотированного слоя (в частности твердость как наиболее легко контролируемое свойство) не зависят от режимов отпуска перед азотированием [2]. Позднее эти же исследователи пришли к заключению, что твердость азотированного слоя легированных сталей снижается с увеличением температуры отпуска закаленных сталей перед азотированием [3]. По их мнению, это связано с «различной дисперсностью структуры до азотирования». Однако ряд исследований [13, 14], посвященных процессам азотирования, показал, что снижение дисперсности структуры, а значит ее дефектности, приводит к росту твердости азотированного слоя, что связано с изменением процессов формирования упрочняющих нит-ридных выделений. Максимум твердости азотированного слоя был получен на практически равновесной структуре отжига.
Уменьшение твердости азотированного слоя легированных сталей при повышении параметров отпуска перед азотированием также установлено германскими учеными [4]. По их мнению, это связано со снижением доли нитри-дообразующих легирующих элементов в твердом растворе в связи с процессами карбидообразования во время отпуска. Нехватка нитридообразующих элементов приводит к уменьшению количества выделившихся в процессе насыщения азотом нитридов легирующих элементов. Возможна также перестройка карбидов в карбонитриды. Тем не менее, германскими учеными не приведены данные о влиянии температуры предварительного отпуска на твердость азотированного слоя безуглеродистых сплавов, где процессы карбидообразования можно практически исключить.
В этой связи для повышения эффективности процесса азотирования необходимо установление зависимостей структуры и свойств упрочненного слоя от режимов предварительной термической обработки. Такие зависимости имеют особую значимость, поскольку азотирование является, как правило, заключительной операцией при изготовлении деталей машин.
Поэтому представляется актуальным оценить потенциал предварительной термообработки как фактора управления структурой и свойствами азотированного слоя, что должно существенным образом расширить возможности регулирования процесса азотирования.
Цель работы. Разработка научно обоснованных режимов предварительной термической обработки конструкционных азотируемых сталей для повышения эксплуатационных свойств деталей машин.
Для достижения указанной цели были поставлены и решены следующие задачи:
— 81. Установить влияние предварительной термообработки на исходное структурное состояние изучаемых сплавов, включая возможность перераспределения легирующих элементов в твердом растворе малолегированных железо-хромистых сплавов и анализ зависимости количества дефектов кристаллического строения от режимов термообработки.
2. Провести термодинамическую оценку степени расслоения в малолегированных твердых растворах на основе a-Fe в зависимости от режимов предварительной термообработки и химсостава исследуемых сплавов.
3. Установить зависимость изменения тонкой структуры азотированного слоя сталей и сплавов, включая оценку размера и количества упрочняющих нитридных частиц от режимов предварительной термообработки.
4. Установить связь между исходным структурным состоянием, структурой азотированного слоя, его свойствами и режимами предварительной термической обработки.
5. Определить влияние температурно-временных режимов предварительной термообработки на закономерности изменения твердости, износостойкости и контактной выносливости азотированных сталей и сплавов.
6. Разработать рекомендации по выбору режимов предварительной термообработки азотируемых сталей.
Научная новизна.
Впервые доказана роль предварительной термообработки перед азотированием как фактора управления структурой и свойствами азотированного слоя, осуществляющего направленное воздействие на подготовку тонкой структуры твердого раствора для образования нитридных частиц заданного размера и плотности их распределения.
Установлено перераспределение атомов хрома в малолегированных же-лезохромистых твердых растворах, приводящее к образованию сегрегаций его атомов, являющихся центрами формирования нитридных частиц азотированного слоя. Качественно оценена степень расслоения твердого раствора по концентрации хрома в зависимости от режимов предварительной термообработки. Определен интервал температур отпуска сплавов Fe-4%Cr, вызывающего повышение количества атомов хрома в первой координационной сфере железа и появление следов а-фазы.
Выявлена сложная зависимость размера и количества нитридных частиц в структуре азотированного слоя от температурно-временных параметров предварительной термообработки. В предварительно закаленных образцах при отпуске в интервале температур 500−550° С наблюдается минимальный размер нитридных частиц, который увеличивается с повышением температуры отпуска. В предварительно отожженных образцах при тех же температурах нагрева наблюдается максимальный размер нитридных выделений, который уменьшается при дальнейшем повышении температуры. Количество нитридных частиц в азотированном слое обратно пропорционально их размеру.
Установлено влияние тонкой структуры упрочненного слоя на уровень упругих микродеформаций, а твердого раствора и ее связь с характером изменения твердости азотированного слоя в зависимости от режимов предварительной термообработки.
Разработана модель формирования упрочняющих нитридных выделений в азотированном слое легированных сталей и сплавов, в которой установлена связь тонкой структуры азотированного слоя со степенью расслоения твердого раствора в функции режимов предварительной термообработки.
Практическая значимость.
На основе установленных закономерностей разработана технология предварительной термообработки азотируемой стали ВКС-7 (16Х2НЗМФБАЮ). Она предусматривает проведение закалки от 920° С (масло) и двукратного отпуска 500° С, 2 ч + 600° С, 2 ч. Первый отпуск необходим для образования сегрегаций легирующих элементов в твердом растворе, а второйслужит для получения заданных механических свойств сердцевины и уменьшения коробления азотированных деталей.
Разработанная технология предварительной термообработки создает условия для формирования в приповерхностных областях азотированного слоя некогерентных нитридных частиц и структурного состояния с пониженным уровнем упругих микродеформаций и повышенным запасом пластичности, а твердого раствора в слое, что способствует повышению эксплуатационных свойств деталей машин. Износостойкость возрастает на ~ 30 — 40%. Ожидаемое повышение контактной выносливости составляет ~ 35%.
Формирование некогерентных нитридных частиц в приповерхностных областях азотированного слоя приводит к смещению области слоя с максимальной износостойкостью из глубины слоя к поверхности, что позволяет избежать шлифования изделий после азотирования.
Работа была выполнена на кафедре «Материаловедение» МГТУ им. Н. Э. Баумана.
Автор выражает благодарность сотрудникам ЦНИИЧМ им. Бардина, в особенности Голикову В. А. за помощь в проведении электронномикроскопиче-ских исследованиях, Крапошину B.C. и Либману М. А. за помощь в анализе магнитных свойствсотрудникам кафедры «Физика твердого тела» МГУ им. Ломоносова, под руководством Новаковой А. А. за помощь в проведении структурных исследований. Также автор благодарит Мухина Г. Г., Шахову К. И. и сотрудников ОАО «НИИТавтопром» за ценные консультации по широкому спектру вопросов.
