Снаряжение боеприпасов шнекованием
Поскольку изменение плотности по сечению шнекованного заряда происходит достаточно плавно, этот недостаток не представляет опасности преждевременных взрывов, но благодаря сильному снижению средней плотности ВВ уменьшаются вес разрывных зарядов и эффективность действия боеприпасов. Таким образом, при наличии противодавления в корпус, остающийся неподвижным, продолжает поступать ВВ. Но так как… Читать ещё >
Снаряжение боеприпасов шнекованием (реферат, курсовая, диплом, контрольная)
Формирование разрывных зарядов способом шнекованин
Способ шнекования состоит в том, что порошкообразное сыпучее взрывчатое вещество непрерывно подается в зарядную камеру и непрерывно уплотняется вращающимся винтовым инструментом (рис. 7.7).
Формально шнекование можно рассматривать как непрерывное прессование ВВ малыми порциями. Однако процесс формирования разрывных зарядов шнекованием значительно сложнее, чем при прессовании.
Функции подачи ВВ в зарядную камеру и его уплотнения выполняет один инструмент, называемый шнек-винтом (от нем. Schnecle — улитка, поскольку витки винта закручены наподобие панциря некоторых видов улиток).

Рис. 7.7. Принцип шнекования:
Взрывчатое вещество, находящееся в бункере, при вращении шнек-винта захватывается его витками и подается в зарядную камеру.
Пока весь свободный, не занятый винтом, объем камеры не заполнится взрывчатым веществом, уплотнения последнего практически не происходит. Это первый период, или период наполнения, который занимает 60…70% от общего времени шнекования. Плотность ВВ в конце этого периода обычно не превышает 0,80… 1,15 г/см3.
1 — бункер; 2 — винт; 3 — трубка; 4 — противодавление Если корпус изделия имел бы возможность свободного продольного перемещения, то после заполнения свободного объема камеры и при продолжающейся подаче ВВ началось бы «сползание» корпуса со шнек-винта и заполнение освобождающегося объема без уплотнения ВВ.
Чтобы обеспечить необходимое уплотнение ВВ, в схеме шнекования предусмотрено создание противодавления, препятствующего свободному сходу корпуса со шнек-винта. Это противодавление создается такой величины, которая обеспечивается данным ВВ.
Противодавление может быть создано либо механическим торможением движения корпуса, либо с помощью гидравлической системы, снабженной клапаном, открывающимся при достижении заданного давления шнек-винта на взрывчатое вещество. Предпочтение отдается гидравлической системе противодавления, работающей более плавно и надежно.
Таким образом, при наличии противодавления в корпус, остающийся неподвижным, продолжает поступать ВВ. Но так как свободный объем камеры заполнен взрывчатым веществом, то поступление очередных порций возможно лишь при его уплотнении, т. е. уменьшении занимаемого объема.
По мере уплотнения В В давление шнек-винта на него возрастает, а по достижении требуемой величины давления преодолевается сопротивление системы противодавления и корпус изделия начинает сходить с винта. Для обеспечения непрерывной подачи ВВ в камеру корпус опускается вместе с бункером либо неподвижный бункер снабжается трубкой, по которой поступает взрывчатое вещество в камеру отходящего корпуса.
Движение корпуса до конца шнекования происходит практически при постоянном давлении на ВВ, обычно не превышающем 2.
- 500 кг/см. Второй период — наполнение с уплотнением — занимает
- 30…40% от общего машинного времени шнекования.
Процесс уплотнения ВВ при шнековании сопровождается трением ВВ о поверхность винта и трением частиц ВВ между собой. Происходит нагрев винта до 75… 120 °C и оплавление ВВ, что способствует его уплотнению, но одновременно увеличивает взрывоопасность процесса.
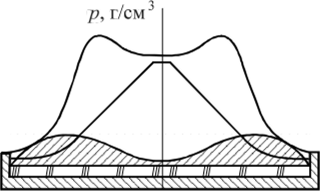
Рис. 7.8. Распределение плотности шнекования.
Поскольку при шнековании ВВ непосредственно уплотняется в зоне действия витков шнеквинта, а остальная масса — за счет передачи давления по массе ВВ, плотность шнекованных разрывных зарядов оказывается неравномерной, а структура — неоднородной по поперечному сечению. На рис. 7.8 показано распределение плотности шнекованных зарядов. В зависимости от различных факторов (природа ВВ, конструкция шнек-винта и др.) количественно это распределение плотности может быть различным, но качественная картина всегда одинакова, характерна именно для шнекования.
В центральной части заряда, диаметр которой примерно соответствует наружному диаметру шнек-винта, плотность ВВ наибольшая, у стенок камеры наименьшая.
Так, шнекованные заряды из тротила могут иметь в центральной части плотность 1,60… 1,62 г/см3, на периферии — не выше 3 3.
1,45 г/см, а в некоторых случаях — не более 1,20… 1,30 г/см .
Поскольку изменение плотности по сечению шнекованного заряда происходит достаточно плавно, этот недостаток не представляет опасности преждевременных взрывов, но благодаря сильному снижению средней плотности ВВ уменьшаются вес разрывных зарядов и эффективность действия боеприпасов.