Исследование процессов деформирования трубчатых заготовок эластичными и сыпучими средами
В работе разработаны способы и эластосыпучие рабочие тела для деформирования трубчатых заготовок при раздаче, гибке и вытяжке отводов и устройства для их осуществления, которые признаны изобретениями. Предложена модель расчета распределения напряжений в сыпучем разномодульном упрочняющем материале с внутреннем трением и дила-тансией. Исследованы линии тока и распределение скоростей пластического… Читать ещё >
Содержание
- Глава 1. ОБЗОР РЕЗУЛЬТАТОВ ИССЛЕДОВАНИЙ ПРОЦЕССОВ УПРУГОПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЗАГОТОВОК ПРИ ФОРМООБРАЗОВАНИИ ТРУБЧАТЫХ ДЕТАЛЕЙ
- 1. 1. Математическое моделирование процессов упругопла-стического деформирования заготовок при формообразовании трубчатых деталей
- 1. 2. Способы штамповки трубчатых деталей, рабочие тела и наполнители
- Глава 2. МОДЕЛИ РАСЧЕТА ДАВЛЕНИЯ СЫПУЧЕЙ СРЕДОЙ, РАЗДАЧИ ТРУБ И ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА «ТРОЙНИК»
- 2. 1. Модель поведения сыпучего гранулированного материала при нагружении
- 2. 2. Метод верхней оценки энергосиловых параметров и кинематических характеристик пластического течения наполнителя и трубчатой заготовки и его конечно-элементная реализация
- 2. 3. Моделирование выдавливания пластического наполнителя
- 2. 4. Моделирование деформирования трубной заготовки на основе гипотезы о плоской деформации
- 2. 5. Моделирование процессов деформирования трубчатых заготовок при изготовлении тройников программными комплексами AutoForm и MSC. Marc
- Глава 3. ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ ПРОЦЕССА ДЕФОРМИРОВАНИЯ ТРУБЧАТЫХ ЗАГОТОВОК ЭЛАСТИЧНЫМИ И СЫПУЧИМИ СРЕДАМИ И ОПРЕДЕЛЕНИЕ КАЧЕСТВА ДЕТАЛЕЙ
- 3. 1. Задачи и содержание экспериментальных исследований
- 3. 2. Выбор оборудования, технологической оснастки и нагрев заготовки
- 3. 3. Методы замера дифференцированной термической интенсификации
- 3. 4. Инструментальная оснастка и силовые устройства для деформирования трубчатых заготовок
- 3. 5. Трение, подготовка трубчатой заготовки и ее форма
- 3. 6. Исследование точности геометрических параметров и состояния поверхностей изготовленных патрубков
- 3. 7. Металлографические исследования и физико-механические испытания
- 3. 8. Испытания на вибропрочность, герметичность и прочность
- Глава 4. ПЕРСПЕКТИВНЫЕ СХЕМЫ ДЕФОРМИРОВАНИЯ ТРУБЧАТЫХ ЗАГОТОВОК ЭЛАСТИЧНЫМИ И СЫПУЧИМИ СРЕДАМИ
- 4. 1. Перспективы применения титановых сплавов в конструкциях трубопроводов
- 4. 2. Перспективные процессы деформирования трубчатых заготовок с применением электротермического воздействия
Исследование процессов деформирования трубчатых заготовок эластичными и сыпучими средами (реферат, курсовая, диплом, контрольная)
Сокращение сроков освоения новых изделий, снижение себестоимости их изготовления и металлоемкости применяемой оснастки, повышение конкурентоспособности продукции отечественного машиностроения оказывают соответствующие стимулирующее воздействие на разработку научно-обоснованных методов расчета новой техники и техноло.
U тг с гии. В настоящее время это сопряжено с недостатком инвестиции, высокой стоимостью кредитов, жесткими требованиями и нестабильностью товарного рынка, в связи с чем, особенно актуальной становится проблема разработки систем компьютерного моделирования ресурсосберегающих технологий и оборудования, обеспечивающих минимальную трудоемкость изделий при наилучшем их качестве. В свою очередь, создание развитых систем моделирования невозможно без решения большого круга теоретических, экспериментальных, технологических и компьютерно-программных задач. К таким задачам, в первую очередь, относятся разработка более полных и точных математических моделей процессов пластического формоизменения.
Таким образом, одной из важных задач механики деформируемого твердого тела является исследование напряженно-деформированного состояния материалов при формообразовании из них разнообразных деталей.
Особое значение эти задачи приобретают в современном машиностроении, например, в авиастроении, где широко используются методы пластического деформирования при изготовлении деталей для летательных аппаратов. Среди всего разнообразия деталей самолета значительное место занимают детали элементов систем трубопроводов (патрубки, фитинги, тройники, переходники), почти все они производятся с помощью операций формовки, раздачи и гибки. При этом в качестве наполнителя или пуансона, деформирующего трубу, могут быть использованы новые синтетические эластичные материалы.
В последнее десятилетие в связи с необходимостью непрерывной модернизации изделий на первый план выходят задачи пластического деформирования, в которых используются универсальные формообразующие элементы пггамповой оснастки. В этом отношении большой интерес представляют процессы формообразования трубчатых деталей сыпучими средами, которые слагаются из эластичных и металлических гранул (шариков). Использование сыпучих материалов может существенно расширить технологические возможности обработки металлов за счет трения или давления подпора со стороны засыпки на участки, подверженных утонению или складкообразованию (гофрированию).