ВЫВОДЫ.
Разработаны научно-обоснованные принципы выбора режимов предварительной термообработки конструкционных легированных сталей с целью решения важной технологической задачи повышения эффективности процесса азотирования и улучшения эксплуатационных свойств азотированных деталей машин. На основе данных принципов установлена зависимость структуры и свойств азотированного слоя от режимов предварительной термообработки, которая выражается в виде следующих положений.
1. Доказана роль предварительной термообработки как фактора управления структурой и свойствами азотированного слоя, осуществляющего направленное воздействие на подготовку тонкой структуры твердого раствора для образования нитридных частиц заданного размера и плотности их распределения.
2. Разработана модель формирования упрочняющих нитридных выделений в азотированном слое легированных сталей и сплавов, согласно которой, местами образования нитридных частиц в процессе азотирования служат сегрегации нитридообразующих легирующих элементов, формирующиеся на стадии предварительной термообработки. При этом размер нитридных частиц в азотированном слое на стадии образования зародышей определяется размером обогащенных легирующими элементами участков твердого раствора.
3. Установлено расслоение твердого раствора с образованием сегрегаций легирующих элементов на стадиях предварительной термообработки. Факт расслоения подтвержден комплексным исследованием структуры и свойств изучаемых сплавов, включая методы мессбауэровской спектроскопии, измерения магнитных характеристик и термодинамическим расчетом. Установлен интервал температур отпуска перед азотированием, в котором отмечается наиболее выраженное расслоение твердого раствора в малолегированных желе-зохромистых сплавах. Расслоение твердого раствора по концентрации хрома в сплаве Fe-4%Cr при температуре отпуска 550° С и выдержке в течение 10 ч настолько значительно, что сопровождается образованием высокохромистой а-фазы.
4. Установлено влияние на размер нитридных частиц в азотированном слое дефектов кристаллического строения твердого раствора, образующихся на стадии предварительной термообработки, как фактора скорости диффузионного роста упрочняющей нитридной фазы. Азотирование сталей непосредственно после закалки, формирующей высокую плотность дефектов кристаллического строения, способствует образованию в слое крупных некогерентных нитридных частиц. В азотированном слое отожженных образцов, напротив, наблюдаются мелкие когерентные матрице нитриды. Уровень микродеформаций, а твердого раствора в первом случае существенно ниже, чем во втором, что выражается в меньшей твердости азотированного слоя закаленных образцов.
5. Показана зависимость тонкой структуры, а в частности размера и количества нитридных частиц, азотированного слоя сталей и сплавов от режимов предварительной термообработки. В предварительно закаленных образцах при отпуске в интервале температур 500−550° С наблюдается минимальный размер нитридных частиц 3,5 нм), который увеличивается до ~ 9 нм при повышении температуры отпуска до 600° С. В предварительно отожженных образцах при тех же температурах нагрева наблюдается максимальный размер нитридных выделений (— 4,5 нм), который уменьшается до ~ 2−3 нм при дальнейшем повышении температуры. Количество нитридных частиц в азотированном слое обратно пропорционально их размеру.
6. Установлено, что размер и количество нитридных выделений, а также уровень упругих микродеформаций матрицы — основные структурные факторы определяющие твердость азотированного слоя в зависимости от предварительной термообработки. Максимальной твердости азотированного слоя соответствует минимальный размер нитридных частиц, когерентных матрице, и их максимальное количество, а минимальной твердости слоя — максимальный размер некогерентных частиц с минимальным уровнем микродеформаций матрицы.
7. Показано, что азотирование сталей и сплавов после отжига с последующим нагревом в температурном интервале максимального расслоения твердого раствора позволяет получить по всей толщине азотированного слоя нитридные частицы одинакового размера, что обусловливает малый градиент снижения твердости по толщине слоя и его высокую несущую способность.
Проведение азотирования после стандартной предварительной термообработки формирует структуру с неблагоприятным распределением упрочняющих нитридных выделений по толщине, выражающимся в их укрупнении и приводящем к резко выраженному градиенту твердости по толщине слоя.
8. Изменение температурно-временных параметров предварительной термообработки дает возможность создать в азотированном слое структурное состояние с некогерентными матрице нитридными частицами, пониженным уровнем упругих микродеформаций в ней и повышенным запасом пластичности, что способствует повышению эксплуатационных свойств деталей машин. Износостойкость возрастает на ~ 30 — 40%, а контактная выносливость — на ~ 35%.
9. Показано, что формирование некогерентных нитридных частиц в приповерхностных областях азотированного слоя приводит к более плавному распределению твердости по толщине и смещению области слоя, отвечающей максимальной износостойкости, к приповерхностной зоне, что дает возможность избежать шлифования изделий после азотирования.
10. Для азотируемой стали ВКС-7 (16Х2НЗМФБАЮ) предложены режимы предварительной термообработки, которая заключается в закалке от 920° С (масло) и двукратном отпуске 500° С, 2 ч + 600° С, 2 ч. Первый отпуск создает условия для образования сегрегаций легирующих элементов в твердом растворе, а второй — определяет механические свойства сердцевины и способствует уменьшению коробления азотированных деталей.
5.1 Заключение.
1. Установлено, что износостойкость азотированного слоя стали 38Х2МЮА зависит от режимов предварительного отпуска перед азотированием. Увеличение температуры отпуска с 500 до 600° С приводит к повышению износостойкости азотированного слоя с одновременным снижением его твердости.
2. Показано, что износостойкость азотированного слоя изменяется по глубине плавно и имеет экстремальный максимум на некотором удалении от поверхности (0,05.0,1 мм), в то время как максимум твердости слоя располагается вблизи поверхности. С увеличением температуры и времени предварительного отпуска отмечено расширение области с максимальной износостойкостью и ее смещение ближе к поверхности.
3. Установлено, что изменение износостойкости азотированного слоя в зависимости от режимов предварительного отпуска связано с изменением уровня микродеформаций в слое, который напрямую зависит от размера, количества и типа нитридных выделений. Формирование нитридов легирующих элементов, некогерентных матрице, способствует снижению общего уровня микродеформаций в азотированном слое, что обеспечивает повышение износостойкости слоя, несмотря на снижение его твердости. Максимальную износостойкость обеспечивают нитридные частицы размером ~ 10 нм при расстоянии между ними 10. 15 нм. Более крупные нитридные частицы приводят к снижению износостойкости азотированного слоя. Получение такой структуры в азотированном слое позволяет повысить износостойкость деталей машин на ~30−40%.
