Повышение производительности комбинированного алмазного разрезания и профилирования труднообрабатываемых материалов с использованием газокавитационной активации технологической жидкости
Наибольшее распространение в настоящее время на заготовительных операциях твердых и магнитотвердых сплавов получил технологический процесс алмазного или электроалмазного разрезания кругами на металлической связке. Однако, быстрая потеря режущей способности инструмента на металлической связке, по данным в течение первых 20 минут после правки круга производительность обработки падает в 2−3 раза… Читать ещё >
Содержание
- 1. АНАЛИЗ СОВРЕМЕННОГО УРОВНЯ ТЕХНОЛОГИИ АБРАЗИВНОГО РАЗРЕЗАНИЯ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ
- 1. 1. Физико-механические свойства основных групп металлокерамики инструментальной номенклатуры и магнитных систем
- 1. 2. Традиционные процессы абразивного разрезания
- 1. 3. Постановка задачи исследований
- 2. ИССЛЕДОВАНИЯ МЕХАНИЗМА КОМБИНИРОВАННОГО АЛМАЗНОГО ФОРМООБРАЗОВАНИЯ В УСЛОВИЯХ ГАЗО-КАВИТАЦИОННОЙ АКТИВАЦИИ ТЕХНОЛОГИЧЕСКОЙ ЖИДКОСТИ
- 2. 1. Исследование механизма возникновения кавитационных явлений в контактной зоне
- 2. 1. 1. Факторы, влияющие на развитие кавитационной эрозии в зоне контакта круг-заготовка
- 2. 1. 2. Оценка параметров активации технологической жидкости
- 2. 1. 3. Определение уровня давления технологической жидкости между кругом и заготовкой в зависимости от параметров комбинированного разрезания
- 2. 2. Влияние активации технологической жидкости на параметры комбинированного алмазного разрезания
- 2. 3. Обобщенная математическая модель технологического процесса формообразования с газо-кавитационной активацией технологической жидкости
- 2. 4. Выводы
- 2. 1. Исследование механизма возникновения кавитационных явлений в контактной зоне
- 3. МЕТОДИКА ЭКСПЕРИМЕНТАЛЬНЫХ ИССЛЕДОВАНИЙ
- 3. 1. Описание объектов и средств исследований
- 3. 2. Исследуемые показатели и условия экспериментальных исследований
- 3. 3. Математическая обработка результатов экспериментов
- 3. 4. Выводы
- 4. РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТАЛЬНЫХ ИССЛЕДОВАНИЙ
- 4. 1. Оценка теоретических положений исследуемого процесса формообразования
- 4. 1. 1. Определение уровня давления в зазоре круг-заготовка
- 4. 1. 2. Оценка параметров газо-кавитационной активации технологической жидкости
- 4. 2. Влияния газо-кавитационной активации технологической жидкости на производительность и качество алмазного разрезания
- 4. 2. 1. Воздействие активации на производительность алмазного формообразования
- 4. 2. 2. Влияние на качество комбинированного процесса разрезания. 130 4.4. Выводы
- 4. 1. Оценка теоретических положений исследуемого процесса формообразования
- 5. 1. Рекомендации по выбору рациональных режимов, схем обработки и разработке специализированного оборудования
- 5. 2. Расчет технико-экономических показателей от внедрения технологического процесса алмазного разрезания с газо-кавитационной активации технологической жидкости
- 5. 3. Направления совершенствования исследуемого процесса
Повышение производительности комбинированного алмазного разрезания и профилирования труднообрабатываемых материалов с использованием газокавитационной активации технологической жидкости (реферат, курсовая, диплом, контрольная)
Современной промышленности свойственно широкое использование материалов из группы труднообрабатываемых. В связи с увеличением номенклатуры изделий содержащих труднообрабатываемые материалы повышается требование к заготовительным операциям, определяющим расход материала и качество готовых изделий.
Наибольшее распространение в настоящее время на заготовительных операциях твердых и магнитотвердых сплавов получил технологический процесс алмазного или электроалмазного разрезания кругами на металлической связке. Однако, быстрая потеря режущей способности инструмента на металлической связке, по данным [66] в течение первых 20 минут после правки круга производительность обработки падает в 2−3 раза и большая трудоемкость ее восстановления, служит ограничением для реализации больших технологических возможностей использования этих кругов. Помимо этого, современный этап развития экономики в целом предъявляет требования к созданию мало затратных, универсальных и энергосберегающих технологических процессов, адаптированных к условиям гибкого производства.
Как показывает практика [61,81], наиболее эффективными являются методы автономной очистки рабочей поверхности, когда процесс правки совмещен во времени с процессом обработки. К широко распространенным автономным методам относятся такие, как ультразвуковая очистка, контактно-эрозионная правка, правка с использованием переменного асимметричного тока. Однако, несмотря на отдельные высокие технологические показатели, данные методы по ряду эксплуатационных и экономических характеристик не удовлетворяют таким требованиям производства, как универсальность, экономичность, надежность, простота и доступность.
