Повышение эффективности несинхронных автоматических сборочных линий
Научная новизна. Выявлены и исследованы закономерности технологического процесса сборки на несинхронных автоматических линиях на основе разработанной имитационной стохастической модели их функционирования, учитывающей зависимость цикловых затрат времени на транспортирование изделий от динамики транспортной системы и характеристик сборочных операций и с помощью многофакторных и однофакторных… Читать ещё >
Содержание
- 1. ПРОИЗВОДИТЕЛЬНОСТЬ НЕСИНХРОННЫХ СБОРОЧНЫХ ЛИНИЙ И ПУТИ ЕЕ ПОВЫШЕНИЯ
- 1. 1. Классификация несинхронных сборочных линий и их общая характеристика
- 1. 2. Анализ производительности несинхронных сборочных линий
- 1. 3. Анализ существующих методов оптимизации параметров технологических процессов сборки на автоматических линиях
- 1. 4. Цель и задачи работы
- 2. ИМИТАЦИОННАЯ СТОХАСТИЧЕСКАЯ МОДЕЛЬ НЕСИНХРОННО! СБОРОЧНОЙ ЛИНИИ
- 2. 1. Несинхронные сборочные линии как системы массового обслуживания
- 2. 2. Общие принципы построения имитационной модели
- 2. 3. Описание имитационной модели несинхронной автоматической сборочной линии
- 2. 4. Исследование вычислительных свойств имитационной модели. 2.5. Выводы
- 3. ИССЛЕДОВАНИЕ ХАРАКТЕРИСТИК НЕСИНХРОННЫХ АВТОМАТИЧЕСКИХ СБОРОЧНЫХ ЛИНИЙ МЕТОДОМ ИМИТАЦИОННОГО МОДЕЛИРОВАНИЯ
- 3. 1. Вывод полиномиальных статистических уравнений на основе многофакторных имитационных экспериментов
- 3. 2. Анализ многофакторных полиномиальных моделей
- 3. 3. Исследование влияния различных факторов на характеристики несинхронных сборочных линий с помощью однофакторных имитационных экспериментов
- 3. 4. Выводы
- 4. МЕТОД СИНТЕЗА ОПТИМАЛЬНОЙ СТРУКТУРЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВОРКИ НА НЕСИНХРОННЫХ АВТОМАТИЧЕСКИХ ЛИНИЯХ
- 4. 1. Общая постановка задачи синтеза структуры технологического процесса сборки
- 4. 2. Методика оптимизации параметров несинхронных сборочных линий
- 4. 3. Метод оптимизации параметров переналаживаемых сборочных линий
- 4. 4. Выводы
- 5. МЕТОДИКА ВЫБОРА ОПТИМАЛЬНОЙ СТРУКТУРЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ НА НЕСИНХРОННЫХ АВТОМАТИЧЕСКИХ ЛИНИЯХ
- 5. 1. Назначение и общая характеристика методики
- 5. 2. Методика оптимизации структуры технологического процесса
- 5. 2. 1. Формирование начальных условий
- 5. 2. 2. Последовательность оптимизации параметров структуры технологического процесса
- 5. 3. Окончательный выбор оптимальной структуры технологического процесса
- 5. 4. Практическое применение методики
- 5. 5. Выводы
Повышение эффективности несинхронных автоматических сборочных линий (реферат, курсовая, диплом, контрольная)
Основными направлениями экономического и социального развития СССР на I98I-I985 годы и на период до 1990 года предусмотрен переход к массовому применению высокоэффективных систем машин и технологических процессов, обеспечивающих комплексную механизацию и автоматизацию производства, техническое перевооружение его основных отраслей.
Для осуществления этих целей в сборочном производстве наиболее прогрессивными являются линии с несинхронным перемещением изделий (несинхронные линии). Недостаточная изученность таких систем, отсутствие математической модели, описывающей процесс сборки и инженерной методики проектирования, затрудняют их эффективное использование.
Дель работы. Повышение эффективности несинхронных автоматических сборочных линий путем улучшения качества проектно-технологических решений на основе установления функциональной связи между структурно-параметрическими характеристиками технологического процесса сборки и применения методов структурно-параметрической оптимизации.
Научная новизна. Выявлены и исследованы закономерности технологического процесса сборки на несинхронных автоматических линиях на основе разработанной имитационной стохастической модели их функционирования, учитывающей зависимость цикловых затрат времени на транспортирование изделий от динамики транспортной системы и характеристик сборочных операций и с помощью многофакторных и однофакторных имитационных экспериментов установлена взаимосвязь между характеристиками технологического процесса сборки и его параметрами.