Из сравнительного анализа результатов структурных исследований азотированной стали ВКС-7 и работ, посвященных изучению ее контактной выносливости, показано, что изменение режимов предварительной термообработки создает условия для получения в упрочненном слое рационального структурного состояния, отвечающего максимальной долговечности. Такая структура характеризуется минимальными микродеформациями кристаллической решетки матрицы, что предусматривает формирование в слое некогерентных нитридных частиц размером ~ 10 нм, и позволяет ожидать повышения контактной выносливости на ~ 35%.
Глава 6. Обсуждение результатов исследований.
Исследованиями структуры азотированного слоя сталей и сплавов, проведенными в МГТУ им. Н. Э. Баумана, установлены основные факторы, определяющие их свойства, а, соответственно, работоспособность. К ним относятся: 1. Размер и плотность нитридных выделений;
— 1682. Типы связей кристаллических решеток твердого раствора и нитридов;
3. Величина микродеформаций решетки твердого раствора при образовании нитридов;
4. Объемная доля и характер распределения пограничных выделений;
5. Химический состав приграничных областей и особенности их микроскопического строения;
6. Количество и тип дефектов в решетке твердого раствора.
Оперируя представленными факторами, попробуем проанализировать полученные экспериментальные данные.
Как показано ранее в первой главе, дефектность структуры имеет важное значение при формировании азотированного слоя (рис. 6.1, 6.2). При малой доли дефектов структуры в исходном состоянии во время азотирования образуются мелкие матричные когерентные нитридные частицы, которые повышают уровень микродеформаций, что способствует формированию максимальной твердости азотированного слоя. В более дефектной структуре нитриды формируются преимущественно по этим дефектам, что сопровождается образованием более крупных некогерентных нитридных частиц и снижением твердости слоя, вследствие меньших микродеформаций. Эксперимент, проведенный на отожженном и закаленном образцах (см. п. 4.1 гл.4), подтверждает эти выводы.
Таким образом, снижение количества дефектов в исходной структуры в целом должно приводить к росту твердости азотированного слоя. Перед азотированием чаще всего проводят предварительную термическую обработку «улучшение», включающую в себя закалку и высокий отпуск. В процессе отпуска дефектная структура мартенсита распадается с образованием структуры ферритокарбидной смеси различной дисперсности. При этом дефектность значительно снижается (снижается плотность дислокаций, количество вакансий и т. п.). Повышение температуры отпуска сопровождается дальнейшим уменьшением количества дефектов. В связи с этим следует ожидать увеличение твердости азотированного слоя в зависимости от режимов предварительного отпуска, вплоть до максимальных значений твердости после отжига.
Рис. 6.1. Схема зависимости структуры и твердости азотированного слоя от дефектности исходной структуры ни.
HV 4.
HV 3.
HV 2.
HV 1 ч.
HV d.
HV.
HV.
HVJ.
HV 2.
HVJ.
400 a).
600 d Ц d 3 d 2 d 1 tomn, 'C.
HV d.
400 600 d 4 d 3 d 2 d 1 tomn, 'C.
Рис. 6.2. Схема изменения твердости HV и размера нитридных частиц d в зависимости от вида термообработки перед азотированием: закалка, отпуск и азотирование (а) — отжиг, нагрев и азотирование (б).
Однако, как показано в первой главе диссертации, результаты ряда работ [3, 4], посвященных этому вопросу, не совпадают с этими выводами. Авторами было показано, что увеличение температуры отпуска перед азотированием приводит к снижению твердости упрочненного слоя. В работе [3] снижение твердости азотированного слоя сталей 38Х2МЮА и 40Х объясняют изменением дисперсности структуры в процессе отпуска, что не соответствует вышеизложенной взаимосвязи между процессами отпуска и формирования азотированного слоя. В другой работе [4] падение твердости слоя связывают с уходом легирующих элементов в процессе отпуска в карбиды. Однако это не объясняет снижение твердости азотированного слоя безглеродистых модельных железо-хромистых сплавов при увеличении температуры отпуска.
В представленной работе было подтверждено, что увеличение температуры предварительного отпуска влияет на твердость азотированного слоя как сталей (38Х2МЮА), так и модельных безуглеродистых сплавов железа с различным содержанием хрома. При этом чтобы уменьшить влияние фактора дефектности структуры после стандартной термообработки перед азотированием (улучшение), были проведены исследования этих же материалов после отжига и дополнительного нагрева с последующим азотированием. О снижении дефектности структуры после различных режимов отпуска судили по замерам твердости поверхности образцов. Как показано в гл. 3, твердость после закалки и отпуска снижается, в особенности на стали 38Х2МЮА (рис. 3.1, 3.2). Проведение нагрева после отжига практически не сказалось на значениях твердости. Она вне зависимости от температуры нагрева находилась около одного значения.
После азотирования закаленного (отожженного) образца поверхностная твердость изменила характер распределения с практически линейного до азотирования на сложное распределение с максимальным (минимальным) экстремумом в интервале температур отпуска (нагрева) 500.550° С (рис. 4.5−4.7, 4.294.31). Дальнейшее повышение температуры отпуска (нагрева) привело к монотонному снижению (росту) твердости азотированного слоя. При этом подобное изменение наблюдалось, как для стали, так и для модельных безуглеродистых сплавов. Такое изменение твердости азотированного слоя связано с изменением уровня упругих микродеформаций в слое, который напрямую зависит от размера и количества нитридов легирующих элементов, а также типа связи их кристаллической решетки с решеткой твердого раствора [34−36].
Изменение износостойкости, исследование которой представлено в главе 5, также связано со структурными изменениями азотированного слоя в зависимости от температуры и времени предварительной термической обработки. Из работы [14] известно, что максимальная износостойкость поверхностного слоя азотированных деталей не совпадает с максимумом твердости азотированного слоя. Максимальная износостойкость наблюдается при формировании структуры азотированного слоя с определенными размерами нитридных выделений. Максимальную износостойкость обеспечивают нитриды размером ~ 10 нм при расстоянии между ними 10. 15 нм.