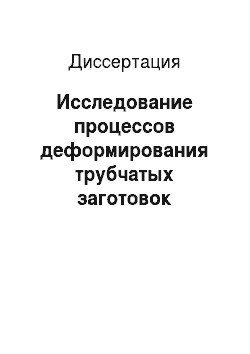
По трудоемкости работ трубопроводы занимают 10% от изготовления деталей планера самолета, например, патрубки составляют 10−15% от общей трудоемкости заготовительно-штамповочных работ (рис. 1). При этом наблюдается устойчивая тенденция к использованию для их изготовления все более стойких и прочных материалов, например, титановых сплавов, которые являются пластически труднодеформируемыми из-за сравнительно малых величин удлинения при разрыве. Повышению пластичности этих материалов способствует определенное увеличение или понижение температуры. В связи с этим важное значение имеет разработка и исследование перспективных технологических процессов, создающих благоприятное напряженно-деформированное состояние штампуемого материала, повышающих степень его формоизменения, и, в конечном счете, снижающих трудоемкость изготовления деталей на основе применения новых термостойких эластичных и сыпучих материалов в качестве рабочих тел для передачи усилия в зону деформирования заготовки с использованием методов термической интенсификации.
Настоящая работа посвящена решению задач пластического деформирования, сопряженных с данными технологическими процессами, разработке оснастки, устройств и схем реализации формообразования деталей из труб эластичными и сыпучими средами.
Целью диссертационной работы является исследование процессов деформирования трубчатых заготовок эластичными и сыпучими средами, позволяющих существенно повысить предельные возможности формоизменения, снизить трудоемкость изготовления деталей, повысить их качество и эксплуатационные характеристики: разработка модели расчета передачи давления сыпучим материаломанализ напряженно-деформированного состояния сыпучего наполнителя и заготовки при формообразовании тройниковэкспериментальное исследование технологических возможностей штамповки эластичными и сыпучими средами и выработка рекомендаций для практического использования результатов исследований.
АКТУАЛЬНОСТЬ ИССЛЕДОВАНИЙ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ГИДРОГАЗОВЫХ СИСТЕМ ЛЕТАТЕЛЬНЫХ АППАРАТОВ (ЛА).
Объем холоднодеформируеТрудоемкость изготовления Аварии и катастрофы ЛА мых деталей в конструкции деталей планера JIA.
ЛА.
Показатели трудоемкости формовки трубчатых детален, (в усл. ед.).
1S0.
Опытное пр-во —;
Серийное пр-во.
Су 7 Су 17 Су25 Су27 Су35.
Преимущества процессов формовки деталей из трубчатых заготовок:
Высокая экономическая эффективность, возможность механизации и автоматизации, получение деталей с заданными точностью и физико-механическими свойствами.
Рис. 1.
Научная новизна работы заключается в следующем.
К настоящему времени отсутствуют решения задач получения деталей трубопроводов с помощью давления эластосыпучей среды.
В работе разработаны способы и эластосыпучие рабочие тела для деформирования трубчатых заготовок при раздаче, гибке и вытяжке отводов и устройства для их осуществления, которые признаны изобретениями. Предложена модель расчета распределения напряжений в сыпучем разномодульном упрочняющем материале с внутреннем трением и дила-тансией. Исследованы линии тока и распределение скоростей пластического течения наполнителя и заготовки, рассчитаны зависимости давления осевых пуансонов при боковом выдавливании отвода. Проанализированы возможности программных комплексов Auto Form и MSC. Marc при моделировании технологических процессов изготовления тройников из отрезков труб. Разработана и исследована схема деформирования трубчатых заготовок сыпучим наполнителем при ее дифференцированном нагреве индукционными токами высокой частоты, получены экспериментальные данные об особенностях распределения температуры, влияния смазок и геометрии торцов трубы при штамповке тройников. Получены аналитические и экспериментальные данные для расчета необходимых размеров заготовок, проектирования технологического процесса и формообразующей оснастки.
Практическая значимость работы заключается в следующем.
В результате численных решений определены основные энергосиловые параметры раздачи труб и формообразования тройников из труб эластичными и сыпучими средами. Рассчитаны распределения в готовой детали остаточных напряжений и пластических деформаций, утонений стенки и зон гофрирования в зависимости от применяемых смазок, подтвержденные экспериментальными данными. На основе результатов численного моделирования и экспериментальных исследований выработаны рекомендации по использованию термической интенсификации при деформировании трубчатых заготовок из алюминиевых и титановых сплавов, а также высокопрочных коррозионностойких сталей, обеспечивающей повышение предельных возможностей формоизменения, улучшение эксплуатационных свойств получаемых деталей, а также изготовлены и внедрены новые устройства и рабочие тела для деформирования трубчатых заготовок. Разработанная технология изготовления элементов гидрогазовых систем позволяет снизить их себестоимость за счет простоты используемой пггамповой оснастки при уменьшении количества переходов для значительных степеней формоизменения. Предложены перспективные направления и схемы использования термической интенсификации и эластосыпучих сред для операций формовки, раздачи и гибки трубчатых заготовок.
Реализация результатов работы. Способы и устройства деформирования трубчатых заготовок, в основном разработаны автором, запатентованы в Российской Федерации, нашли практическое применение на Комсомольском-на-Амуре авиационном производственном объединении им. Ю. А. Гагарина (г. Комсомольск-на-Амуре).
Апробация работы. Результаты работы доложены и обсуждены на первой научно-практической конференции молодых ученых и специалистов «Исследование и перспективные разработки в авиационной промышленности» (Москва, 2002) — на международной научной конференции «Синергетика 2000» (Комсомольск-на-Амуре, 2000) — на 49-м Всемирном салоне изобретений «Брюссель-Эврика» (Бельгия, 2000) — на 28-м Международном салоне изобретений в Женеве (Швейцария, 2000) — на межрегиональной конференции «Роль науки, новой техники и технологии в экономическом развитии регионов» (Хабаровск, 2002).
Публикации. Основные результаты исследований предлагаемой диссертации отражены в 14 работах, в том числе в двух монографиях, 7 научно-технических статьях и 5 авторских свидетельствах и патентах.
В первой главе работы выполнен сравнительный анализ патентной и научно-технической литературы по существующим моделям, методам расчета и способам деформирования трубчатых заготовок, дана общая характеристика рабочих тел и наполнителей, рассмотрено состояние вопроса поведения сыпучих материалов при нагружении.