Разработаны методы:
1) структурно-параметрической оптимизации технологических процессов сборки, базирующийся на направленном итерационном поиске оптимального решения;
2) синтеза технологических процессов для переналаживаемых линий гибких автоматизированных производств.
Практическая ценность. Создана инженерная методика синтеза структуры технологического процесса сборки на несинхронных автоматических сборочных линиях.
На основе разработанного и реализованного на ЭВМ ЕС комплекса программ, включающего имитационную модель несинхронной линии и модули для обработки данных моделирования и анализа свойств варианта структуры технологического процесса, автоматизировано проектирование структуры технологического процесса, что позволяет сократить затраты на проектирование и повысить на 6−12 $ точность расчетов, которые возможно вести в режиме диалога проектировщик — ЭВМ.
Методика и средства проектирования могут быть использованы при модернизации действующих линий.
Реализация работы. В результате использования разработанной методики синтеза структуры технологического процесса при проектировании несинхронной автоматической линии сборки дисков ведомых СЩ 14−21с6А для Ровенского завода тракторных запасных частей за счет сокращения сроков проектирования и повышения точности расчетов получен экономический эффект 15 тыс.рублей. Методика принята к использованию Научно-производственным объединением «Сборочные механизмы» (г.Павлодар). Результаты работы включены кафедрой автоматизации технологических процессов в машиностроении Киевского политехнического института в учебный процесс по курсу «Автоматика и автоматизация производственных процессов» .
Апробация работы. Основные положения работы докладывались автором, обсуждались и были одобрены на конференциях и семинарах:
— Всесоюзная научно-техническая конференция с участием зарубежных специалистов стран СЭВ «Научно-технический прогресс в технологии, механизации и автоматизации сборочных работ в машиностроении» «Сборка-79» (г.Ленинград, 20−22 ноября 1979 г.);
— II Всесоюзная межвузовская научно-техническая конференция «Робототехнические системы» (г.Киев, 1−3 октября 1980 г.);
— Всесоюзное совещание «Комплексная механизация и организация сборочного производства на предприятиях тракторного и сельскохозяйственного машиностроения» (г.Павлодар, 12−15 октября 1980 г.);
— Республиканский семинар «Прогрессивные технологические процессы и режимы механической обработки и сборки в машиностроении» (г.Киев, 12−14 декабря 1978 г.);
— Республиканская конференция «Оптимизация проектирования и управления технологическими процессами в приборостроении» (г.Киев, 25−28 сентября 1979 г.);
— Республиканский семинар «Оптимизация и автоматизация технологических процессов механической обработки и сборки в машиностроении» (г.Киев, 18−20 декабря 1979 г.);
— Республиканский семинар «Промышленные роботы и робототехнические комплексы» (г.Киев, 1−4 апреля 1980 г.);
— Республиканский семинар «Пути совершенствования технологических процессов обработки и сборки в машиностроении» (г.Житомир, 24−27 сентября 1980 г.);
— Республиканский семинар «Механизация ручного трудапуть к повышению эффективности производства» (г.Киев, 23−25 декабря 1980 г.);
— Отчетные научно-технические конференции профессорско-преподавательского состава Киевского политехнического института 1978;1983 годов.
Публикации. По материалам диссертации опубликовано II статей и получено 7 авторских свидетельств на изобретения.
Автор защищает:
1. Имитационную стохастическую модель несинхронной автоматической сборочной линии, отображающую взаимосвязь между структурно-параметрическими характеристиками технологического процесса сборки.
2. Методику и результаты многофакторных и однофакторных машинных имитационных экспериментов, направленных на всестороннее исследование закономерностей функционирования несинхронных автоматических сборочных линий и обоснование возможностей применения численных методов оптимизации параметров технологического процесса сборки.
3. Метод структурно-параметрической оптимизации технологического процесса сборки на несинхронных автоматических сборочных линийх, основанный на процедурах математического программирования (стохастической аппроксимации и динамическом программировании), исключающих необходимость генерации и полного перебора всех возможных вариантов проектируемой системы.
4. Метод синтеза оптимальных технологических процессов для переналаживаемых линий, использующий векторный критерий оптимальности, компонентами которого являются показатели эффективности по каждому проектируемому процессу.