Такая зависимость износостойкости от размера нитридов связана с уровнем микродеформаций, возникающих при формировании нитридных частиц, поскольку величина микродеформации зависит от типа выделений, структуры окружающей матрицы, размера и характера связи нитрида с решеткой твердого раствора. Уменьшение микродеформации матрицы должно повышать ее пластические свойства и, соответственно, способность пластически деформироваться и упрочняться в процессе изнашивания.
Результаты электронномикроскопических исследований, приведенных в гл. 4, позволили однозначно утверждать, что падение твердости и увеличение износостойкости азотированного слоя экспериментальных образцов при изменении параметров термической обработки перед азотированием также связано со снижением уровня микродеформаций в слое, что вызвано ростом нитридных выделений и уменьшением их количества при увеличении режимов предварительного отпуска (нагрева) [37].
Характер распределения износостойкости по глубине упрочненного слоя имеет ярко выраженный максимум, расположенный на некотором удалении от поверхности (рис. 5.1, 5.2). Такое положение максимума износостойкости связано с формированием в этой области нитридов с оптимальным размером. Послойный электронномикроскопический анализ подтверждает эти данные (рис. 4.24). Увеличение параметров предварительного отпуска приводит к смещению зоны с максимальной износостойкостью ближе к поверхности. Одновременно эта зона расширяется, площадка с максимальной износостойкостью увеличивается. Это связано с образованием в приповерхностной зоне более крупных нитридных частиц, размер которых отвечает оптимальному уровню износостойкости. Близкое расположение к поверхности максимума износостойкости может позволить избежать проблем, связанных с «вредной» структурой в азотированном слое, которая обладает низкой износостойкостью и зачастую должна быть удалена путем шлифования. «Вредная структура» формируется в поверхностных слоях азотированного слоя и состоит из нитридов железа и мелких, когерентных нитридных частиц легирующих элементов. Высокий уровень микродеформаций, вызванный образованием этих нитридных частиц, приводит к понижению износостойкости на поверхности.
Следует еще раз отметить, что в работе [14] максимальной износостойкости азотированного слоя добивались, варьируя температуру азотирования. При высокой температуре азотирования (620° С) была получена структура, отвечающая максимальной износостойкости (некогерентно связанные нитриды, расположенные в пластичной матрице).
В данной диссертации для получения структуры с максимальной износостойкостью изменяли только температурно-временные режимы предварительной термообработки, а условия азотирования были одинаковыми для всех партий образцов. Причем температура азотирования была достаточно низкой (500° С). При такой температуре азотирования следовало ожидать формирования когерентных мелкодисперсных нитридов, однако увеличение температуры и времени предварительного отпуска позволило получить более крупные нитриды, отвечающие максимальной износостойкости азотированного слоя [34−40].
Поэтому встает вопрос о причинах изменения размера и плотности нитридных частиц в азотированном слое в зависимости от режимов предварительной термообработки. Как говорилось выше увеличение температуры и времени отпуска должно способствовать образованию мелких нитридов на менее дефектной матрице. Однако результаты проведенных в данной работе исследований говорят об обратном.
Давно известен факт, что в ряде сплавов при нагреве на различные температуры возможно протекание процессов расслоения или упорядочения. Поскольку при азотировании особое значение имеет система Fe-Cr, то рассмотрим ее подробнее. В этих сплавах проявляется такое явление как «хрупкость 475° С», заключающаяся в резком охрупчивании высокохромистого сплава при температуре 475° С [41]. Это приводит к сильному уменьшению ударной вязкости.
В работах [42, 43] методами нейтронографии было показано существование расслоения в сплавах системы Fe-Cr при концентрациях Сг больше 20%. Закаленные образцы подвергали нагреву и выдержке при температурах от 300 до 700° С с шагом в 50° С. Первые небольшие изменения структуры были зафиксированы при температуре 450° С. При 550° С процесс распада идет с максимальной скоростью. При нагреве на 600° С и выше результаты свидетельствуют о гомогенизации. По данным авторов критическая температура расслоения для сплава Fe с 28% Сг находится между 550 и 600° С. Радиус концентрационных неоднородностей по хрому в твердом растворе изменялся от 0,63 нм во время отжига при 475° С за 1 час до 1,70 нм за 200 часов. Таким образом, по мнению авторов, в высокохромистых сплавах железа и хрома в интервале температур 400−550° С наблюдается расслоение твердого раствора на обогащенные и обедненные хромом области, размер которых может составлять 1−10 нм. Обогащенные участки сравниваются со сферическими зонами Гинье-Престона, как в сплавах Al-Zn и Al-Ag. На сплавах Fe-Cr с содержанием хрома ниже 20% расслоение не было обнаружено. Однако это, по-видимому, связано с недостаточной чувствительностью нейтронографического метода при таких концентрациях.
Здесь необходимо отметить, что размер областей, обогащенных хромом, в целом сопоставим с размером нитридных выделений в азотированном слое. В тоже время интервал температур, в котором наблюдается максимальное расслоение, совпадает с температурами азотирования и отпуска перед ним.
На процессы распада твердого раствора также влияет и чистота металла от различных примесей. В работе [44] было показано на сплавах железа с 2324% хрома, что степень распада твердого раствора высокой чистоты после 8-ми часовой выдержки при 475° С в три раза меньше, чем в сплаве технической чистоты.
Образование концентрационных неоднородностей по хрому в твердом растворе возможно не только при низкотемпературных нагревах, но и при нагревах в аустенитной области. В работе [45] авторы приводят данные экспериментальных исследований распределения хрома в закаленной стали 35X5. Используя методы полевой ионной микроскопии, ЯГР, мессбауэровского метода, авторы наблюдали расслоение мартенсита на области богатые и бедные хромом, что связано с расслоением аустенита на обогащенную и обеденную область. Гетерогенное состояние аустенита наследуется мартенситом. Авторы приводят данные по концентрации хрома (ат. %) в обогащенных и обедненных участках мартенсита, полученного при закалке с температуры аустенизации 1200° С с различной выдержкой. При аустенизации 1 час: 12,80 и 2,38- 4 часа: 10,00 и 3,24- 8 часов: 13,90 и 2,90. Возможность высокотемпературного и низкотемпературного расслоения сплавов железо-хром была также продемонстрирована и в работах [46, 47].