Обзор и анализ проведенных работ позволил сделать выводы о необходимости решения следующих задач: теоретического и экспериментального исследований процессов деформирования трубчатых заготовок эластичными и сыпучими средами с применением дифференцированной термической интенсификации и оптимизации параметров процесса, разработки устройств и режимов по деформированию трубчатых заготовокразработки методики определения энергосиловых параметров и необходимой мощности при нагревеанализ качества получаемых деталейразработки типовых технологических процессов формовки, раздачи и гибки трубчатых заготовок эластичными и сыпучими средами и рекомендаций по их освоению.
Во второй главе исследуется напряженно — деформированное состояние заготовки при штамповке деталей с отводами, а также расчетные модели раздачи заготовок и штамповки деталей типа «тройник».
Закономерности передачи давления пресса рабочей средой на заготовку определяются поведением среды под нагрузкой. Рассмотрены особенности и модели поведения сыпучих материалов.
В основу разработки модели расчета давления эластосыпучей среды была положена деформационная модель упругопластической сыпучей среды, разработанная А. И. Олейниковым.
На основе данных соотношений получена модель расчета давления эластосыпучей среды на заготовку в виде краевой задачи для нелинейного дифференциального уравнения второго порядка относительно окружной деформации. Анализ решения показал, что коэффициент бокового распора, в отличие от гипотезы Янсона, не является константой засыпки. Его изменение хорошо может быть аппроксимировано линейной функцией от давления (среднего нормального напряжения). Зависимость от давления коэффициента трения полиуретановых гранул о заготовку описывалась функцией, предложенной В. Д. Комаровым.
Оценка и расчет основных энергосиловых параметров пластического деформирования может быть осуществлен на основе метода верхней оценке (МВО), использующего экстремальные свойства действительного поля скоростей идеально жестко-пластической среды. В основу модели расчета сил, необходимых для реализации данного пластического течения наполнителя и формуемых участков трубчатой заготовки, был положен функционал верхней оценки в форме, данной Г. В. Ивановым и А. Е. Алексеевым. При этом используется конечный элемент, на границе которого допускаются разрывы касательной составляющей скорости. Решение сводится к рассмотрению последовательности вариационных задач о минимуме квадратичного функционала. Разработанная программа тестировалась на решении задачи Прандтля для слоя и была применена для моделирования этапов раздачи трубы и формовки тройника.
При моделировании технологических процессов раздачи труб или формовки тройников основной задачей является прогноз конечной формы детали и эллипсность ее каналов с учетом «пружинения», остаточных напряжений, возникновения гофров, утолщений, утонений и разрывов. В работе показано распределение утонений и утолщений стенок тройника, рассчитанных программным комплексом Auto Form на основе конечного элемента, матрица жесткости которого содержит в себе два диагональных блока, описывающих мембранное и изгибное поведение заготовки. Этим комплексом моделировался процесс «холодного» пластического формообразования тройника из отрезка трубы из алюминиевого сплава АмгЗ давлением жидкости с осевой осадкой и подпором отвода в жесткую матрицу с плоскостью разъема, проходящей посредине трубы. Полученные результаты моделирования указывают на существенные ограничения данной технологии гидроформовки. Анализируется распределение радиальных деформаций в полиуретане и заготовке при осесимметричной раздаче в жесткую матрицу с помощью сжатия эластичного сплошного цилиндрического стержня внутри трубы, рассчитанные программой MSC. Marc, поведение полиуретана описывалось соотношениями Муни-Ривлина.
В третьей главе исследовались и оптимизировались параметры и методы процесса горячей штамповки деталей с отводами из тонкостенных трубчатых заготовок, в т. ч. схемы нагрева, смазки, влияние формы трубчатых заготовок и т. д. В процессе проведения экспериментов производился выбор схемы деформирования, производилась оценка технологических возможностей процесса формовки отводов с применением нагрева и перспектив их применения для изготовления деталей, находящихся в особых условиях эксплуатации.
Проводился следующий комплекс экспериментальных исследований: а) выбор оборудования, проектирование и изготовление штампа с учетом оптимальной схемы нагрева, смазки и формы трубчатой заготовкиб) исследование физико-механических характеристик патрубковв) исследование точности геометрических параметров и состояния поверхности изготовленных патрубковг) исследование микрои макроструктуры патрубка с определением критерия качествад) проведение испытаний на герметичность и прочность.
В четвертой главе рассмотрены перспективные схемы деформирования трубчатых заготовок эластичными и сыпучими средами.
ЗАКЛЮЧЕНИЕ
.
По результатам работы можно сделать следующие выводы:
1. Произведен анализ литературных источников по существующим моделям, методам расчета и способам деформирования трубчатых заготовок, который показал необходимость разработки и исследования новых эффективных способов изготовления деталей из трубчатых заготовок, одним из которых является применение термостойких эластично-сыпучих материалов в качестве рабочих наполнителей и элементов штамповой оснастки для повышения степени формоизменения и применения термической интенсификации.
2. В результате анализа поведения сыпучих материалов при на-гружении разработана модель расчета давления сыпучего наполнителя на трубчатую заготовку с учетом влияния дилатансии, трения, упрочнения и разномодульности, а также зависимости коэффициента бокового распора от давления.
3. На основе метода верхней оценки разработана и применена конечно-элементная модель расчета значений силовых и кинематических характеристик пластического течения наполнителя и формуемых участков трубчатой заготовки с учетом возможных разрывов скоростей. Определены зоны распределения скоростей в заготовке и изменение усилий при раздаче и формовке тройников.
4. Проанализированы возможности программных комплексов Auto Form и MSC. Marc при моделировании упругопластического деформирования в технологических процессах изготовления тройников и раздачи труб жидкими, эластичными и сыпучими средами. Рассчитана эволюция напряженного состояния заготовок утонения и утолщения стенок деталей, остаточные напряжения. Определены опасные по разрыву и гофрообразованию участки заготовки и меры по их устранению.