В связи с этим актуальной становится задача изыскания новых путей активного управления рельефом рабочей поверхности алмазного инструмента на металлической связке, что служит резервом повышения эффективности процессов алмазной резки.
Особый интерес вызывает метод гидроочистки основанный на процессах эрозионного разрушения материалов, сопровождающих гидродинамическую кавитацию в потоке СОЖ. В работах [25,26,46], было показано, что использование кавитационной эрозии в зоне резания является перспективным приемом для регенерации режущей кромки отрезного алмазного инструмента. Так, кавитационные явления в совокупности с воздействием напряжения обратной полярности обеспечивают снижение расхода алмазов в 1.2−1.5 раза и повышают производительность обработки в 2−3 раза, по сравнению с традиционной схемой разрезания магнитотвердого сплава 8тСо5.
Однако недостаточная изученность физических закономерностей и технологических особенностей процесса алмазной резки, совмещенного с кавитационной гидроочисткой, не позволяют создавать промышленное оборудование и технологические процессы, обеспечивающие управление режущими свойствами инструмента и, следовательно, производительностью обработки только за счет использования кавитационных явлений, что служит ограничением применения всех возможностей указанного метода.
Целью настоящей работы является повышение производительности и качества алмазного разрезания и профилирования пазов в деталях из труднообрабатываемых инструментальных и магнитотвердых материалов на основе разработки технологического процесса с автономным управлением рельефом рабочей поверхности круга с применением кавитационной эрозии в зоне резания.
Для достижения поставленной цели предложена новая технологическая схема обработки, реализующая процесс гидроочистки, основанный на кавитационной эрозии, возникающей за счет газо-кавитационной активации технологической жидкости (ТЖ). Определены параметры активации ТЖ и их зависимость от технологических режимов и условий обработки.
Приняв в качестве базовой гидромеханическую теорию кавитационной эрозии, были определены два основных фактора, определяющих ее появление и интенсивность в процессе алмазного разрезания: уровень давления в зазоре круг-заготовка и наличие кавитации в технологической жидкости.
Получены аналитические решения, определяющие зависимость процесса кавитационной эрозии от технологических параметров алмазного разрезания.
Для решения задачи оптимизации режимов разрезания в условиях газо-кавитационной активации ТЖ была разработана математическая модель. На основании критерия наибольшей эффективности использования алмазного инструмента, которое имеет место в случае равенства скорости износа зерен и связки их удерживающей, определены технологические ограничения, накладываемые на производительность обработки.
Математическая модель процесса была проверена экспериментальными исследованиями и установлена ее адекватность реальному процессу.
Научную новизну работы составляют:
1. Математическая модель технологического процесса формообразования деталей из труднообрабатываемых материалов с газо-кавитационной активацией технологической жидкости и основанная на ней методика для определения основных направлений и ограничений поиска целесообразных технологических параметров.
2. Аналитическая оценка параметров, определяющих зависимость интенсивности кавитационной гидроочистки от параметров технологического процесса.
1 Экспериментально-аналитические зависимости определяющие характер влияния процесса разрезания с газо-кавитационной активацией ТЖ на технологические показатели обработки, обосновывающие эффективность применения кавитационной гидроочистки на операциях алмазного разрезания.
Практическая ценность и реализация результатов работы.
Предложен новый способ реализации гидроочистки для операции алмазного разрезания труднообрабатываемых инструментальных и магнитотвердых материалов, основанный на газо-кавитационной активации технологической жидкости.
Разработаны методики, позволяющие определять целесообразные параметры обработки с точки зрения получения наибольшего эффекта от использования гидроочистки.
Даны практические рекомендации на разработку комплекса технологического оборудования, обеспечивающего эффективное газо-кавитационное активирование технологической жидкости.
Внедрение разработанной технологии обработки труднообрабатываемых инструментальных и магнитотвердых материалов в ГНПП «Алмаз», а также в ГУЛ «Учебно-производственные мастерские саратовского авиатехникума» позволяет в зависимости от параметров активации среды, повысить производительность разрезания в 2−3 раза, и создает условия для управления качеством комбинированного формообразования.
Апробация работы.
Основные научные положения и результаты работы докладывались и обсуждались на международной конференции «Композит-98» (Саратов, 1998) — международной научно-технической конференции «Точность и надежность технологических и транспортных систем» (Пенза, 1999) — III Всероссийской научно-практической конференции «Современные технологии в машиностроении-2000» (Пенза, 2000), а также на ежегодных научно-технических конференциях в СГТУ в 1997;2000гг.