Существование «перлитообразной» структуры в сплаве Fe-4% Сг, определенное методами электронной микроскопии (рис. 4.15, 4.16), по-видимому, также связано с наличием в исходной структуре материала неоднородностей по хрому. Вероятно, что при изготовлении сплава в структуре произошли изменения, приведшие к формированию довольно крупных областей, обогащенных хромом. Необходимо отметить, что повышение параметров предварительного отпуска приводит к росту этих областей. Это можно объяснить, основываясь на вышеизложенные данные, процессами распада твердого раствора. Существование уже готовых обогащенных участков должно интенсифицировать этот процесс.
Исходя из анализа полученных экспериментальных данных и изложенного выше обзора, было сформировано предположение, что изменение размера и плотности упрочняющих нитридных частиц в азотированном слое вызвано процессами расслоения твердого раствора в ходе предварительной термообработки и азотирования. Предполагается, что твердый раствор расслаивается на области, обогащенные и обедненные легирующими элементами (в частности хромом). Данные области могут служить центрами формирования нитридных частиц в азотированном слое. Интервал температур, при которых возможен максимальный рост этих областей, обогащенных легирующими элементами (далее сегрегаций, кластеров), соответствует 500−600° С. Таким образом, при проведении процессов азотирования есть основания предполагать, что размер и плотность образующихся нитридных частиц будет зависеть от размера и плотности сегрегаций в твердом растворе. Поэтому при температурах предварительного отпуска в пределах 500−600° С должно наблюдаться укрупнение нитридных выделений при азотировании.
Действительно, результаты электронной микроскопии, представленные в гл. 4, подтверждают это предположение. Нитриды в азотированном слое отожженной стали 38Х2МЮА и модельного сплава Fe-4% Сг имеют максимальный размер при температуре предварительного отпуска 500−550° С (рис. 4.39, 4.40). Дальнейшее повышение температуры отпуска ведет к уменьшению их размера. Эксперимент по изучению влияния предварительной термообработки на структуру и свойства отожженных сплавов был проведен для снижения влияния дефектов кристаллического строения, которое сильно проявляется при азотировании улучшенной стали. Структура после отжига близка к равновесной, изменение которой во время дополнительного нагрева должно быть не значительно. Тем не менее, процессы нагрева после отжига повлияли на изменение структуры азотированного слоя. По всей видимости, это связано с образованием сегрегаций легирующих элементов в твердом растворе во время нагрева перед азотированием.
Если придерживаться предложенной гипотезы о формировании нитридов в азотированном слое на подготовленных в процессе отпуска скоплениях легирующих элементов, то становится понятным приближение области максимальной износостойкости к поверхности (рис. 5.2, 5.3). При проведении предварительного отпуска в интервале температур максимального роста сегрегаций хрома, в исходной структуре формируются крупные обогащенные области, что приводит к формированию крупных нитридных частиц при азотировании. Это сказывается и на характере распределения нитридов в слое: ближе к поверхности возникают более крупные нитриды, отвечающие лучшей износостойкости азотированного слоя.
Проведенные в п. 3.3 главы 3 методом селективной по глубине конверсионной мессбауэровской спектроскопии исследования безуглеродистого модельного сплава Fe-4%Cr подтвердили возможность формирования нитридов легирующих элементов по описанному выше механизму. Нагрев отожженного материала при температуре 550° С в течении 10 ч приводит к перераспределению атомов хрома с группировкой их в ближайшей координационной сфере железа.
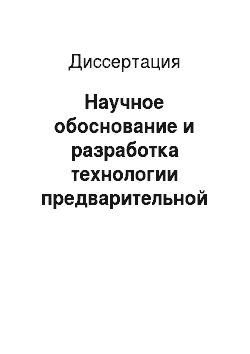
Наблюдавшиеся методом ЯГР-спектроскопии эффекты взаимной перегруппировки атомов железа и хрома можно интерпретировать как образование в пределах а-твердого раствора с ОЦК-решеткой кластеров Fe-Cr с конфигурацией, соответствующей фрагментам кристаллической решетки а-фазы. Для этого следует рассмотреть особенности структуры а-фазы с учетом заселения различных кристаллографических позиций в этой структуре атомами железа и хрома. На рис. 6.3 показан план структуры а-фазы в на плоскость (001), т. е. перпендикулярно тетрагональной оси «с» по данным [48].
Элементарная ячейка а-фазы содержит 30 атомов, распределенных по пяти неэквивалентным кристаллографическим позициям: a, f, ic, id, j. Обозначив атомы, занимающие эти положения соответственно через А, В, С, D, Е, можно наглядно представить их расположение в структуре а-фазы (рис. 6.3). Всего в элементарной ячейке имеется два атома, А (а), четыре атома В (f), и по восемь атомов С (ic), D (id) и Е (j). Согласно нейтронографическим данным [49], в структуре а-фазы системы Fe-Cr позиции, А и В заняты исключительно атомами Fe, позиции С и Е исключительно атомами Сг, позиции D статистически заселены атомами обоих типов. Кристаллическую структуру а-фазы можно представить в координационных полиэдрах Франка-Каспера [50] с координационным числом 14 (рис. 6.4). Эти полиэдры объединяются вдоль оси 6-го порядка в стержни, при этом выполняется взаимное пересечение полиэдров, так что 6-кратная вершина каждого полиэдра одновременно центрирует объем соседнего. Вся структура а-фазы выполняется параллельной укладкой этих стержней вдоль тетрагональной оси «с» (см. фото модели структуры а-фазы на рис. 6.5).
Можно предположить, что в процессе охлаждения сплавов железа с 2−4% Сг от 950° С, т. е. из области стабильности у-фазы, в а-области может произойти самопроизвольное преобразование части координационных полиэдров ОЦК-структуры с 14 вершинами (ромбододекаэдров) в координационные полиэдры Франка-Каспера с тем же числом вершин 14. Подобное преобразование рассматривалось в работах [51, 52] в качестве элемента полиморфного превращения из ГЦК в ОЦК-структуру. Геометрия этого преобразования показана на рис. 6.6. Можно представить себе, что при малых содержаниях хрома в сплаве продуктом такого преобразования будет не область а-фазы, а фрагменты ее кристаллической структуры в виде отдельных полиэдров Франка-Каспера с координационным числом 14 или их стержневидных объединений числом в несколько кластеров. Эти фрагменты вписаны в исходную ОЦК-структуру в качестве неких трехмерных дефектов.
Анализируя показанный выше характер размещения атомов разного сорта в структуре а-фазы легко убедиться, что атомы железа, заселяющие позиции А, В и D (т.е. все атомы железа), будут иметь в качестве соседей атомы хрома как в первой, так и во второй координационных сферах. Тогда становится понятным появление на ЯГР-спектрах свидетельств о присутствии атомов железа с.