5. Разработана опытная установка по исследованию процессов деформирования заготовок с применением эластосыпучего наполнителя и дифференцированного нагрева токами высокой частоты. Установлены зависимости предельных возможностей деформирования от поля температуры и формы торцов заготовки. Приведенные металлургические исследования, испытания на герметичность и вибропрочность изготовленных патрубков из титановых сплавов ОТ4−1, ПТ7М показали перспективность предложенных способов формообразования трубчатых деталей.
6. На основе проведенных теоретических и экспериментальных исследований процессов деформирования предложены новые способы и эла-стосыпучие тела, используемые при раздаче, гибке и вытяжке, а также устройства для их осуществления, которые подтверждены изобретениями.
7. Опытно-промышленное внедрение на Комсомольском-на-Амуре авиационном производственном объединении технологических рекомендаций по использованию эластично-сыпучих материалов при деформировании трубчатых заготовок с применением термической интенсификации дало повышение предельных возможностей процесса формовки-раздачи трубчатых заготовок и сокращение трудоемкости на 15−25%. Экономический эффект от их внедрения составил 112,5 тыс. рублей в ценах 2003 г.
Список литературы
- Сухомлинов Л.Г., Энгельсберг В. К. Конечноэлементная модель осесимметричного формоизменения тонкой оболочки при гидростатическом давлении / сб. «Прочность и жесткость машиностроительных конструкций», М.: Мосстанкин, 1986, С. 76−86.
- Сухомлинов Л.Г., Энгельсберг В. К. Решение задач гидравлической вытяжки осесимметричных тонкостенных деталей на основе безмоментной жестко-пластической конечноэлементной модели // Известия вузов. Машиностроение. 1989. — № 5. — С. 97−101.
- Сухомлинов Л.Г., Энгельсберг В. К. Осесимметричное формоизменение тонкостенных деталей в процессах листовой штамповки. // Расчёты на прочность. 1989. Вып. 29. С. 46−55.
- Сухомлинов Л.Г., Энгельсберг В. К. Численный анализ процессов осесимметричного формоизменения тонких оболочек на основе вязкопластических моделей материала. // Изв. ВУЗов. Машиностроение. -1989. -№ 3.-С.16−21.
- Сухомлинов Л.Г., Генин Е. В. Численное решение задач о больших пластических деформациях тонких неосесимметричных оболочек под действием заданных нагрузок. // Изв. ВУЗов. Машиностроение. 1990. -№ 1. — С.27−32.
- Яковлева О.Б. Математическое моделирование обжима и раздачи трубчатых заготовок в матрице с продольными и поперечными порами. Автореф. на соиск. уч. степ. канд. техн. наук. Тула: ТГУ, 1999. — 18 с.
- Яковлева О.Б. // Кузнечно-пггамповочное производство. 1997. № 10. -С. 14−16.
- Коломиец Л.В. Математическое моделирование процессов формообразования деталей типа оболочек. Автореф. на соиск. уч. степ, канд. техн. наук. Самара: СГАУ, 1994. — 16 с.
- Рузанов Ф.И. Предельные состояния в расчетах пластического формоизменения листовых металлов. Автореф. на соиск. уч. степ. докт. техн. наук. Москва: ИМАШ, 1999. — 64 с.
- Рузанов Ф.И. // Проблемы машиностроения и надежности машин. 1998. № 2.
- Рузанов Ф.И. // Кузнечно-штамповочное производство. 1991. № 10. -С. 6−7.
- Романюк С.Н. О корректности вариационной постановки для некоторых технологических задач. М.: ВЦ РАН, 1997. — 31с.
- Давыдов О.Ю., Егоров В. Г., Чудаков П. Д. Теоретический анализ формообразования прямоугольных тройников из трубных заготовок в разъемных матрицах // Кузнечно-штамповочное производство. 1993. № 9. -С. 20−22.
- Давыдов О.Ю., Егоров В. Г., Чудаков П. Д. Расчет параметров формообразования косоугольных тройников из тонкостенных трубных заготовок // Кузнечно-штамповочное производство. 1995. № 3. С. 5−8.
- Абдулаев Ф.С. Разработка методов расчета энергосиловых параметров технологического производства холодной штамповкой на основе метода верхней оценки. Автореф. на соиск. уч. степ. докт. техн. наук. -М.: МВТУ, 1993.-31 с.
- Сенькин И.Т., Протопопов О. В., Харченко А. И. Расчет параметров процесса электровысадки тонкостенных стальных труб // Кузнечно-штамповочное производство. 1973. № 11. С. 13−16.
- Сегал В.М., Резников В. И. Исследование напряженно-деформированного состояния при плоском прессовании методом муара // Кузнечно-штамповочное производство. 1973. № 12. С. 5−8.
- Богоявленский К.Н. Штамповка полых деталей эластичными средами и жидкостью.- В кн.: «Изготовление деталей пластическим деформированием» Л., «Машиностроение» 1975, с.337−350.
- К.Н. Богоявленский, Н. А. Голиков, А. Н. Кобышев, Е. А. Серяков, А. П. Швецов. Гидравлическая штамповка деталей В ст. «Вопросы судостроения». Серия «Металлургия», 1976, вып. 21, с.66−73.
- Кобышев А.Н. Исследование штамповки полых деталей с отводами с использованием жидкости высокого давления Автореферат диссертации на соискание ученой степени кандидата технических наук. Л., 1976.
- Швецов А.П. Исследование гидростатической штамповки полых деталей с отводами Автореферат диссертации на соискание ученой степени кандидата технических наук, Л., 1978.
- Шатеев В.П., Исаченков Е. И. Пути интенсификации процесса формообразования трубчатых деталей с отростками. КШП 1976. — № 7. -С. 18−21.
- Гидропластическая обработка металлов / К. Н. Богоявленский, В. А. Вагин, А. Н. Кобышев и др. Л.: Машиностроение- София: Техника, 1988. -256 с.
- Al-Quareshi Н.А. Comparison between the bulding of thinwalled tubes using rubber forming technique and hydraulic forming process. Sheet Metal Industries. 1970. No 7, pp. 607−612.