Публикации. По материалам работы опубликовано 7 печатных работ.
Диссертация состоит из введения, пяти глав, заключения, списка литературы и приложения. Общий объем диссертации страницы машинописного текста. Сведения о внедрении приведены в приложении.
4.3. Выводы.
1. Подтверждено эффективное воздействие газо-кавитационной активацией технологической жидкости на производительность алмазного разрезания, основанное на кавитационной гидроочистке режущей поверхности.
2. Результаты экспериментальных исследований подтверждают правомерность предложенных теоретических решений по определению гидродинамического состояния ТЖ в зазоре круг-заготовка, а так же по определению параметров активации ТЖ.
3. Подтвержден механизм действия гидроочистки основой, которого является кавитационная эрозия. Показана зависимость эффективности гидроочистки от параметров активации технологической жидкости и давления ТЖ в зазоре круг-заготовка.
4. При принятых режимах обработки максимально эффективная гидроочистка наблюдается при значении нагружающей силы 0.85 кгс, при этом производительность алмазного разрезания повышается в 2.27 раза.
5. Использование активации ТЖ создает предпосылки к повышению производительности электроалмазного разрезания и повышению точности и качества обработки.
Глава 5. Практическое использование результатов исследований.
5.1. Рекомендации по выбору рациональных режимов, схем обработки и разработке специализированного оборудования.
Проведенные исследования показывают, что газо-кавитационная активация ТЖ в процессе алмазного и электроалмазного разрезания — одно из перспективных направлений развития технологии абразивного разрезания. В рассматриваемом процессе обеспечивается поддержание режущих способностей инструмента во времени, а также имеется возможность управления качеством комбинированной обработки.
Основой схемы реализующей газо-кавитационную активацию ТЖ является сборный электрод-инструмент герметично-«жестко» включенный в систему подвода технологической жидкости.
Конструкция инструмента оказывает важное влияние на параметры активации и как следствие, на эффективность использования схемы обработки. Таким образом, правильное конструирование инструмента является первостепенной задачей для получения желаемых результатов.
На основании проведенных исследований предлагается следующая методика расчета геометрических размеров инструмента.
В связи с тем, что эффективность гидроочистки увеличивается с ростом давления жидкости в зазоре круг-заготовка, которое зависит от квадрата расхода среды, расход технологической жидкости должен быть по возможности большим. Экспериментально определено, что максимальный расход, выдаваемый насосной станцией должен быть не менее 60 л/мин. Зная расходные характеристики насосной станции, задаемся расходом ТЖ (>0.8(Зтах.
Определив расход ТЖ и выбрав рекомендуемую скорость резания Ук для отрезного круга радиусом Як из выражений:
Q = I^SKm определяется RBH =-— pSKmVK.
5.1).
Коэффициент расхода среды p для предварительных расчетов можно принимать 0.75.
Для развития кавитации при принятом расходе среды Q необходимо соблюдения условия %<%ч&bdquoреальное число кавитации должно быть меньше чем критическое число при тех же условиях. Задавшись %=0.5хкр из выражений (2.15), (2.18) определим значение SKmсуммарную площадь каналов инструмента, где SKплощадь одного канала, тколичество каналов: где со0=Ук/Кк.
С учетом того, что при принятом расходе С) газонасыщение должно отсутствовать, из выражения (2.24) определим наружный радиус инструмента Янар. При этом конструктивный коэффициент к} можно принять равный 0.3.
Определив внутренний и наружный радиусы инструмента, найдем длину канала 1=ЯНар-Явн.
Исходя из рекомендаций [51,85] для проектирования центробежных насосов, оптимальным числом т каналов принимается такое, при котором среднее расстояние между ними примерно равно половине их длины:
SKm = Q.
5.2).
5.3) m =.
5.4) L.
Следующим шагом определяется площадь одного канала Бк, при этом профиль канала принимается близким к квадратному.
Определив основные геометрические размеры инструмента, влияющие на параметры активации, нужно произвести их уточненный расчет. При этом коэффициент расхода |и следует определить, руководствуясь данными [3,33].
Остальные размеры инструмента принимаются исходя из конструктивных соображений.
Требования к точности изготовления инструмента должны назначаться исходя из требований на биения режущей поверхности отрезного алмазного круга после его установку в инструмент, которые должны быть минимальны и не превышать 0.02мм [66].
Подводящий патрубок нужно выбирать исходя из желательных меньших гидравлических потерь в нем, то есть, большего диаметра. Сальниковое уплотнение должно точно соответствовать диаметру патрубка с целью минимизации неконтролируемого подсоса воздуха в полость инструмента.