Рис. 6.3. План структуры а-фазы в на плоскость (001) (перпендикулярно тетрагональной оси «с») [48].
Рис. 6.4. Схема кристаллической структуры полиэдра Франка-Каспера [50].
Рис. 6.5. Фотография модели структуры о-фазы.
J3,.
1 Wr.
10' vl 2.
12'.
Tr.
Рис. 6.6. Преобразование части координационных полиэдров ОЦК-структуры с 14 вершинами (ромбододекаэдров) в координационные полиэдры Франка-Каспера [51, 52] соседством атомов хрома, как в первой, так и во второй координационных сферах после отжига при 950° С. В исходном состоянии такие атомные конфигурации не фиксируются.
Предполагая возможность образования отдельных фрагментов кристаллической структуры промежуточной фазы в пределах кристаллической решетки матричного твердого раствора, мы учитываем многочисленные данные об образовании со-фазы в объеме ОЦК р-фазы титановых сплавах. Характер диффузного рассеяния на электронограммах быстрозакаленных сплавов титан-железо указывает на образование со-кластеров, т. е. наномасштабных кластеров с конфигурацией гексагональной со-фазы [53]. Очевидно, что со-подобный кластер с осью симметрии 6-го порядка будет формироваться из ромбододекаэдра ОЦК Р-фазы по точно такой же схеме, которая показана на рис. 6.6. Надо иметь в виду, что отражения от со-фазы наблюдаются на электронограммах только вдоль оси <111> Р-фазы, что обусловлено известными соотношениями периодов решеток сои р-фаз. Образование со-подобных кластеров — широко распространенное явление, оно обнаружено не только в титановых сплавах, но и в сплавах систем Zr-Al [47], Ni-AI [48], Cu-Zn [49], Cu-Mn-AI [50], Fe-Al [58].
Дополнительным подтверждением выдвинутой гипотезы является появление на ЯГР-спектрах линий, соответствующих ст-фазе, после определенных режимов термообработки.
Присутствие железо-хромовых кластеров после медленного охлаждения от 950° С сплавов с малым содержанием хрома проявляется и при измерении некоторых характеристик магнитного гистерезиса. На кривых зависимости остаточной индукции и максимальной индукции от температуры отпуска, следующего после закалки при 950° С, виден резкий подъем при переходе от 550 к 600° С в случае измерения в максимальном поле 480 А/м (рис. 3.3). Это говорит об облегчении процесса намагничивания в слабых полях. Вполне естественно ожидать, что железо-хромовые кластеры будут стабилизировать границы магнитных доменов, и их устранение (разрушение) при увеличении температуры отпуска приводит к увеличению остаточной индукции на частном цикле петли гистерезиса. Тот же эффект прослеживается и в изменении величины коэрцитивной силы (рис. 3.4): при повышении температуры отпуска Нс уменьшается. Эффекты торможения доменных границ железо-хромовыми кластерами слабы, и выявляются только на частных петлях гистерезиса. В максимальном намагничивающем поле 560 кА/м эффекты не наблюдаются, при этом индукция становиться равной 2,2 Тл, что соответствует намагниченности насыщения железа.
Таким образом, совокупность данных по измерению твердости, параметров спектров ЯГР-спектроскопии, петель магнитного измерения на частных циклах, можно трактовать как формирование в процессе медленного охлаждения от температуры у-области железо-хромовых кластеров, статистически распределенных в кристаллической решетке а-твердого раствора. Предполагается, что конфигурация кластеров соответствует полиэдрам Франка-Каспера с координационным числом 14, образующих кристаллическую структуру а-фазы. Кластеры могут содержать несколько таких полиэдров, объединенных в стержни вдоль оси <111> ОЦК-решетки. Кроме того, такие стержни могут объединяться между собой по боковым граням, как это имеет место в кристаллической структуре а-фазы. Легко представить себе, что по мере увеличения содержания хрома в сплаве железо-хром упругое взаимодействие между подобными кластерами приведет к их упорядоченному расположению, что и проявится как образование областей а-фазы. В наших условиях это подтверждается появлением линий а-фазы на спектрах ЯГР после отпуска при 550° С в течение 10 ч. Само формирование железо-хромовых кластеров с а-подобной конфигурацией может происходить по механизму реконструкции координационных полиэдров ГЦК-, ОЦКГП-решеток, предложенному ранее в качестве механизма мартенситного превращения в [51, 52]. Инициирование процесса реконструкции координационного полиэдра может происходить в процессе охлаждения от высоких температур благодаря разнице коэффициентов температурного расширения межатомных связей железо-железо и железо-хром. Кроме того, согласно предложенной в [51, 52] общей схеме перехода ГЦК-ОЦК промежуточной конфигурацией такого перехода является конфигурация фазы А15 (типа Cr3Si), структура которой может быть представлена в виде укладки координационных полиэдров Франка-Каспера с 14 вершинами. В нашем случае возможна фиксация фрагментов этой промежуточной конфигурации в течение длительного времени в виде описанных выше а-подобных кластеров. Несомненно, что стабилизация кластеров может быть связана также с тем, что в структуре а-фазы системы железо-хром расстояние между атомными слоями (вдоль оси «с») составляет 2,28 А, что значительно меньше расстояний Fe-Fe в решетке железа (2,48 А) или Сго.
Сг в решетке хрома (2,49 А). Такое уплотнение атомной упаковки при образовании а-подобных кластеров может снижать энергию упругих искажений. Проведенные эксперименты показывают также, что после закалки от 950° С образование кластеров подавлено, в то же время образовавшиеся после медленного охлаждения от той же температуры кластеры разрушаются в процессе нагрева выше 550° С. Но и сама а-фаза во многих случаях стабильна лишь в определенном интервале температур, распадаясь в системах Fe-Cr, Co-V и Nb-Re по эв-тектоидной реакции. В системе Fe-Cr температура эвтектоидного распада составляет около 450° С (рис. 6.7)[59]. Возможно, что и стабилизация переохлажденного аустенита при введении в сталь хрома (смещение вправо носа С-кривых) является проявлением стабилизации кластеров, являющихся промежуточной конфигурацией при у-а-превращении.
Все вышесказанное подтверждает гипотезу о том, что обогащенные хромом участки твердого раствора могут служить центрами зарождения нитридных частиц и существенно влиять на их размер.
