Совершенствование технологии гибки труб прямоугольного сечения проталкиванием
Методы и средства исследования. Теоретические исследования базируются на использовании соответствующих разделов механики пластических деформаций металлов, сопротивления материалов и теоретической механики, линейной алгебры, метода конечных элементов, а также на основных положениях технологии машиностроения. На основе получения теоретических выводов и формул выполнено моделирование на ЭВМ… Читать ещё >
Содержание
- Глава 1. Существующие технологии изготовления гнутых трубчатых деталей
- 1. 1. Гибка труб круглого сечения
- 1. 2. Гибка труб прямоугольного сечения
- 1. 3. Существующие методы расчёта силовых и технологических параметров процесса гибки
- 1. 4. Выводы
- Глава 2. Теоретический анализ процесса гибки труб прямоугольного сечения с постоянным радиусом кривизны проталкиванием
- 2. 1. Определение силы проталкивания трубы
- 2. 2. Оценка напряжённого и деформированного состояния труб при гибке
- 2. 2. 1. Напряжения и деформации внешней и внутренней стенки трубы
- 2. 2. 2. Напряженно — деформированное состояние боковых стенок трубы
- 2. 3. Расчёт изгибающего момента при пластической деформации
- 2. 4. Оценка угла гибки трубы прямоугольного сечения проталкиванием
- 2. 5. Выводы
- Глава 3. Теоретический и технологический анализ процесса гибки труб прямоугольного сечения с переменным радиусом кривизны проталкиванием
- 3. 1. Определение силы проталкивания труб с переменным радиусом кривизны
- 3. 2. Оценка напряженно — деформированного состояния труб при гибке
- 3. 3. Расчёт изгибающего момента при пластической деформации и оценка угла гибки проталкиванием
- 3. 3. 1. Расчёт изгибающего момента
- 3. 3. 2. Оценка угла гибки трубы прямоугольного сечения проталкиванием с переменным радиусом кривизны
- 3. 4. Разработка технологии гибки трубы прямоугольного сечения проталкиванием
- 3. 4. 1. Определение формы канала матрицы при гибке трубы прямоугольного сечения проталкиванием с перемененным радиусом кривизны
- 3. 4. 2. Конструкция штампа для гибки трубы прямоугольного сечения проталкиванием с перемененным радиусом кривизны
- 3. 4. 3. Сравнение технологии гибки труб проталкиванием через канал матрицы с постоянным и переменным радиусами кривизны
- 3. 5. Выводы
- Глава 4. Численный анализ параметров технологии гибки труб прямоугольного сечения проталкиванием и моделирование процессов гибки на ЭВМ методом конечных элементов
- 4. 1. Основная концепция метода конечных элементов
- 4. 2. Составление модели конечных элементов для жестко-пластического тела
- 4. 2. 1. Вариационный принцип
- 4. 2. 2. Модель элементов
- 4. 2. 3. Разбиение области на элементы
- 4. 2. 4. Модель трения
- 4. 2. 5. Модель конечных элементов
- 4. 3. Процесс моделирования на компьютере
- 4. 3. 1. Работы перед моделированием — Предварительные работы
- 4. 3. 2. Выбор расчетных параметров
- 4. 4. Численные результаты
- 4. 5. Выводы
- Глава 5. Экспериментальное исследование гибки труб проталкиванием через канал матрицы
- 5. 1. Конструкция экспериментальной оснастки для гибки труб проталкиванием через канал матрицы
- 5. 2. Экспериментальный метод
- 5. 2. 1. Описание эксперимента
- 5. 2. 2. Определение положения характерных сечений
- 5. 2. 3. Расчет главных осевых деформаций и напряжений
- 5. 3. Расчетно-аналитический метод обработки экспериментальных данных
- 5. 3. 1. Расчетная модель элементарного объема
- 5. 3. 2. Экспериментальная оценка технологических параметров
- 5. 3. 3. Эксперимент гибки трубы круглого сечения проталкиванием через канал матрицы с переменным радиусом кривизны
- 5. 4. Выводы
Совершенствование технологии гибки труб прямоугольного сечения проталкиванием (реферат, курсовая, диплом, контрольная)
Гнутые детали из стальных или легированных тонкостенных сварных и бесшовных труб широко применяются в химической, автомобильной, аэрокосмической и в других отраслях промышленности.