Режимы обработки по данной схеме соответствуют рекомендуемым для комбинированного процесса разрезания и профилирования. Параметры активации ТЖ выбираются, исходя из требуемой производительности и качества, опытным путем, при этом число кавитации должно быть меньше критического числа кавитации, а коэффициент газонасыщения не должен превышать 0.4. При разрезании по упругой схеме целесообразная удельная нагрузка, определенная экспериментально, должна составлять от 6.5 кгс/см2 до 7кгс/см .
Разрезание должно осуществляться по встречной схеме, которая является наиболее эффективной для интенсификации кавитационной эрозии.
Используемый станок, реализующий рассматриваемый способ обработки, необходимо комплектовать расходо-мерным и расходо-регулирующим оборудованием, как для контроля ТЖ, так и воздуха. Кроме того, как показала производственная эксплуатация разработанного технологического процесса в.
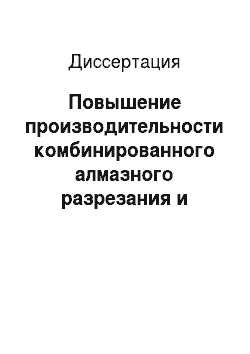
ГНПП «Алмаз» и ГУП «УПМ CAT» необходимо предъявлять повышенные требования к стабильности расходных характеристик используемых насосных станций, т.к. расход ТЖ оказывает наибольшее влияние на стабильность протекания навигационной гидроочистки. Оптимальным вариантом следует считать реализацию предлагаемого метода разрезания на специализированном станке, например, на базе станка для электроалмазного разрезания разработанного и внедренного в производство ГНПП «Алмаз» (рис. 5.1).
IS c m, * вал.
Рис. 5.1. Общий вид полуавтоматической установки для электроалмазного разрезания: 1- шпиндельная бабка- 2- рабочая камера- 3-крестовый стол- 4- механизм продольных подач- 5- пуль управленияб- насосная станция.
Рассматриваемая установка с полуавтоматическим циклом работы состоит из двух основных частей станка: электроалмазной резки и пульта управления. Станок электроалмазного разрезания в свою очередь состоит из следующих целевых узлов и механизмов: станина, шпиндельная бабка, координатный стол, рабочая камера, насосная станция, привод рабочих и холостых (ускоренных) перемещений стола.
Однако, как отмечалось выше, для успешной реализации технологического процесса алмазного разрезания с газо-кавитационной активацией ТЖ, имеющуюся установку необходимо доукомплектовать расходо-мерным (ротаметры или газо-водосчетчики) и расходо-регулирующим оборудованием (вентили, задвижки).
Установка указанного оборудования не требует конструктивных изменений имеющейся установки и следовательно, модернизация не потребует значительных материально-временных затрат. Однако при этом технологические возможности полуавтомата значительно расширятся, так как реализация на нем алмазного разрезания с гидроочисткой позволит использовать его для обработки не токопроводящих труднообрабатываемых материалов, таких как, стекло, минералокерамика, полупроводниковые материалы и т. д.
— размер для спра&ок.
Рис. 5.2. Рабочий чертеж модернизированного круга.
В случае широкого использования метода газо-кавитационной активации ТЖ для процессов алмазного разрезания рационально расширить номенклатуру отрезных кругов, за счет выпуска инструмента с большим посадочным диаметром. На рис. 5.2 представлен рабочий чертеж с основными техническими требованиями, предъявляемыми к кругам, используемым в сборном инструменте для реализации рассматриваемого метода обработки.
Простота реализации процесса алмазного разрезания с газо-кавитационной активации ТЖ и его эффективность, создают предпосылки для высокой надежности предложенной схемы обработки и ее широкого распространения.
5.2. Расчет технико-экономических показателей от внедрения технологического процесса алмазного разрезания с газо-кавитационной активацией технологической жидкости.
Экономическая эффективность от внедрения процесса алмазного разрезания с газо-кавитационной активацией ТЖ труднообрабатываемых материалов обусловлена повышением производительности за счет эффективной очистки режущей поверхности круга и сокращения, тем самым, времени цикла обработки. Кроме того, предложенный технологический процесс исключает необходимость отдельной операции правки, необходимой для поддержания режущей способности алмазоносного инструмента.
Расчет эффективности внедрения рассмотрим на примере операции алмазного разрезания с активацией ТЖ и традиционного алмазного разрезания заготовок из твердого сплава, применяемой в ГУЛ «Учебно-производственные мастерские Саратовского авиатехникума», хотя с тем же успехом может быть показана эффективность внедрения предложенного метода на операциях электроалмазного разрезания и обработки паза металлокерамических магнитов из сплавов системы КС (см. приложение).
Расчет годового экономического эффекта от внедрения предложенной технологии по сравнению с базовой, произведен по методике изложенной работе [1].
Исходные данные для расчета приведены в таблице 5.1.