В качестве косвенного подтверждения данной гипотезы был проведен термодинамический анализ возможности расслоения малолегированных сплавов на основе а-железа и формирования сегрегаций легирующих элементов в температурном интервале предварительной термообработки и азотирования.
С точки зрения термодинамических свойств неидеальные твердые растворы, для которых характеристическая энергия взаимодействия ближайших соседей отлична от нуля, можно качественно классифицировать по знаку этой энергии.
Weight Percent Chromium.
Рис. 6.7. Диаграмма состояния системы Fe-Cr.
Если в бинарном сплаве, содержащем атомы, А и В, энергия взаимодействия двух атомов, А и двух атомов В меньше энергии взаимодействия атома, А с атомом В (характеристический потенциал модели ближайших соседей — отрицательный),.
20=0аа+0ВВ-20ав то есть силы притяжения между одинаковыми атомами слабее, чем между разными, то в результате каждый атом стремится окружить себя возможно большим числом атомов другого сорта. При низких температурах такое упорядочение может привести к образованию сверхструктуры. При высоких температурах образованию сверхструктуры препятствует тепловая энергия, существование которой всегда ведет к хаотическому атомному расположению с высокой энергией. Напротив, в случае положительного 0 при низких температурах твердый раствор стремится распасться на области, обогащенные компонентом, А и В.
Эти особенности строения твердого раствора после термической обработки, предшествующей азотированию, безусловно, должно сказываться на процессах формирования нитридов и, соответственно, свойствах азотированных сплавов.
Качественную оценку вероятных изменений в структуре твердых растворов бинарных систем можно получить при использовании подхода, известного как квазихимическое приближение.
В простейшей модели («идеальный раствор») используется допущение, что при образовании раствора теплота смешения равна нулю, а энергия смешения равна конфигурационной энтропии хаотического расположения атомов. Модель, используемая в большинстве расчетов такого типа, сводится к модели взаимодействия ближайших соседей посредством центральных сил. Эти предположения не позволяют адекватно описывать состояние металлических растворов, так как не учитывается изменение спектра тепловых колебаний атомов при образовании растворов, изменение плотности электронных состояний и изменение магнитных моментов атомов. Последние два фактора особенно характерны для переходных металлов.
Кауфманом и Несором были получены выражения для термодинамических функций бинарных сплавов переходных металлов на основе формального способа описания концентрационных, а также температурных зависимостей термодинамических функций растворов, используя представление их в виде рядов. При этом для описания термодинамических особенностей металлических растворов они ограничились двумя членами аппроксимирующего полинома, впервые введенного Гуггенгеймом для бинарной системы [60, 61].
При таком переходе G121″ 6 описывается следующим выражением:
G, 2H36=XiX2 [а12(Т)х,+в12(Т)х2].
Где Gi2m6 — избыточная энергия Гиббса двойного раствора, Дж/мольа12, в, 2 — коэффициенты для расчета термодинамических функций двойных сплавов, Дж/моль;
X], х2 — концентрация элементов, ат.%.
Тип межатомного взаимодействия в твердых растворах оценивается по параметру Gi2H36 как расслоение, если G121″ 6 >0, и как упорядочение, если Gi2H36<0. Зависимости коэффициентов ai2 и В12 представлены в таблице 9.
Список литературы
- Лахтин Ю. М., Коган Я. Д. Азотирование стали. — М.: Машиностроение, 1976. — 256 с.
- Лахтин Ю. М. Физические основы процесса азотирования. М.: Машгиз, 1948. — 144 с.
- Лахтин Ю. М., Любкин А. А. Влияние исходной структуры на глубину и твердость азотированного слоя // МиТОМ. — 1970. — № 3. — С. 50−52.
- Rembges W. Einfluss der Warmebehandlung auf das Nitriedverhalten von Vergutungsstahlen // Z. f. wirtsch. Ferting. 1978. — Bd. 6. — S. 329−332.
- The Iron Nitrogen System / V. G. Paranjpe., C. F. Floe., M. Cohen, M.
- B. Beuer // Journal of Metals. 1950. — V. 188, № 2. — P. 261−267.
- Fri Ag. Stickstoff in Eisen, Stahl und Sonderstahl. Ein neues Ober-flachen hartungsverfahren // Stahl und Eisen. 1923. — V. 40, № 4. — S. 43−46.
- Meyer O., Hobrok R. Uber die Nitrierung von Eisen und Eisenlegirun-gen // Archiv. Eisenhuttenwesen. 1931. — Jg. 5, H. 5 — S. 251−260.
- Палатник Л. С. Исследование системы азот-сталь. // Журнал технической физики. 1936. — Т. VI, вып. 4. — С. 384−604.
- Косолапов Г. Ф. О твердости азотированного слоя // Техника воздушного флота. 1938. — № 11. — С. 75−83.
- Яхнина В. Д., Никитин В. В. Формирование твердости азотированного слоя // МиТОМ. 1975. — № 2. — С. 28−32.
- Косолапов Г. Ф., Герасимов С. А., Бабенко Н. П. Тонкая структура и свойства азотированного слоя // Новые сплавы и методы упрочнения деталей машин / Под ред. Б. Н. Арзамасова. -М.: МГТУ, 1981. С. 95−105.
- Исследование структуры азотированных сталей / А. В. Гаврилова,
- C. А. Герасимов, Г. Ф. Косолапов, Ю. Д. Тяпкин // МиТОМ. 1974. — № 3. — С. 14−17.
- Белоцкий А. В., Пермяков В. Г., Самсонюк И. М. О природе твердости азотированной стали // ФММ. 1968. — Т. 26, № 5. — С. 942−945.
- Гуляев А. П., Коновальцев В. И., Никитин В. В. Особенности формирования свойств диффузионного слоя в процессе азотирования // МиТОМ. — 1983.-№ Ю.-С. 27−30.
- Конторович И. Е. Азотизация стали и свойства азотированного слоя.- М. Л.: ГОНТИ, 1938. — 92 с.
- Бахирев М. А. Разработка процесса получения глубоких азотированных слоев на легированных конструкционных сталях и повышение эксплуатационных свойств в результате последующей термической обработки: Дисс.. канд. тех. наук. М., 1983 — 189 с.
- Попов А. А. Теоретические основы химико-термической обработки.-М.: Машгиз, 1975.- 120 с.
- Мак-лин Д. Границы зерен в металлах. М.: Металлургиздат, 1960. -210с.