- Al-Quareshi H.A. Factors affecting the strain distributions of thin-walled tubes using polyurethane rod. Int. J. mech. Sci. 1971. Vol. 13, pp. 403−413.
- Глазков В.И. Исследование процесса раздачи тонкостенных трубчатых заготовок с осевым подпором. Автореф. дисс. на соиск. уч. степ. канд. техн. наук. М.: МАТИ, 1968. — 24 с.
- Глазков В.И., Ковлев А. Д., Савченко Е. Н. Влияние схемы напряженного состояния на предельно допустимые деформации при раздаче тонкостенных труб // Кузнечно-штамповочное производство. 1976. № 4.-С. 24−26.
- Глазков В.И. Раздача трубчатых заготовок резиной с осевым подпором //Кузнечно-штамповочное производство. 1769. № 10.
- Комаров А.Д., Моисеев В. К. Штамповка трубчатых деталей эластичной средой на пневмогидравлической установке. // Кузнечно-штамповочное производство. 1976. № 2. С. 25−28.
- Комаров А.Д., Романовский В. П. Вырезка деталей полиуретаном. JL: ЛДНТП, 1986.
- Комаров А.Д. Штамповка листовых и трубчатых деталей полиуретаном. Л.: ЛДНТП, 1975.
- Орленко Г. П. Свойства полиуретана и его применение в листоштамповочном производстве. Л.: ЛДНТП, 1975
- Комаров А.Д., Ситкин О. М., Мачулина К. Т. Штамповка полиуретаном трубчатых деталей типа переходников. ТСТТТГТ 1973. — № 12. — С. 13−16.
- Ходырев В.А. Проектирование, изготовление и эксплуатация штампов с полиуританом. Пермь, Пермские книжные издательства, 1975. 376 с.
- Лавров Е.В. Разработка технологий штамповки полиуретаном мембран из тонколистовых материалов на основе компьютерного и статистического моделирования. Автореф. дисс. на соиск. уч. степ. канд. техн. наук. СПб.: СПбИМ, 2000. — 20 с.
- Пашкевич А.Г., Каширин М. Ф. Устойчивость цилиндрических оболочек в процессах штамповки осевым усилием деформирования // Кузнечно-штамповочное производство. 1974. № 3. С. 18−19.
- Денисов В.Т. Напряженно-деформированное состояние толстостенной трубы под действием внутреннего давления и осевого усилия // Кузнечно-штамповочное производство. 1974. № 3. С. 19−22.
- Coulomb С.А. Sur une application des regies de maximis et minimis a quelques problemes de statique relatifs a larchihecture // Mem. Math. Phys. Acad. Sci. 1773. — V. 7. — P. 343−382.
- Roscoe K.H. The influence of strains in soil mechanics // Geotechique -1970. -V. 20.-N2.-P. 129−170.
- Vordoulakis I. Graf B. Imperfection and sensitivity of the biaxial test on dry sand // Deformation and Failure of Granular Materials. Rott: Balkema, 1982. -P. 485−491.
- Ломизе Г. М. О закономерностях деформируемости дисперсных грунтов //Научн. докл. высш. шк. строит. 1959. — № 2. — С. 121−128.
- Ломизе Г. М. Вопросы деформируемости и прочности грунтовой среды //В кн.: Вопросы прочности и деформируемости грунтов. -Баку: Азерб. гос. изд., 1966. С. 7−26.
- Ломизе Г. М., Магер И. Экспериментальное исследование деформируемости и прочности песчаных грунтов // В кн.: Вопросы прочности и деформируемости грунтов. Баку: Азерб. гос. изд., 1966. -С. 27−32.
- Ломизе Г. М., Крыжановский А. А. Основные зависимости напряженного состояния и прочность песчаных грунтов // Основан, фундам. и механика грунтов. 1966. — № 3. — С. 8−11.
- Гольдштейн М.Н. Механические свойства грунтов. М.: Стройиздат. 1979.-304 с.
- Адушкин В.В., Орленко Т. А. Прочностные характеристики и разуплотнение песчаного грунта при сдвиге // Изв. АН. СССР. МТТ. -1970. -№ 2. с. 167−171.
- Reads D.W., Green G.E. Independent stress control and triaxial extension tests on sand // Geotechnique. 1976. — V. 26. — P. 551−576.
- Глухов Ю.М., Кулинич Ю. В., Рыков Г. В. Некоторые результаты экспериментальных исследований механических характеристик песчаного грунта при статических нагрузках // ЖПМТФ. 1978. — № 3. — С. 165 -169.
- Галин Л.А., Гупало Ю. П., Черепанов Г. П. Континуальная теория псевдоожижения // В кн.: Механика многокомпонентных сред в технологических процессах. М.: Наука, 1978. — С. 26−57.
- Зарецкий Ю.К., Воронов Э. И., Гарицелов М. Ю. Прочность и деформируемость глинистых грунтов при растяжении // Основан, фундам. и механика грунтов. 1977. — N 5. — С. 32−34.
- Ко Y.J., Scott R.F. Deformation of sand in hydrostatic compression // J. Soil Mech. and Found. Div. Proc. Amer. Civil Eng. 1967. — SM3. — P. 137−156.
- Джонсон К. Механика контактного взаимодействия. М.: Мир, 1989. -510 с.
- Reynolds О. On the dilatancy of media composed of rigid particles in contact // Phil.Mag. S5. — 1885. — V. 20. — № 127. P. 469−481.
- Козаченко Л.С., Колков О. С. Сдвиговые и объемное деформирование песчаного грунта // ФТПРПИ. 1976. — № 6 — С. 18−22.
- Бобряков А.П., Ревуженко А. Ф. Однородный сдвиг сыпучего материала. Дилатансия // ФТПРПИ. -1982. № 5. — С. 23−29.
- Захаров М.Н., Иващенко И. Н. О деформируемости грунтов при сложном напряженном состоянии //ЖПМТФ. -1971. № 6. — С. 200−204.
- Крыжановский А.Л. Механические поведение грунтов в условиях пространственного напряженного состояния // Основан, фундам. и механика грунтов. 1983. — № 1. — С. 3−27.