ЗАКЛЮЧЕНИЕ
.
1. Исследовано алмазное разрезания труднообрабатываемых инструментальных и магнитотвердых материалов с использованием активной кавитационной гидроочистки режущей поверхности, основанной на газо-кавитационной активации технологической жидкости и установлено, что оно является эффективным способом повышение производительности алмазной обработки.
2. Разработана новая технологическая схема алмазного разрезания с газо-кавитационной активацией среды, реализующая наиболее эффективно все возможности кавитационной эрозии, что позволило использовать гидроочистку как основной механизм поддержания режущих способностей инструмента в процессе резания.
3. Выделены основные факторы, определяющие интенсивность гидроочистки, и найдены их аналитические зависимости от технологических параметров и условий процесса разрезания, что позволило определить наиболее целесообразную схему обработки с точки зрения получения наибольшей эффективности от применения кавитационных явлений для регенерации режущих способностей инструмента.
4. Предложена обобщенная математическая модель алмазной резки с газо-кавитационной активацией технологической жидкости позволяющая определять рациональные условия осуществления технологического процесса.
5. Экспериментально установлено, что при использовании газо-кавитационной активации технологической жидкости производительность алмазного разрезания возрастает 2−3 раза, при этом в случае электроалмазного разрезания создаются условия для управления качеством обработки, а именно предохранение не обрабатываемых поверхностей от.
150 растравливания, уменьшение ширины реза, за счет газонасыщения технологической жидкости и повышения ее локализующих свойств.
6. Разработаны методика расчета сборного инструмента и рекомендации для создания промышленного оборудования реализующего процесс алмазного разрезания с газо-кавитационной активацией технологической жидкости.
7. Результаты исследований внедрены в ГНПП «Алмаз» на операциях алмазного разрезания и обработки паза металлокерамических магнитов из сплавов системы КС, что позволило повысить производительность в 3 раза и снизить энергоемкость операции на 25−30%.
Список литературы
- Абразивная и алмазная обработка материалов. Справочник/ Под ред. А. Н. Резникова.-М.: Машиностроение, 1977.-391с.
- Алиев Т.А. Экспериментальный анализ.-М.: Машиностроение, 1991.-272с.
- Альтшуль А.Д., Киселев П. Г. Гидравлика и аэродинамика (Основы механики жидкости). Учебное пособие для вузов.-2-е изд., перераб. и доп,-М.:Стройиздат, 1975.-323с.
- Альхименко Н.И. Упругая алмазно-электролитическая обработка твердосплавного инструмента//Синтетические алмазы, 1972.-№ 1.-С.30−31.
- Арзуманов Э.С. Кавитация в местных гидравлических сопротивлениях. -М.: Энергия, 1978. -304с.
- A.c. 676 411 СССР. Устройство для электрохимикоэрозионной резки металлов/ Ю. И. Дамаскин, А. И. Котельников, Г. И. Мельников/Юткрытия. Изобретения, 1979.-№ 28.
- A.c. 100 028 СССР. Способ электрохимической резки/ A.B. Аникин, И.В.Гурьянов/Юткрытия. Изобретения, 1983 .-№ 8.
- A.c. 1 425 005 СССР. Устройство для электрохимикоэрозионной резки / A.M. Долгих/Юткрытия. Изобретения, 1988.-№ 35.
- Байромян А.Ш., Геворкян Г. Г., Арутунян Ф. А. Изготовление пазов и разрезание металлов электрохимическим способом// Электронная обработка материалов, 1965.-№ 5−6.-С.80−87.
- Богатин Я.Г., Поволоцкий Е. Г. Исследование причин снижения магнитных свойств прессмагнитов SmCo5 при однофазном спекании// Порошковая металлургия, 1977.-№ 6.-С.56−58.
- Брагинский JI.H., Бегачев В. И., Барабаш В. М. Перемешивание в жидких средах: Физические основы и инженерные методы расчета,-Л. .Химия, 1984.-336с.
- Волков Ю.С., Мороз И. И. Особенности гидродинамического режима при электрохимической обработке металлов// Электронная обработка металлов, 1965 .-№ 5−6.-С. 108−112.
- Гдалевич А.И. Исследование процесса низкочастотного вибрационного шлифования быстрорежущей стали PI 8 и твердого сплава Т15К6 торцом чашечного круга: Дис. на соиск. учен, степени канд. техн. наук,-Минск, 1971.-198с.
- Гидравлика и аэродинамика: Учеб. для вузов/ А. Д. Альтшуль и др.:-М.:Стройиздат, 1987.-414с.
- Глубинное шлифование деталей из труднообрабатываемых материалов/ С. С. Силин, В. А. Хрульков, A.B. Лобанов, Н. С. Рыкушов,-М. .Машиностроение, 1984.-64с.