- Попов А. А., Михалев М. С. Физика металлов и металловедение. -М.: Машгиз, 1959.-268 с.
- Левин Е. Е. Микроскопическое исследование металлов / Практическое руководство. -М.: Машгиз, 1951. 176 с.
- Горелик С. С., Расторгуев Л. Н., Скаков Ю. А. Рентгенографический и электроннооптический анализ. М.: Металлургия, 1970. — 200 с.
- Эндрюс К., Дайсон Д., Киоун С. Электроннограммы и их интерпретация.-М.: Мир, 1971.-256 с.
- Шиммель Г. Методика электронной микроскопии. М.: Мир, 1972. -300 с.
- Анализ гетерогенной структуры поверхности аморфных сплавов с помощью эффекта Мессбауэра / А. А. Новакова, А. А. Киселев, Р. Н. Кузьмин, Г. В. Сидорова // Письма в ЖЭТФ. 1986. — Т.43, вып.7. — С. 321−324.
- Новакова А. А., Кузьмин Р. Н. Мессбауэровская конверсионная спектроскопия и ее применения. — М.: Изд. Московского Университета, 1989. — 72 с.
- Золотаревский В. С. Механические испытания и свойства металлов. М.: Металлургия, 1974. — 304 с.
- Глазаров В. М., Вигдорович В. Н. Микротвердость металлов и полупроводников. М.: Металлургия, 1969. — 248 с.
- Зажигаев JI. С., Кишьян А. А., Романиков Ю. И. Методы планирования и обработки результатов физического эксперимента. М.: Атомиздат, 1978.-232 с.
- Ковбаса С. И., Ивановский В. Б. Теория вероятностей и математическая статистика: Учебное пособие для экономистов. СПб.: Альфа, 2001. -192 с.
- Литвинов В. С., Каракишев С. Д., Овчинников В. В. Ядерная гамма-резонансная спектроскопия сплавов. — М.: Металлургия, 1982. 144 с.
- Герасимов С. А., Жихарев А. В. Роль предварительного отпуска в процессе формирования азотированного слоя // Инженерно-физические проблемы новой техники: Материалы 6-го всероссийского совещания-семинара. — М., 2001.-С. 78−79.
- Зависимость износостойкости от предварительной термической обработки / С. А. Герасимов, А. В. Жихарев, В. А. Голиков, Ю. Ю. Лаврова // Сборник трудов 5-ого Собрания металловедов России. — Краснодар, 2001. -С. 140.
- Влияние предварительной термической обработки на структуру и свойства азотированных сталей / С. А. Герасимов, А. В. Жихарев, В. А. Голиков и. др. // МиТОМ. 2000. — № 6. — С. 24−25.
- Гудремон Э. Специальные стали. М.: Металлургиздат, 1959. -Т. 1.-952 с.
- Винтайкин Е. 3., Колонцов В. Ю. Зоны Гинье-Престона в сплавах железо-хром // Доклады академии наук СССР. Техническая физика. 1967. -Т. 176,№ 4.-С. 812−815.
- Винтайкин Е. 3., Колонцов В. Ю., Медведев Э. А. Низкотемпературная часть диаграммы состояния системы Fe-Cr // Известия академии наук СССР. Металлы. 1969. — № 4 — С. 169−172.
- Ударная вязкость сплава железо-хром высокой чистоты в связи с «хрупкостью 475° С» / Д. С. Каменецкая, М. П. Медведев, Ю. В. Мойш и др. // ФММ. 1978. -№ 2. — С. 215−217.
- О распределении хрома и углерода в закаленной стали 35X5 / С. Д. Каракишев, В. А. Кораблев, В. А. Ивченко и др. // ФММ. 1990. — № 4. — С. 163−170.
- Установщиков Ю. И., Пушкарев Б. Е. Особенности структурных и фазовых превращений в сплавах системы железо-хром // Материаловедение. -1999.-№ 12.-С. 28−33.
- Установщиков Ю. И., Олянина И. В. Место расслоения на фазовой диаграмме // Технология металлов. — 2003. № 2. — С. 13−15.
- Bergman В. G., Shoemaker D. P. The determination of the crystal structure of the sigma phase in the Fe-Cr and the Fe-Mo systems // Acta Cryst. 1954 — V. 7.-P. 857−865.
- Каспер Д. С. Атомное и магнитное упорядочение в структурах переходных металлов // Теория фаз в сплавах. М.: Металлургиздат, 1961. — С. 320−337.
- Frank F. С., Kasper J. S. Complex alloy structures regarded as sphere packing//Acta Cryst.- 1958.-V. 11.-P. 184−190.
- Крапошин В. С., Талис A. JL, Панкова М. Н. Политопный топологический подход к описанию мартенситного превращения // МиТОМ. 1999. — № 8.-С. 23−28.
- Kraposhin V. S., Talis A. L., Dubois. J. М. Structural realization of the polytope approach for the geometrical description of the transition of a quasicrystal into a crystalline phase // J. Phys. Condensed Matter. 2002. — V. 14, №. 9. — P.8987−8996.
- Дьяконова H. Б., Лясоцкий И. В. Несоизмеримые структуры в сплавах титана // ФММ. 1981. — Т. 52, № 1. — С. 119−127.
- Banerjee S., Cahn R. W. An ordered co-phase in the rapidly solidified Zr-27 at.% Al alloy // Acta metal.- 1983. V. 31, №. 10. — P. 1721−1735.
- Prasetyo A., Reynaud F., Warlimont H. Elastic constant anomalies and precipitation of an omega phase in some metastable Cu2+xMni.xAl B.C.C. alloys // Acta Metallurgica. 1976. — V. 24. — P. 651 -658.
- Diffuse scattering in quenched Fe-Al alloys / A. Fourdeux, H. Bruyas, D. Weber et all // Scripta Metallurgica. 1980. — V. 14. — P. 485−488.
- Кубашевски О. Диаграммы состояния двойных систем на основе железа: Справ, изд. (Пер. с англ.). -М.: Металлургия, 1985. 184 с.
- Могутнов Б.М., Шапошников Н. Г. Термодинамический расчет растворимости интерметаллических соединений в мартенситно-стареющих сталях // Изв. АН СССР. Металлы. 1979. -№ 6. — С. 138.
- Могутнов Б.М., Томилин И. А., Шварцман JI.A. Термодинамика железо-углеродистых сплавов. — М.: Металлургия, 1972. 328 с.