- Широков В.Н. Экспериментальное подтверждение неассоциированной пластичности грунтов // В кн.:6 Всес. съезд по теор. и прикл. мех. Аннот. докл. Ташкент: Наука, 1986. — С. 652.
- Hettler A., Vardoulakis I. Behaviour of dry sand tested in a large triaxial apparatus // Geotechnique. 1984. — V. 34. — № 2. — P. 183−198.
- Тейлор Д. Основы механики грунтов. М.: Госстройиздат, 1963. -584 с.
- Koscoe R.H., Schofield A.N., Thurairajah A. On evaliation of test data for selecting a yield criterion for soils. ASTM. Spec. Publl. — 1963. — № 361. -P. 111−128.
- Kirkpatrik W.M., Belshaw D J. On the interpretation of the triaxial text // Geotechnique. 1968. — V. 18. — P. 336−350.
- Bishop A.W. Green G.E. The influence of end restraint on the compression strength of cohesionless soil // Geotechnique. 1973. — V. 23. — P. 243−266.
- Ревуженко А.Ф., Стажевский С. Б., Шемякин Е. И. О механизме деформирования сыпучего материала при больших сдвигах // ФТПРПИ. -1974. -№ 3. С. 56−61.
- Ревуженко А.Ф., Стажевский С. Б., Шемякин Е. И. Несимметрия пластического течения в сходящихся осесимметрических каналах // Докл. АН СССР. 1979. — Т. 246. — № 3. — С. 572−574.
- Scarpelli G., Wood D.W. Experimental observations of shear band patterns in direct shear tests //In: Deformation and Failure of Granular Materials. -Rotterdam: Balkema, 1982. P. 473−484.
- Lade P.V. Localization effects in triaxial tests of sand // In: Deformation and Failure of Granular Materials. Rotterdam: Balkema, 1982. — P. 466−471.
- Бобряков А.П., Ревуженко А. Ф., Шемякин Е. И. Однородный сдвиг сыпучего материала.Локализация деформаций // ФТПРПИ. 1983. — № 5. С. 17−21.
- Vardoulakis I.G. Stability and bifurcation in geomechanics // In: Numerical Methods in Geomechanics. Rotterdam: Balkema, 1988. — P. 155−168.
- Drucker D.C., Prager W. Soil mechanics and plastic analysis or limit design // Quart. Appl. Math. 1952. — V. 10. -N 2. — P. 157−165.
- Гениев Г. А., Эстрин М. И. Динамика пластической и сыпучей сред. -М.: Стройиздат, 1972.-216 с.
- Ишлинский А.Ю. О плоском движении песка // Украинский матем. журн. 1954. — Т. 6. — № 6. — С. 430−441.
- Mroz Z., Szymanski Cz. Non associated flow rules in description of plastic flow of glanular naterials. — In: Limit Analys. and Rheol. Appr. in Soil Mech. -Wien, New York: Springer Verlag, 1979. — P. 23−41.
- Ивлев Д.Д., Мартынова Т. Н. К теории сжимаемых идеально пластичных сред /ЯШМ. 1963. — Т.27. — № 3. — С.589−591.
- Бережной И.А., Ивлев Д. Д., Чадов В. Д. О построении модели сыпучих сред, исходя из определения диссипативной функции // Докл. АН СССР. -1973. Т. 213 — № 6. — С. 1270−1273.
- Новожилов В.В. О пластичном разрыхлении // ПММ. 1965. — Т. 29. -№ 4.-С. 681−689.
- Дидух Б.И., Иоселевич В. А. О построении теории пластического упрочнения грунта // Изв. АН СССР. МТТ. 1970. — № 2. — С. 155−158.
- Дидух Б.И. Упругопластическое деформирование грунтов. М.: Изд-во Ун-та Дружбы народов, 1987. — 166 с.
- Scarpelli G., Wood D.W. Experimental observations of shear patterns in direct shear tests. In: Deformation and Failure of Granular Mater. — Rotterdam: Balkema, 1982.-P. 473−484.
- Николаевский B.H. О связи пластических деформаций и ударных волн в мягких грунтах// Докл. АН СССР. -1967. T.177.-N3. — С.542−545.
- Николаевский В.Н. Определяющие уравнения пластического деформирования сыпучей среды // ПММ. 1971. — Т.35. — № 6. — С. 10 701 082.
- Николаевский В.Н. Механические свойства грунтов и теория пластичности.-В кн. Итоги науки и техн. Механ. тверд, деформ. тела. Т.6 -М.: ВИНИТИ, 1972. 86 с.
- Николаевский В.Н., Сырников Н. М., Шефтер Г. М. Динамика упругопластических дилатирующих сред // В кн.: Успехи механики деформируемых сред. М.: Наука, 1975. — С. 397−413.
- Rice J.R. The initiation and growth of shear bands // In: Plasticity and Soil Mech.: Cambridze, 1973. P. 127−152.
- Rice J.R. The localization of plastic deformation // In: Theoretical and applied mechanics. North-Holland, Amsterdam, 1977. — P. 420−451.
- Райе Дж. Механика очага землетрясения. М.: Мир, 1982. — 217 с.
- Rudnicki J.W., Rice J.R. Conditions for localization of deformation in pressure sentisive dilatant materials // J. Mech. and Phys. Solids. 1975. — V.23. -No 6.-P. 371−380.
- Ревуженко А.Ф. О деформировании сыпучей среды. 4.1 // ФТПРПИ. -1980. № 3. — С. 3−7- 4.II. — 1981. — № 5. — С. 3−13- Ч.Ш. — 1982.- № 4. — С. 1321- 4.IV. — 1983, — № 6. — С. 8−17.
- Алексеев Н.А., Рахматулин Х. А., Сагомонян А. Я. Об основных уравнениях динамики грунта // ЖПМТФ. 1963. — № 2. — С. 23−26.
- Григорян С.С. Об общих уравнениях динамики грунтов // Докл. АН СССР. 1959. — Т. 124. — № 2. — С. 285−287.