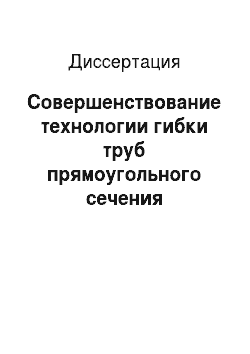
В промышленности производство элементов трубопроводов (особенно круглого или прямоугольного сечения) в настоящее время интенсивно развивается. С одной стороны, широко начали применяться изогнутые трубчатые детали разных типов из меди для водои газопроводов в жилищном строительстве. Практика показала, что эти водопроводные системы во много раз более стойкие к воздействию внешней среды, чем из стальных труб. С другой стороны, трубопроводы стали играть всё более ваясную роль в механических системах. Исследования показывают, что при нагружении элементов конструкции изгибающими и крутящими моментами наиболее рациональными формами поперечных сечений являются трубчатые конструкции [58]. Поэтому применение гнутых трубчатых деталей в машиностроительном производстве может не только гарантировать высокое качество машин, но и позволяет экономить материалы. На рис. 1. показаны различные элементы конструкции автомобиля представляющие собой гнутые трубчатые детали. (Например: газоотвод, эксцентрик, балка мотора, каркас-контейнер инструмента, передняя балка, бак-поддон, деталь корпуса, каркас-контейнер стула, заданная балка, балка привода и т. д.). [33], [14].
Бурное развитие авиации и ракетной техники поставило ряд очень важных технологических задач. Одной из них явилось получение арматуры (тройников, крестовин, крутоизогнутых гибок, сильфонов, изгибных труб и т. д.) из тонкостенных трубчатых заготовок для трубопроводов двигателей и систем жизнеобеспечения летательных аппаратов.
В 1996 г. союз немецких автомобилестроителей взял обязательство снизить расход топлива в Германии на 25% к 2005 г. Для сохранения и эксцентрик балка мотора каркас-контейнер стула каркас-контейнер передняя инструмента балка бак-поддон деталь корпуса балка привода задняя балка.
Рис. 1. Область применения гнутых трубчатых деталей улучшения комфортности и технических характеристик автомобилей, наряду с улучшением системы привода, аэродинамики и сопротивления качению и т. д. важной задачей является снижение массы машины. Она решается за счет применения новых материалов (например, алюминия и сталей повышенной прочности), а также использования новых технологий, включающих изготовление гнутых деталей из тонкостенных трубчатых заготовок [12,15].
В последние годы отмечается тенденция использования полых изгибных деталей из трубчатых заготовок, особенно повышение требований к качеству изгибных трубчатых изделий. В настоящее время существует много методов для получения гнутых деталей труб. Ниже приведены следующие основные виды гибки: а) гибка наматыванием на вращающийся копирб) гибка тремя роликамив) гибка проталкиванием через роликиг) гибка проталкиванием через канал матрицыд) гибка в штампахе) гидростатическая гибка — формовкой.
В практическом производстве используют различные методы изготовления гнутых трубчатых деталей. Например, если требуется изготовить большое количество гнутых трубчатых деталей высокого качества, то следует использовать специальные машины для гибки, а если требуется изготовить небольшое количество труб большой длины, то необязательно применять специальные машины для гибки, можно воспользоваться простыми инструментами для гибки.
Практика показала, что при применении этих методов степень деформации гибки труб ограничивается определенными пределами. Например: относительный радиус гибки больше или равен одномуполуторам диаметрам (г1~1,5</). В противном случае в изогнутых трубах возникают следующие дефекты [34], [66]: а) утонение и разрушение стенки внешней стороны трубыб) увеличение толщины и локальная потеря устойчивости (гофрирование) стенки внутренней стороны трубыв) искажение поперечного сечения трубы в зоне гибки и т. д.