5. Инженерную методику синтеза оптимальной структуры технологического процесса сборки на несинхронных сборочных линиях, основанную на применении имитационной модели процесса и методов структурно-параметрической оптимизации.
I. ПРОИЗВОДИТЕЛЬНОСТЬ НЕСИНХРОННЫХ СБОРОЧНЫХ ЛИНИЙ И ПУТИ ЕЕ ПОВЫШЕНИЯ.
Несинхронные сборочные линии с приспособлениями-спутниками, не имеющими жесткой связи с тяговым органом транспортера, в последние годы находят все более широкое применение. Но, несмотря на большой опыт их проектирования и эксплуатации действительная производительность таких линий в большинстве случаев из-за различного вида потерь ниже расчетной на 10−20 $ и более. Это приводит к тому, что они оказываются недостаточно эффективными.
Выявить возможные причины потерь производительности можно путем их анализа на основе теории производительности, применив ее к автоматизированному сборочному производству, что, в свою очередь даст возможность определить пути их снижения.
Несинхронные сборочные линии отличаются большим разнообразием типов и схем компоновки, для которых характерны различные особенности, в том числе виды потерь производительности и их соотношения. Поэтому необходимо дать общую характеристику таких особенностей и выявить наиболее распространенные и перспективные типы линий. Это может быть выполнено на основе их классификации по определенным признакам.
I.I. Классификация несинхронных сборочных линий и их общая характеристика.
Несинхронные сборочные линии в настоящее время эксплуатируются на передовых предприятиях отечественного машиностроения (ЗИЛ, КамАЗ, ВАЗ, Московский завод автотракторного электрооборудования АТЭ-I, Михайловский и Гомельский заводы пусковых двигателей и др.). Разработкой таких линий занимаются различные проектные организации как в нашей стране (НПО «Сборочные механизмы», г. Павлодар, МКТИавтопром, г. Минск, НИИТавтопром, г. Москва и др.), так и зарубежные фирмы (MORIVNDO, Италия, CROSS, США, «Роберт Бош», ФРГ, «Миё кико кабусики кайся», Япония и др.). Только в НПО «Сборочные механизмы» с 1976 г. разработано более 50 таких линий для сборки различных изделий и узлов сельскохозяйственных машин и тракторов /80/.
Введение
несинхронной связи между операциями позволяет повысить производительность на 10−20 $, а в некоторых случаях на 50% /78/. Это объясняется рядом существенных преимуществ линий с несинхронной связью между рабочими позициями /78,92,96,107/:
— производительность несинхронных сборочных линий не лимитируется колебаниями длительностей циклов отдельных операций и время ожидания поступления собираемого изделия на рабочую позицию сокращается (в линиях с жесткой связью перемещение изделий с одной рабочей позиции на другую происходит после окончания сборки на всех позициях);
— стоимость этих линий меньше, чем стоимость линий с жестким транспортом за счет упрощения системы управления и ликвидации ряда блокировок, а также снижения требований к точности установки отдельных рабочих агрегатов;
— гибкость их значительно выше, так как они допускают большую степень переналадки, 60−80% их узлов может быть унифицировано, возможно управление от ЭВМ как отдельными рабочими позициями, так и всей линией.
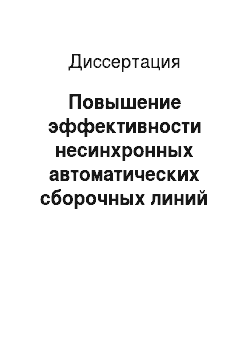
Классификация несинхронных сборочных линий по различным признакам с учетом работ /78,81,84/ представлена на рис. 1 Л. Пользуясь этой схемой, можно дать следующую характеристику по каждому из типов линий.
По степени автоматизации.
По количеству разделяемых потоков.
По числу видов собираемых изделий.
По степени переналадки.
По типу управления.
По такту работы.
По характеру перемещения.
Несинхронные сборочные линии.
Поточно"механизированные.
Полуавтоматические.
Автоматические.
Однопоточные.
Многопоточные.
Однопредметные.
Многопредметные.
Непереналаживае-мые.
Переналаживаемые.
Цикловое Программное.
Комбинированное.
С постоянным тактом.
С переменным тактом.
Прямоточные т.
Контурные Интегральные.
6. Результаты работы использованы при проектировании линии сборки дисков ведомых для Ровенского завода тракторных запасных частей с экономическим эффектом 15 тысяч рублей.