- Гальдин Г. В., Доронин Ю. В. Исследование электроалмазной резки магнитотвердых материалов// Совершенствование процессов абразивно-алмазной и упрочняющей технологии в машиностроении: Межвуз. сб. науч. тр./Перм. полит. ин-т.-1984.-С.60−61.
- Грачев Ю.П. Математические методы планирования экспериментов.-М. :Пишевая промышленность, 1979.-200с.
- Гродзинский Э.Я. Сравнительные характеристики электрохимической и алмазно-электрохимической обработки вращающимся инструментом// Синтетические алмазы в промышленности, — Киев: Наук. думка, 1974.-С.221−226.
- Демидов В.В. О пропускной способности радиальных каналов шлифовального круга// Совершенствование процессов абразивно-алмазной и упрочняющей технологии в машиностроении: Межвуз. сб. науч. тр./Перм. полит. ин-т.-1984.-С.81−86.
- Денисов ЕВ. Исследование механизма электрохимико-кавитационной эрозии металлов при ЭХРО вращающимся катодом-инструментом// Электронная обработка материалов, 1983.-№ 3.-С.10−16.
- Довгалевский Я.М. Легирование и термическая обработкамагнитотвердых сплавов.-М.:Металлургия, 1971 .-215с.
- Долгих A.M. Некоторые тенденции развития технологии абразивного шлифования магнитотвердых сплавов// Чистовая обработка деталей машин: Межвуз. науч. сб./ Сарат. полит. ин-т.-1983.-С.72−75.
- Долгих A.M. Однопроходное электроалмазное шлифование в среде смазачно-охлождающей жидкости// Чистовая обработка деталей машин: Межвуз. науч. сб./ Сарат. полит. ин-т.-1984.-С.118−121.
- Долгих A.M. Повышение производительности и качества обработки деталей из магнитотвердых сплавов при однопроходном электроалмазном шлифовании, совмещенным с доводкой: Дис. на соиск. учен, степени канд. техн. наук, — Саратов, 1985.-154с.
- Долгих A.M. Разрезание постоянных магнитов инструментом из сверхтвердых материалов//Сверхтвердые материалы, 1989.-№ 2.-С.56−59.
- Долгих A.M. Совершенствование технологии электроалмазного (комбинированного) разрезания// Сверхтвердые материалы, 1989.-№ 6.-С.51−54.
- Долгих A.M., Козлов Д. В. Новые технические решения в механической обработке магнитных сплавов// Точность и надежность технологических и транспортных систем: Сб. статей международ, научно-техн.конф.-Пенза, 1999.-С. 185.
- Долгих A.M., Козлов Д. В. Электроалмазное разрезание металлокерамических магнитов с газовой активацией контактной зоны// Междунар. конф. «Композит-98»: Тез.докл.-Саратов: 1998.-С.95−96.
- Емцев Б.Т. Техническая гидромеханика.-М.Машиностроение, 1978 -463с.
- Захаренко И.П. Основы алмазной обработки твердосплавного инструмента. -Киев:Наук.думка, 1981.-300с.
- Захаренко И.П., Савченко Ю. Я. Алмазно-электролитическая обработка инструмента.-Киев:Наук. думка, 1978.-224с.
- ИвановН.И., Тормышев В. А. К вопросу об аналитическом решениигидродинамической задачи при электроабразивном шлифовании торцевых поверхностей// Технология машиностроения, 1971.-№ 13.-С.222−232.
- Идельчик И.Е. Справочник по гидравлическим сопротивлениям. -М.:Госэнергоиздат, 1960.-464с.
- Исследование влияния состава и термической обработки на хрупкость сплавов ЮНДК/ Б. Г. Лившиц и др.//Материалы III всесоюзной конференции по ферромагнитным сплавам. -Львов: S.п., 1972.-С.17−22.
- Кавитация на гидросооружениях/ P.C. Гальперин и др,-М.:Энергия, 1977.-199с.
- Карелин В.Я. Кавитационные явления в центробежных и осевых насосах.-М. Машиностроение, 1975.-336с.
- Квитковский Ю.В. Результаты экспериментов с радиальными патоками жидкости во вращающихся каналах// Напорное движение жидкости во вращающихся каналах и гидротранспорт.-М.:Транспорт, 1971.-Вып.386,-С.44−51.
- К вопросу о фазовых превращениях в соединениях SmCos/ Я. Г. Богатин и др.// Тезисы докладов VI Всесоюзной конф. по постоянным магнитам.-Владимир:Изд-во АНСССР, 1979.-С.25.
- Киселев Е.С., Унянин А. Н., Моисеев Ю. В. Новая техника подачи ТЖ при совмещенном шлифовании// Вестник машиностроения, 1984.-№ 6.-С.7−12.