На практике в некоторых конструкциях машин и систем трубопроводов требуются гнутые трубчатые детали с малым радиусом кривизны. Например, радиус гибки трубопровода волновода желательно делать предельно малым. Поэтому исследование новых методов гибки труб, особенно прямоугольного сечения, для получения малого радиуса гибки является очень актуальным. С одной стороны, гибка труб прямоугольного сечения наиболее сложный технологический процесс из-за частой потери устойчивости на внутреннем и боковых элементах трубы, а с другой стороны, теоретические исследования технологических параметров при гибке труб прямоугольного сечения проталкиванием отсутствуют. Обычно повышение степени деформации при гибке труб обусловлено многими факторами: методом гибки, выбором параметров технологии, качеством материала заготовки и т. д.
В данной диссертации мы исследуем новый метод гибки труб — гибку путем проталкивания через канал матрицы с переменным радиусом кривизны с целью получения малого радиуса гибки.
Целью работы являются исследование нового метода гибки труб прямоугольного сечения для получения малого радиуса гибки и разработка технологии гибки труб прямоугольного сечения с малым радиусам кривизны.
Методы и средства исследования. Теоретические исследования базируются на использовании соответствующих разделов механики пластических деформаций металлов, сопротивления материалов и теоретической механики, линейной алгебры, метода конечных элементов, а также на основных положениях технологии машиностроения. На основе получения теоретических выводов и формул выполнено моделирование на ЭВМ с помощью специального пакета программ по штамповке листов.
ДЕФОРМ". Проведены эксперименты по технологии гибки труб прямоугольного сечения в лабораторных условиях и подтверждена достоверность предложенной теории для данного метода гибки.
Научная новизна заключается в:
1. Математических зависимостях процесса гибки труб путем проталкивания через канал матрицы с переменным радиусом кривизны для получения малого радиуса гибки.
2. Универсальной методике расчета силовых параметров процесса гибки труб прямоугольного сечения путем проталкивания через канал матрицы с постоянным и переменным радиусом кривизны.
3. Определении критического угла гибки по образованию гофр при локальной потере устойчивости при гибке труб путем проталкивания через канал матрицы.
4. Разработке конечно-элементной модели процесса гибки труб прямоугольного сечения для численного анализа на компьютере.
5. Разработке вариантов технологии получения изогнутых деталей с переменным радиусом кривизны.
Структура и объём работы. Диссертация состоит из введения, пяти глав, заключения, литературы и приложения. Объём диссертации 178 страниц, 96 рисунков, 4 таблицы и 68 наименований литературы.
выводы:
1. Разработаны основные положения технологического процесса гибки труб прямоугольного сечения путем проталкивания через канал матрицы с постоянным и переменным радиусом кривизны: определены силовые и моментные параметрыразработаны новые конструкции инструмента.
2. Получена зависимость параметров канала матрицы (В данной работе применен закон изменения радиуса кривизны по уравнению эвольвенты окружности) от условий деформирования трубной заготовки на её формообразующем участке.
3. Разработана универсальная методика расчета изгибающего момента и усилия при гибке труб прямоугольного сечения для различной конструкции матрицы и условий деформирования.
4. Экспериментально установлено оптимальное распределение истинных деформаций трубной заготовки на внутренней поверхности трубы.
5. Получено экспериментальное подтверждение возможности исключения гофра для технологического процесса гибки труб прямоугольного сечения путем проталкивания через канал матрицы с переменным радиусом кривизны.
6. Исследаван механизм деформирования трубной заготовки при гибке труб прямоугольного сечения путем проталкивания через канал матрицы с переменным радиусом кривизны и оценена степень влияния отдельных факторов на деформации в процессе гибки.
7. Получены формулы для расчета напряжений в трубной заготовке в процессе деформирования в канале матрицы с переменным радиусом кривизны.
8. Разработаны и внедрены технологический процесс и конструкция матрицы с переменным радиусом кривизны.
9. Результаты исследований внедряются в лаборатории Московского Государственного Технологического Университета «СТАНКИН».
Отличие нашей работы от других исследований:
1. Предложен новый метод гибки труб — гибка путем проталкивания через канал матрицы с переменным радиусом кривизны для изготовления гнутых трубчатых деталей с малым радиусом гибки и малым радиусом кривизны с помощью матрицы с переменным радиусом кривизны.