Методика проектирования принята к использованию НПО «Сборочные механизмы» (Павлодар).
На основе результатов работы изданы методические указания к лабораторным работам по курсу «Автоматика и автоматизация производственных процессов» для студентов специальности «Технология машиностроения, металлорежущие станки и инструменты» Ки евского политехнического института.
7. Основные конструкторско-технологические решения защище ны семью авторскими свидетельствами СССР №№ 688 314, 800 042, 818 817, 884 953, 891 322, 893 503, 977 135. Устройство по а.с. № 688 314 экспонируется на ВДНХ СССР.
Список литературы
- Автоматизированная система проектирования технологических процессов механосборочного производства / Зарубин В. М., Капустин Н. М., Павлов В. В. и др. — М.: Машиностроение, 1974.-247с.
- Адлер Ю.П., Ермаков Е. В., Грановский Ю. В. Планирование эксперимента при поиске оптимальных условий. М.: Наука, 1976.- 279 с.
- Алиев Г. А. Моделирование на ЭВМ работы проектируемой автоматической линии. В кн.: Труды ВЦ АН Азербайдж.ССР. Т.2, 1963, с.56−61.
- Барзам Р.В., Прудис JI.M. Проходные транспортеры-накопители. Станки и инструмент, 1974, № 10, с.9−13.
- Батищев Д.И. Поисковые методы оптимального проектирования. М.: Сов. радио, 1975. — 216 с.
- Беллман Р., Дрейфус С. Прикладные задачи динамического программирования. М.: Наука, 1965. — 460 с.
- Бешелев С.Д. Метод «затраты-эффективность». Экономика и математические методы, 1970. Т.6, вып.5, с.717−732.
- Бритавский Г. М. Некоторые вопросы исследования и построения рациональных вариантов структурных схем систем массового обслуживания типа автоматические линии. Дисс.канд.техн.наук.- Одесса, 1973. 174 с.
- Брон JI.C. Зарубежные автоматические линии для механической обработки. М.: НИИМаш, 1974. — 88 с.
- Брон JI.C. Автоматические линии для массового и курпно-серийного производства. Станки и инструмент, 1979,№ 2,с.5−6.
- Бусленко Н.П. Моделирование сложных -систем. 2-е изд. перераб. — М.: Наука, 1978. — 399 с.
- Бухтеева И.В. Исследование различных методов определения производительности автоматических линий со сложными структурными схемами. -Дисс. канд.техн.наук. М., 1976. — 198с. * 13. Вазан М. Стохастическая аппроксимация. — М.: Мир, 1972.- 295 с.
- Введение в технику работы с таблицами решений / Фрай-таг Г., Годе В., Якоби X. и др. М.: Энергия, 1979. — 88 с.
- Вентцель Е.С. Теория вероятностей. М.: Наука, 1964.- 564 с.
- Вентцель Е.С. Исследование операций. М.: Сов. радио, 1972. — 551 с.
- Вентцель Е.С., Овчаренко Л. А. Прикладные задачи теории вероятностей. М.: Радио и связь, 1983. — 416 с.
- Владзиевский А.П. Автоматические линии в машиностроении. М.: Машгиз, 1958. T.I. — 430 с.
- Волкович В.Л. Многокритериальные задачи и методы их решения. В кн.: Сложные системы управления. — Киев: Наукова думка, 1969, с.44−52.
- Волчкевич Л.И. Надежность автоматических линий. М.: Машиностроение, 1969. — 309 с. v 23. Волчкевич Л. И., Ковалев М. П., Кузнецов М. М. Комплексная автоматизация производства. М.: Машиностроение, 1983. -269 с.
- Волчкевич Л.И., Тусупбеков М. Р. Выбор оптимального варианта автоматических линий для обработки ступенчатых валов. -Станки и инструмент, 1976, № 12, с.4−6.
- Гавриш А.П. Автоматизация технологической подготовки машиностроительного производства. Киев: Техн1ка, 1982. — 215с.
- Гальян Е.М. Исследование путей повышения эффективности работы автоматических линий со сложной структурой. Дисс. канд.техн.наук. — М., 1978. — 237 с.
- Генкин Б.М. Системы обслуживания оборудования и рабочих мест. М.: Экономика, 1972. — 191 с.
- Глаговский Б.А. Вопросы автоматизации контроля готовой продукции в инструментальном производстве. В кн.: Труды ВНИИАШ, вып. 13. -М., НИИАШ, 1971, с.63−71.