- Ковшов В.Н. Постановка инженерного эксперимента.-Киев-Донецк:Вища школа. Головное изд-во, 1982.-120с.
- Козлов Г. А. Исследование процесса шлифования литых постоянных магнитов с наложением ультразвуковых колебаний: Автореф. дис. на соиск. учен, степени канд. техн. наук.-Саратов, 1967.-32с.
- Козырев С.П. Гидроабразивный износ металлов при кавитации.-М. Машиностроение, 1964.-13 8с.
- Королев A.B., Новоселов Ю. К. Теоретико-вероятностные основы абразивной обработки: В 2-х т.-Саратов: Изд-во Сарат. ун-та, 1987.
- Корчагин Г. Н., Беляков С. М., Петров В. А. Исследование процесса круглого электроабразивного шлифования// Электронная обработка материалов, 1972.-№ 3 -С22−21.
- Лившиц Б.Г., Львов B.C. Высококоэрцитивные сплавы на основе Fe-Ni-Al.-M. .Металлургиздат, 1960.-230с.
- Ломакин A.A. Центробежные и осевые насосы.-JT. Машиностроение, 1966−358с.
- Лойцянский Л.Г. Механика жидкости и газа.-М.:Наука, 1970.-892с.
- Марасинов М.А., Уваров Л. Б., Шаров С. И. Устройство для смешения газа с электролитом при электрохимической размерной обработке. A.c. 500 965,1976 г.
- Марков А.И., Устинов И. Д. Исследование ультразвукового алмазного сверления неметаллических материалов// Синтетические алмазы в промышленности.-Киев. .Наук, думка, 1974.-С.266−268.
- Моделирование аэрационных сооружений для очистки сточных вод/ Брагинский Л. Н. и др.-Л.Химия, 1980.-144с.
- Мороз И.И. Электрохимическая обработка металлов.-М. Машиностроение, 1969 .-207с.
- Натансон И.П. Краткий курс высшей математики.-М.:Наука, 1968,-728с.
- Опыт применения кругов из гексанита на операции глубинного шлифования/ Карюк Г. Г. и др.// Алмазы и сверхтвердые материалы.-М.:НИИМаш, 1981.-С.6−9.
- Основы теории и практики электрохимической обработки металлов и сплавов/ М. В. Щербак, М. А. Толстая и др.-М.:Машиностроание, 1981.-263с.
- Охтень В.Д. Экспериментально-теоретические основы механики процесса электроалмазного шлифования магнитотвердых сплавов: Дис. на соиск. учен, степени канд. техн. наук, — Новосибирск, 1971.-360с.
- Пахалин Ю.А. Алмазное контактно-эрозионное шлифование.-Л.Машиностроение, Ленинград, отд-ние, 1985.-178с.
- Пирсол И. Кавитация: Пер. с англ.-М.:Мир, 1975.-95с.
- Перник А.Д. Проблемы кавитации.-ЛСудостроение, 1966.-286с.
- Повышение эффективности технологии комбинированного разрезания/ ДолгихА.М., Бабанов А. Ж., Талалов A.B., Козлов Д.В.-Сарат., 1997.-9с.Деп. в
- ВИНИТИ 27.11.97, № 3457-В97.
- Попов С.А., Ананьян Р. В. Шлифование высокопористыми кругами.-М. Машиностроение, 1980.-79с.
- Попов С.А., Малевский Н. П., Терещенко Л. М. Алмазно-абразивная обработка металлов и твердых сплавов.-М.Машиностроение, 1977.-263с.
- Постоянные магниты. Справочник/ Под ред. Ю. М. Пятина.-М.:Энергия, 1980.-415с.
- Преображенский В.П. Теплотехнические измерения и приборы.-3-изд., перераб.-М.:Энергия, 1978.-704с.
- Пузанов В.В., Караулова М. Л. Некоторые особенности формообразования поверхности и силы резания при глубинном врезном шлифовании// Совершенствование процессов обработки металлов резанием.-Ижевск: 1974.-Вып.5.-С.61−70.
- Резников А.Н. Теплофизика резания.-М.Машиностроение, 1969.-288с.
- Результаты сравнительных испытаний отечественных и зарубежных твердых сплавов в условиях ВАЗа и КаМАЗа/ О. С. Мальцев и др.//Проблемы производства и применения твердых сплавов.-М.:Цветметинформация, 1977,-С.27−29.
- Румянцев Е.М., Давыдов А.Д.Технология электрохимической обработки металлов: Учеб. пособие для техн. вузов.-М.:Высш.шк., 1984−159с.
- Савитций Е.М., Терехова В. Ф. Металловедение редкоземельных металлов.-М.:Наука, 1975.-272с.