2. Практическая полезность работы состоит в том, что разработаны технологический процесс и конструкция матриц, которые позволяют получать после операции проталкивания через канал матрицы крутоизогнутые отводы в соответствии с техническими требованиями;
3. Выполнен численный анализ процесса гибки методом конечных элементов, который удовлетворительно совпадает с экспериментальными данными для гибки проталкиванием через канал матрицы с переменным радиусом кривизны.
Современные тенденции изготовления гнутых трубчатых деталей.
В 21 веке одним из актуальных направлений в области пластической I обработки является развитие технологии пластической обработки гнутых трубчатых изделий для удовлетворения требований к конструкции и техническим характеристикам изделий. Технологии изготовления гнутых трубчатых деталей должна развиваться по следующим направлениям:
1. Экономия энергии в технологическом процессе пластического деформирования.
2. Повышение безотказности обработки пластическим деформированием.
3. Повышение точности изготовления изделий, полученных с помощью пластического деформирования.
4. Развитие техники гидростатической формовки гнутых трубчатых изделий.
5. Развитие техники моделирования пластической деформации труб на ЭВМ.
Перспективы дальнейшей работы.
Соискателем решены следующие задачи, которые выносятся на защиту:
— разработана методика расчета и построения профиля матрицы с учетом распределения истинных деформаций трубной заготовки в процессе сжатия;
— экспериментально подтверждены возможности исключения образования гофр в технологическом процессе гибки путем проталкивания через канал матрицы с переменным радиусом кривизны;
— уточнен механизм деформирования трубчатой заготовки при гибке и дана оценка степени влияния отдельных факторов на процесс сжатия;
— разработана универсальная методика расчета силовых параметров процесса гибки путем проталкивания через канал матрицы с переменным радиусом кривизны;
— разработана конструкция разъемной матрицы с переменным радиусом кривизны канала для получения гнутых трубчатых деталей, которая позволила сократить количество операции гибки;
— разработан способ непрерывного проталкивания гнутых трубчатых деталей через канал матрицы с созданием перемычек между трубными заготовками.
ЗАКЛЮЧЕНИЕ
.
В результате проведенных исследований можно сделать следующие.
Список литературы
- Акаро И.Л., Троицкий В. П. Исследование операций обжима толстостенных труб в жестких матрицах/ЛСузнечно-штамповочное производство. 2000. № 11. С.8—11
- Алексеев Ю, Н., Вопросы пластического течения металлов. Издательство Харьковского авиационного института, 1958 г. 188с.
- Алексеев Ю. Н., Лимберг Э. А., Щербина В. А., Стрелецкий Б. А., Кинематика процесса пластического изгиба. Основы теории обработки металлов: СБ. 2. Харьковский авиацианный институт Харьков. 1975 г. с84 87.
- Алексеев Ю. Н., Лимберг Э. А., Щербина В. А., Стрелецкий Б. А., Определение работы изгиба трубчатой заготовки. Основы теории обработки металлов: СБ. 2. Харьковский авиацианный институт Харьков. 1975 г. С64 67.
- Антонов Е.А., Матвеев А. С., Гидромеаническая штамповка трубных заготовок в крутоизогнутые изделия. Кузнично штамповкое производство № 8. 1988 г. С24−27
- Билобан Б. С., Об изгибающем моменте и остаточной кривизне при пластическом изгибе труб. Кузнично штамповкое производство № 8. 1965 г. С18−21
- Богоявленский К. Н., «Изготовление сложных полых деталей». Л., «Машиностроение», 1979. 214с.
- Богоявленский К. Н., Камнева П. В., «Изготовление деталей пластическим деформированием». Л., «Машиностроение», 1975. 424с.
- Богоявленский К. Н., Рябинина А. Г., Гидропластическая обработка металлов. Л., «Машиностроение», 1988. 256с.
- Богоявленский К. Н., Кобышев А. Н. Развитие процессов гидравлической штамповки: М., НИИмаш, 1983. 41с.
- Горбунова М.Н. Штамповка деталей из трубчатых заготовок. М.: «Машиностроение», 1960.190 с.
- Ершов А.Г. Формообразование потру бков из труб изгибом вталкиванием в фильер с внутренним давлением. Кузнично-штамповочной производства. № 7. 1979 г. С 23 25.