- Григорян С.С. Об основных представлениях динамики грунтов // ПММ. 1960. — Т. 24. — № 6. — С. 1057−1072.
- Гениев Г. А. Об одном варианте теории сыпучей среды // Строит, мех. и расчет, coop. 1965.- № 6.- С. 22−26.
- Гениев Г. А. К вопросу о постановке смешанной задачи теории упругости и статики сыпучей среды // Основан., фундам. и механика грунтов. 1966. — № 5.- С. 21−25.
- Гениев Г. А. К вопросу о деформационной теории пластичности сыпучей среды // Строит, мех. и расчет, coop. -1971. № 4. — С. 8−10.
- Гениев Г. А. О некоторых закономерностях распространения трехмерных волн деформаций в неупругих средах и в средах с внутренним трением //Изв. АН СССР. МТТ. 1975. — № 1. — С. 131−136.
- Иоселевич В.А. О законах деформирования нескальных грунтов. -Основан., фундам. и механика грунтов. 1967. № 4. — С. 3−7.
- Крыжановский А.Л., Зазиянц В. А., Гулько Е. Ф. Рациональная модель грунта в расчетах насыпей в плоской и пространственной постановке // Гидротехн. стр-во. 1976. — № 1. — С. 30−36.
- Соколовский В.В. Статика сыпучей среды. 2-е изд. -М.: Гостехиздат, 1954.-275 с.
- Соколовский В.В. Статика сыпучей среды.-3-е изд. М.: Физматгиз, 1960. — 243 с.
- Соколовский В.В. Теория пластичности. М.: Высш. шк., 1969. -608 с.
- Гупало Ю.П., Черепанов Г. П. Плоская задача псевдоожижения // ПММ. 1967. — Т. 31. — № 4. — С. 603−614.
- Гупало Ю.П., Черепанов Г. П. О переходе твердых частиц во взвешенное состояние //Изв. АН СССР. МЖГ. 1969. — № 1. — С. 14−21.
- Черепанов Г. П. О выпучивании мембран с отверстиями при растяжении // ПММ. 1963. — Т. 27. — № 2. — С. 275−286.
- Шевакин Ю.Ф. и др. Производство труб. М.: Металлургиздат, 1968.
- Исаченков Е.И. Штамповка резиной и жидкостью. М.: Машиностроение, 1967. -322 с.
- А. с. 585 905 СССР, М. кл. В 21 D 41/02. Способ раздачи труб / Тыр В. Р., Тыр С. В. (СССР) — Заявл. 09.03.76- Опубл. 30.12.77, Бюл. № 48. 2 е.:ил.
- Патент Великобритании № 1 302 596, кл. В 21 D 26/04, 1974.
- Патент США № 3 564 886, кл. 72−62, 1971.
- Романовский В.П. Справочник по холодной штамповке. М.-Л.: Машиностроение, 1965. — С. 326−328.
- А. с. 631 242 СССР, М. Кл. В 21 D 41/02. Устройство для гидравлической раздачи труб с осевым подпором / Степунин В. И., Толоконников O. JL, Родионов А. И., Молчанов И. П., Егоров Н. М. (СССР) — Заявл. 01.06.77- Опубл. 05.11.78, Бюл. № 41. -3 е.: ил.
- Пашкевич А.Г. и др. Интенсификация процесса раздачи полых цилиндрических заготовок // Кузнечно-штамповочное производство. 1975. № 7. С. 19.
- А.с. № 227 973, клю В 21 D 41/02, 1967.
- А. с. 632 442 СССР, М. Кл. В 21 D 41/02. Наполнитель для деформирования полых цилиндрических оболочек / Попов О. В., Мозгов В. А., Калиновский И. П., Бугрим В. Н., Помозов И. М. (СССР) — Заявл. 12.05.77- Опубл. 15.11.78, Бюл. № 42. -2 с.
- А. с. 1 322 556 СССР, М. Кл. В 21 D 22/10. Устройство для штамповки трубчатых деталей посредством эластичной среды / Комаров А. Д., Моисеев В. К., Пупынин Т. Т. (СССР) — Опубл. 24.10.85. 3 е.: ил.
- А. с. 1 196 080 СССР, М. Кл. В 21 D 41/020. Рабочее тело для передачи усилия при раздаче трубы / Марьин Б. Н., Фролов П. В., Баженов В. Ф., Сапожников В. М. (СССР) — Опубл. 16.01.85. -2 е.: ил.
- А. с. 1 433 560 СССР, М. Кл. В 21 D 22/10, 22/02. Штамп для формования деталей из листовых материалов / Новиков А. Н., Ходилин В. К., Рогозин И. Д. (СССР) — Опубл. 17.04.87. -2 е.: ил.
- А. с. 1 496 865 СССР, М. Кл. В 21 D 22/10, 41/02. Устройство для раздачи трубчатых заготовок / Эйбергель С. А., Письменный Э. И., Запорожан Л. Д., Канишов Ю. А. (СССР) — Опубл. 22.12.87. 3 е.: ил.
- А. с. СССР № 1 166 861, В 21 D 22/10- Опубл. 23.11.83.
- А. с. 2 094 155 СССР, М. Кл. В 21 D 41/02. Штамп для формовки трубчатых заготовок / Марьин Б. Н., Муравьев В. И., Урманов А. Б., Иванов Ю. Л. (СССР) — Опубл. 27.10.97, Бюл. № 30. -4 е.: ил. 122. «Кузнечно-штамповочное производство», 1976, № 2. С. 25−28.
- А. с. 597 467 СССР, М. Кл. В 21 D 22/10, 15/06, 51/12. Приспособление для штамповки трубчатых деталей эластичной средой / Ворсин В. К., Земцов Э. М. (СССР) — Заявл. 17.06.76- Опубл. 15.03.78, Бюл. № 10. -2 с.
- Патент ФРГ № 1 233 222, 47 13, 1964.
- Патент США № 3 376 633, кл. 29−421, 1969.