- Седыкин Ф.В., Тормышев В. А., Иванов Н. И. Теплогидравлический анализ процесса электроалмазного шлифования торцевых поверхностей// Электронная обработка материалов, 1974.-№ 4.-С.23−26.
- Сергеев В.В., Булыгина Т. И. Магнитотвердые материалы.-М.: Энергия, 1980.-342с.
- Сипайлов В.А. Тепловые процессы при шлифовании и управление качеством поверхности.-М.Машиностроение,!978.-167с.
- Справочник по электрохимическим и электрофизическим методам обработки/ Г. А. Амитан, И. А. Байсунов, Ю. М. Барон и др.: Под общ. ред. В. А. Вососатова.-JI.Машиностроение, Ленинград. отд-ние, 1988.-719с.
- Третьяков В.И. Основы металловедения и технологии производства спеченных твердых сплавов.-М.:Металлургия, 1976.-528с.
- Уваров Л.Б. О возможности повышения точности копирования при ЭХО с применением газожидкостных смесей// Электронная обработка материалов, 1978. -№ 4. -С. 14−17.
- Уваров Л.Б., Шаров С. И. Устройство для смешения газа с электролитом при электрохимической размерной обработке. A.c. 761 217,1980 г.
- Ультрозвуковая очистка сборных алмазных кругов при шлифовании деталей из керамики/ A.M. Резников, Б. М. Левин, В. А. Сандрер и др.//Прогрессивные процессы точной и высококачественной обработки деталей.-Саратов: СГУД978.-С.81−83.
- Фомин В.В. Гидроэрозия металлов.-М.Машиностроение, 1977.-285с.
- Хрулько В.А., Матвеев B.C., Волков В. В. Новые СОЖ, применяемые при шлифовании труднообрабатываемых материалов.-М. Машиностроение, 1982.-64с.
- Худобин Л.В. Смазочно охлаждающие средства, применяемые при шлифовании.-М. Машиностроение, 1971 .-214с.
- Черкасский В.М. Насосы, вентиляторы, компрессоры: Учебник для теплотехнических специальностей вузов.-М.:Энергоатомиздат, 1984.-416с.
- Шлихтинг Г. Теория пограничного слоя: Пер. с нем.-М.:Наука, 1969,-711с.
- Электрофизические и электрохимические методы обработки материалов: Учебное пособие/ Б. А. Артамонов и др.: Под ред. В. П. Смоленцева: В 2-х т.-М.:Высш. школа, 1983.
- Эффективность нового устройства для гидроочистки абразивного круга при шлифовании заготовок из труднообрабатываемых материалов/ Е.С.
- Киселев, А.Н. Унянии, Р.З. Сафиулии// Совершенствование процессов абразивно- алмазной и упрочняющей обработки в машиностроении: Межвуз. сб. науч. тр./Перм. полит. ин-т.-1988.-С.132−139.
- Якимов А.В. Абразивно- алмазная обработка фасонных поверхностей. М. Машиностроение, 1984.-312с.
- Якимов А.В. Технологические основы процесса шлифования кругами с прерывистой рабочей поверхностью: Автореф. дис. на соиск. уч. степени докт. техн. наук.-М., 1970.-32с.
- William J. Orvis. Excel for scientists and engineers.- SYBEX Inc., 1996.-528p.
- УЧЕБНО-ПРОИЗВОДСТВЕННЫЕ МАСТЕРСКИЕ САРАТОВСКОГО АВИАТЕХНИКУМА
- Расчетный счет 263 109 в Кировском Промстройбанке г. Саратова410 730, г. Саратов, пр. Кирова, 11. Телефон 26−55−3201 2009 г №л1. На №.1."УЛМ САГ А.А.Белле"1. АКТ
- Внедрения алмазнеге разрезания с испельзеванием газе-кавитациенней активации с ре дм.1. Комиссия в ееставе: ет Твхнеле гичеекеге института
- Годелей экономический эффект ет внедрения составляет1500 рублей.1. Долгих А.М.аспирант кафедрн ТЭМ, етветтевенний исполнитель1. Кездев Д.В.-J1. СТП. Тир. 5000. Зак. oí-s:рждаго
- ГНПП «Алмаз» ев H.A. 1998 г.1. Акт внедрения
- Экономический эффект от внедрения составил 45,3 тыс. руб.
- Представители ГНПП «Алмаз»: /Зам. директора по научной работе ГУПП «Электронные системы», Д-р ф^М- црук Кудряшов В.П.ьник отдела Ерофее^.К.
- Начальник лаборатории Орлов КХЯ.1. Инженер Солдатова М.В.
- Ст. научный сотрудник, к.т.н. Бабанов
- Представители Технологического ин-та1. СГТУ: Доктбрант^дгих A.M.cz^t Аспирант Таланов A.B.1. Аспз1. Козлов Д.В.