- Ершов В.И., Арзамасцев Л. И., Деформированное состояние трубной заготовки при изготовлении патрубков сдвигом. Кузнично-штамповочной производства. № 9. 1988 г. С 15−16.
- Кондратенко В.Г., Перспективные направления развития штамповки гидроформовкой. — «Технология металлов», № 3. 2002 г. С. 6 11
- Кондратенко В.Г., Соловьев М. В., Проблема локальной потери устойчивости трубчатой заготовкой в операциях гидроформавки. «Технология металлов», № 6. 2001 г. С. 8 10
- Лукьянов В. П., Клочков В. В., Шатсев В. П., Алкин Г. И., Освоение технологии и специализированной оснастки для гидромеханической штамповки велосипедных деталей из трубных заготовок. «Кузнечно-цггамповочное производство»,№ 3. 1978 г. С23−24.
- Матвеев А. Д. Пластическое деформирование трубной заготовок гидростатическим давлением//Кузнечно-пггамповочное производство. 1961. № 8. С.1—5
- Мосин Ф. В., Технология изготовления деталей из труб. М:. «Машиностроение», 1962 г. 172с.
- Мосин Ф. В., Механизация в трубогибочном производстве. Л:. ЛДНТП, 1958 г. 76с.
- Мошнин Е. Н., Гибочные и правильные машины. М. «Машиностроение», 1956. 252 с
- Мошнин Е. Н., Гибка и правка на ротационных машинах (Технология и оборудование). М:. «Машиностроение», 1967. 272 с
- Мошнин Е. Н., Определение технологических параметров гибки тонкостенных труб, «Вестник машиностроения» № 10,1955.
- Рывкин. А. А., Рывкин А. 3., Хренов Л. С., Справчник по математике, М. «Высшая школа». 1987 г. 480 с.
- Романовский В. П., Справочник по холодной штамповке. М:. «Машиностроение», 1971. 782 с
- Серенсен С. В., Справочник машиностроителя. М. «Машиностроение», 1962. 628 с
- Тавастшерна Р.И. Процесс изготовления крутоизогнутых отводов горячей протяжкой по рогообразному сердечнику // Кузнечно -штамповочное производство. 1968. №. 4. с 18 22.
- Томленое А. Д., Механика процессов обработки металлов давлением, М.: «Машиностроение», 1963. 236 с.
- Томленое А. Д., Теория пластического деформирования металлов, М.: «Металлургия», 1972. 408 с.
- Шнейдерг A.M., Михайлемко Ф. П. Экспериментальное исследования напряженно деформированного состояния при гибке крутоизогнутых патрубков и оценка пластичности материала. Кузнично — пггамповкое производство № 2. 2003 г. С17−25.
- Шофман JI. А., Основы расчета процессов штамповки и прессования, М. «Машиностроение», 1961. 340 с
- Altan, Т., et al., 1999, «Formability and Design Issues in Tube Hydroforming,'' Hydroforming of Tube, Extrusions and Sheet Metal, Vol. 1, K. Siegert, ed., pp. 105−121.
- Andrews K. R. F., England G. L., Ghani E., Classification of the axial collapse of cylindrical tubes under quasi-static loading. Int. J. Mech. Sci. Vol. 25. №. 9−10. pp. 687−696. 1983.
- Dohmann F., Hartl Ch., Tube hydroforming—research and practical application. Journal of Materials Processing Technology 71 (1997) 174−186
- Dusan Kecman. Bending collapse of rectangular and square section tubes. Int. J. Mech. Sci. Vol. 25. №. 9−10. pp. 623−636.1983.
- Hu F.T., Study on theory and experiment of dieless bending of abnormal and profiled tube, Ph.D. Dissertation, Northeastern Heavy Machine College, PR China, 1995 (in Chinese).
- Hu Z., Li J.Q., Computer simulation of pipe-bending processes with small bending radius using local induction heating, J. Mater.Process.Technol. 91 (1999) 75−79.
- Kandil K. S., Callanine C.R., Local buckling of a rectangular elastic tube. Int. J. Mech. Sci. Vol. 28. №. 11. pp. 789−797. 1986.