- А. с. 659 250 СССР, М. Кл. В 21 D 41/02, 26/02. Способ изготовления сферических шарнирных соединений и штамп для его осуществления / Крыжной Г. К., Мацукин Ю. Г., Трилесский М. Л., Трофимов М. П., Тумасов
- A.Д. (СССР) — Заявл. 19.07.76- Опубл. 30.04.79, Бюл. № 16. 4 с.
- Патент Японии № 51−29 993, кл. 12 С 333, 1976.
- А. с. 795 634 СССР, М. Кл. В 21 D 22/10. Штамп для формовки трубчатых заготовок / Ганкин В. Н., Коненков М. В., Шутин В. М., Грачёв
- B.Н., Жаров Н. П. (СССР) — Заявл. 18.05.78- Опубл. 15.01.81, Бюл. № 2.-2 с.
- Исаченков Е.И. Штамповка резиной и жидкостью, М.: Машгиз, 1962,1. C. 306, фиг. 222.
- Мещерин В.Г. Листовая штамповка. Атлас схем, М.: Машиностроение, 1975, С. 165, рис. 518 (прототип).
- А. с. 1 208 646 СССР, М. Кл. В 21 D 22/10. Устройство для формовки деталей с криволинейной образующей / Сизов Е. С. (СССР) — Заявл. 18.08.83 -3 с.
- Колмогоров Механика обработки металлов давлением. Учебник для вузов М.: Металлургия, 1986. — 688 с.
- Томленов А.Д. Теория пластического деформирования металлов. М.: Металлургия, 1972. — 408 с.
- Johnson W. Estimation of Upper-Bound Loads for Extrusion and Coining Operations. Proc. Inst. Mech. Engrs (London), 1959. V.173. pp. 61−72
- Томсен Э., Янг Ч., Кобаяши Ш. Механика пластических деформаций при обработке металлов. / Пер. с англ. под ред. Е. П. Унксова. М.: Машиностроение, 1969. — 504 с.
- Kudo Н. Study on Forging and Extrusion Processes, Part I. Analysis on Plane Strain Problems. Kasai Shuppan Insatsu Sha Minato — Ku. Tokyo, Japan. 1958. pp. 37−96.
- Kudo H. Study on Forging and Extrusion Processes, Part III. Analysis on Axi Symmetric Problems. Koku — Kenkyu — sho Shuho. Tokyo University, Tokyo, Japan. V. 1. No. 3. 1959. pp. 212−246.
- Kobayashi S. Upper-Bound Solution of Axi-Symmetric Forming Problems- I, presented at the Production Engineering Conferenceof ASME (Cincinnati), May 1963.
- Друянов Б.А., Непершин P.M. Теория технологической пластичности.- М.: Машиностроение, 1990. 272 с.
- Хилл Р. Математическая теория пластичности / Пер. с англ. Э. И. Григолюка. М.: Гос. изд-во техн.-теоретич. лит-ры, 1956. — 408 с.
- Теория пластических деформаций металлов / Е. П. Унксов, У.
- Джонсон, B.JI. Колмогоров и др.- Под ред. Е. П. Унксова, А. Г. Овчинникова. -М.: Машиностроение, 1983. 598 с.
- Джонсон В., Кудо X. Механика выдавливания металла. М.: Металлургия, 1965. — 175 с.
- Зенкевич О., Морган К. Конечные элементы и аппроксимация: Пер. с англ.-М.: Мир, 1986.-318 с.
- Иванов Г. В. О верхней оценке мощности поверхностных сил при деформировании среды с ограниченной интенсивностью касательных напряжений // ПМТФ. № 6. 1977. — С. 141−145.
- Качалов JI.M. Основы теории пластичности. М.: Наука, 1969. — 420 с.
- Алексеев А.Е. Двумерные задачи жесткопластической среды // Дисс. на соискание уч. степ. канд. физ.-мат. н. Новосибирск: Ин-т гидродинамики им. М. А. Лаврентьева, 1980. — 140 с.
- Лаврентьев М.А., Шабат Б. В. Проблемы гидродинамики и их математические модели. М.: Наука., 1973. — 416 с.
- Ершов Н.Ф., Шахверди Г. Г. Конечные элементы в задачах гидродинамики и гидроупругости. Л.: Судостроение, 1984. — 240 с.
- Непершин Р.И. Построение полей напряжений и скоростей для некоторых технологических задач пластического формоизменения металлов. Автореф. на соиск. уч. степ. канд. техн. наук. М.: ГНИИМ, 1967.-17 с.
- Олейников А.И. О модели разномодульной среды с ограничениями. /ДАН. 1994. Т.334. № 3. С.314−316.
- Олейников А.И. Модели гетерогенно-сопротивляющихся изотропных сред // Дисс. на соиск. уч. степ. докт. физ.-мат. наук. Владивосток: ИАПУ, 1994.-216 с.
- Кузнецов В.Н. Определение давления при формообразовании деталей из труб // Кузнечно-штамповочное производство. 1984. — № 3. — С. 12−13.
- Олейников А.И. Основные общие соотношения модели изотропно-упругой разномодульной среды // ПММ. 1993. — 57, № 5. — С. 153−159.
- Клюшников В.Д. Неустойчивость типа шейки при билинейной разномодульности//Изв. РАН. МТТ. 1998. — № 6. -С. 98−103.
- Гупало Ю.П., Черепанов Г. П. Плоская задача псевдоожижения //ITMM.-1967.-T.31.-N4.-C.603−614.
- Маслов В.П., Мосолов П. П. Общая теория решений уравнений движения разномодульной упругой среды //ПММ.-1985. T.49.-N3.-.419−437.
- Цвиккер У. Титана и его сплавы: Пер. с нем. Г. Н. Клебакова. М.: Металлургия, 1977. 288 с.
- Шелест А. И. Павлов И.М. Исследование окисления и газонасыщенности титановых сплавов при нагреве перед обработкой давлением в сборнике «Обработка давлением и механические свойства тугоплавких металлов и сплавов» М.: Наука, 1974.