- Глаговский Б.А. Оптимизация длительности эксперимента при исследованиях поточно-механизированных линий. В кн.: Всесоюзная конференция по проблемам адаптивных и оптимальных систем управления. — Кафан, 1972, с.36−40.
- Глаговский Б.А. Полиномиальная аппроксимация результатов измерения переходных процессов. Измерительная техника, 1975, № 6, с.24−26.
- Годович Г. М., Курбатов Ю. В., Селюков И. М., ЧерпаковБ.И. Автоматизация сборочных операций в крупносерийном и массовом производстве. Механизация и автоматизация производства, 1978, № I, с.1−3.
- Горчев B.C. Некоторые вопросы построения математических моделей однопоточных автоматических линий. Дисс. канд. техн. наук. — М., 1968. — 172 с.
- Гребенников Л.К., Лебедев В. Н. Решение задач на ПД/1 в ОС ЕС. М.: Финансы и статистика, 1981. — 302 с. 34. 1? усев А. А. Адаптивные устройства сборочных машин. М.: Машиностроение, 1979. — 208 с.
- Дащенко А.И., Белоусов А. П. Проектирование автоматических линий. М.: Высшая школа, 1983. — 328 с.
- Дегтярев Ю.И. Методы оптимизации. М.: Сов. радио, 1980. — 272 с. f 37. Диалоговое проектирование технологических процессов / Капустин Н. М., Павлов В. В., Козлов Л. А. и др. М.: Машиностроение, 1983. — 225 с.
- Душинский В.В., Пуховский Е. С., Радченко С. Г. Оптимизация технологических процессов в машиностроении. Киев: Техн1ка, 1977. — 176 с.
- Дымшиц Е.С. Определение надежности автоматических производств методами кибернетического моделирования. За советское станкостроение, 1965, № 7, с.
- Дымшиц Е.С. Основные характеристики больших систем, рассматриваемых как системы массового обслуживания. В кн.: Большие системы. Массовое обслуживание. Надежность. — М.: Наука, 1970, с.156−170.
- Ермаков С.М., Михайлов Г. А. Статистическое моделирование. 2-е изд., дополн. — М.: Наука, 1982. — 296 с.
- Зайченко Ю.П. Исследование операций. Киев: Вица школа, 1975. — 320 с.
- Зенкин А.С. Механизация и автоматизация сборочных работ в машиностроении. Киев, Знание, 1981. — 26 с.
- Зенкин А.С. Технологические основы сборки соединений с натягом. М.: Машиностроение, 1982. — 49 с.
- Зрюкин В.В. Анализ производительности автоматического сборочного оборудования. Изв. ВУЗов. Машиностроение, 1967, с. I25−131.
- Имитационное моделирование производственных систем. Под ред. Вавилова А. А. М.: Машиностроение- Берлин: Техника, 1983.416 с.
- Капустин И.И., Ильинский Д. Я., Карелин Н. М. Устройстваи механизмы автоматических сборочных машин. М.: Машиностроение, 1968. — 280 с.
- Кениг Д., Штойян Д. Методы теории массового обслуживания. М.: Радио и связь, 1981. — 128 с.
- Клейнен Дж. Статистические методы в имитационном моделировании. М.: Статистика, 1978. — T.I. — 221 с- Т.2 — 335 с.
- Клейнрок Л. Теория массового обслуживания. М.: Машиностроение, 1979. — 432 с.
- Климов Г. П. Математическое моделирование и экспериментальные задачи в теории массового обслуживания. Дисс. канд. физ.-мат.наук. — М.- 1962. — 123 с.
- Кнут Д. Искусство программирования для ЭВМ. М.: Мир, 1977. Т.2. — 724 с.
- Конюх А.И., Лебедевич В. В., Пешее Л. Я., Плашей Г. И. Расчет надежности и производительности однопоточных автоматических линий с накопителями заделов. Вестник машиностроения, 1975, № 9, с.56−59.
- Коровянская Е.И., Мешкова М. М., Черпаков Б. И. Исследование производительности автоматических линий моделированием на ЭВМ. Станки и инструмент, 1981, № 4, с.5−7.
- Корсаков B.C., Дмитриенко В. В. Анализ технологической надежности сборочных роботов типа «механическая рука». Изв. ВУЗов. Машиностроение, 1975, № 7, с.184−187.
- Косилов В.В. Технологические основы проектирования автоматического сборочного оборудования. М.: Машиностроение, 1976. — 248 с.