- Lynn P. P., Aiya S. K., Use of the Least Squares Criterion in the Finite Element Formulation, Intern. I. for Numerical Methods in Engineering, 6, 75—83 (1973).
- Manabe Ken-ichi., Masaaki Amino., Effects of process parameters and material properties on deformation process in tube hydroforming. Journal of Materials Processing Technology 5720 (2002) 1−7
- Melosh R. J., Basis for Derivation of Matrices for the Direct Stiffness Method, J.Am. Inst, for Aeronautics and. Astronautics, 1, 1631—1637 (1965).
- Meng Q. S., Al-Hassani T. S. and Soden P. D., Axial crushing of square tubes. Int. J. Mech. Sci. Vol. 25. №. 9−10. pp. 747−773. 1983.
- Miles J. C., The determination of collapse load and energy absorbing properties of thin walled beam structures using matrix methods of analysis. Int. J. Mech. Sci. 18 (1976).
- Muammer Кос, Taylan Altan. Prediction of forming limits and parameters in the tube hydroforming process. International Journal of Machine Tools & Manufacture 42 (2002) 123−138
- Muammer Кос, Taylan Altan. An overall review of the tube hydroforming (THF) technology. Journal of Materials Processing Technology 108 (2001) 384−393
- Paulsen F., Welo Т., J. Mater.Process.Technol. 58 (1996) 274−285.
- Szabo B. A., Lee G. C., Derivation of Stiffness Matrices for Problems in Plane Elasticity by Galerkin’s Method, Intern. J. of Numerical Methods in Engineering, 1,301—310 (1969).
- Tang N.C., Plastic-deformation analysis in tube bending. Int. J Press Ves Piping 77 (2000): 751−759
- Turner M J., Clough R. W., Martin H. C., Topp L. J., Stiffness and Deflection Analysis, of Complex Structures, J. Aeronaut. Sci., 23, 805—824 (1956).
- Wilson E. L., Nickell R. E., Application of the Finite Element Method to Heat Conduction Analysis, Nuclear Engineering and Design, 4, 276—286 (1966).
- Yang Jae-Bong., Jeon Byung-Hee., Oh Soo-IK., Design sensitivity analysis and optimization of the hydroforming process. Journal of Materials Processing Technology 113 (2001) 666−672
- Yang Jae-Bong., Jeon Byung-Hee., Oh Soo-IK., The tube bending technology of a hydroforming process for an automotive part. Journal of Materials Processing Technology 111 (2001) 175−181
- Yokoushi Y., Adv. Technol. Plasticity (1996) 599−602.
- Zhan M., Yan H., Jiang Z.Q., Zhao Z.S., Lin Y., A study on 3D FE simulation method of the NC bending process of thin-walled tube. Journal of Materials Processing Technology 129 (2002) 273−276
- Zienkiewicz О. С., Cheung Y. К., Finite Elements in the Solution of Field Problems, The Engineer, 507—510 (1965).
- Zienkiewicz О. C., The Finite Element Method in Engineering Science, McGraw-Hill, London, 1971−57. ттш, мхт, &-штшятщ№ 7 .С25−2758. %№Х. 1992^ 9 Л. 313Р.59. тш, т. ^мштшщшшш^^ттжш
- ШЯШ. Ш&ХЖШ. 1999.9. № 3. с31−3660. Wilson 1989. 3. 379−384
- ЩЩАЩ. ШОП^Ш. 1989.2. 67−7462. ш штт ПШЙ* 4ЬЖ:^ШХ^Ж"±, 1998.8 213р.
- ШФ. 1ФШХЯ&-. Ш, 1990. 5 243р.64. щм®-,ш. шшшшшт жи. ^ФЭИ^ЖЙШ, 1994.305р.
- Щ'.Ю. П. Кирдеев, Р. И. Непершин.и дрЩ. ^ШЩ^ШЩЩШХ^.1. ФИГЖ.2004.
- Ю.П.Кирдеев, Ю. В. Колотов Щ. ШШ^ЖШШШШШ&кЩ-^1. Ш^Ш^ЗШЯЙ. &-ХМ. ФИ2002. р 14−20,
- Ю.П.Кирдеев, Ю.В.Колотов^. Ш^ШШШШШШШ^Щ2002.р810~813.