- Кузнецов М.М., Волчкевич Л. И., Замчалов Ю. П. Автоматизация производственных процессов. М.: Высшая школа, 1978. — 432с.
- Кулаков Н.Н., Загоруйко А. С. Методы оценки повышения надежности технических изделий по технико-экономическим показателям. Новосибирск: Наука, Сиб. отделение, 1969. — 142 с.
- Лебедовский М.С., Федотов А. И. Автоматизация сборочных работ. Л.: Лениздат, 1970. — 448 с.
- Лебедовский М.С., Федотов А. И. Автоматизация в промышленности. -Л.: Лениздат, 1976. 254 с.
- Левин А.А. Методы расчета ожидаемой производительности автоматических линий в зависимости от производительности и надежности встроенного оборудования. Руководящие материалы. М.: ЭНИМС, 1964. — 76 с.
- Лифшиц А.Л., Мальц Э. А. Статистическое моделирование систем массового обслуживания. М.: Сов. радио, 1978. — 248 с.
- Мановицкий В.И., Сурков Е. М. Система имитационного моделирования дискретных процессов (ДИСМ). Киев-Одесса, Вища школа, 1981. — 96 с.
- Материалы ХХУ1 съезда КПСС. М.: Политиздат, 1981. — 223 с.
- Машинин В.В., Лобанов В. В., Байдаков Л. С. Несинхронные механизированные линии для сборки изделий автотракторного электрооборудования. Механизация и автоматизация производства, 1978, № I, с.3−6.
- Мелешко В.И. Теория полезности и методы введения глобальных критериев оптимальности. В кн.: Адаптивные системы. -Рига: Зинатне, 1973, вып. З, с.67−68.
- Методика определения экономической эффективности использования в народном хозяйстве новой техники, изобретений и рационализаторских предложений. М.: Экономика, 1977. — 45 с.
- Муценек К.Я. Основы проектирования сборочных автоматов и линий. Рига, Зинтане, 1981. — 221 с.
- Научные основы автоматизации сборки машин / Под ред. Новикова М. П. М.: Машиностроение, 1976. — 472 с.
- Нейлор Т. Машинные имитационные эксперименты с моделями экономических систем. М.: Мир, 1975. — 502 с.
- Организационно-технические основы эксплуатации автоматических линий. МС и ИП. Руководящие материалы. М.: НИИМаш, 1976. -76 с.
- Патент (США) № 3I6II45, 1964.
- Планирование эксперимента в исследовании технологических процессов / Хартман К., Лецкий Э., Шефер В. и др. М.: Мир, 1977. — 552 с.
- Полляк Ю.Г. Вероятностное моделирование на электронных вычислительных машинах. М.: Сов. радио, 1971. — 400 с.
- Пугачев B.C. Теория вероятностей и математическая статистика. М.: Наука, 1979. — 496 с.
- Растригин Л.А. Системы экстремального управления. М.: Наука, 1974. — 632 с.
- Сафронов Л.М. Несинхронные сборочные линии. Состояние и перспективы развития. В кн.: Перспективы механизации сборочных работ на предприятиях Минсельхозмаша. — Павлодар: НПО «Сборочные механизмы», 1978, с.61−63.
- Сафронов Л.М. Состояние и перспективы развития сборочных линий с несинхронным перемещением изделий. М.: ЦНИИТЭИтрак-торосельхозмаш, 1980, вып.З. — 44 с.
- Сборка и монтаж изделий в машиностроении. Справочник / Ред.совет. Корсаков B.C. и др. М.: Машиностроение, 1983, т.1.- 480 с.
- Ситников О.С., Васильев Г. А., Пейсахович В. М. Экономические проблемы автоматизации производства. Минск: БГУ, 1974.- 119 с.
- Справочник по системотехнике / Под ред. Макала Р. М.: Сов. радио, 1970. — 688 с.
- Султан-Заде Н. М. Исследование путей повышения производительности AJI со сложной структурой методом статистических испытаний. Дисс. канд.техн.наук. — М., 1970. — 168 с.
- Тенева Н.И. Вопросы моделирования структуры механизированных поточных линий на стадии их проектирования. Дисс. канд.экон.наук. — М., 1979. — 156 с.
- Уайлд Д.Дж. Методы поиска экстремума. М.: Наука, 1967.- 267 с.
- Федотов А.И. Совершенствование технологии и организации работ в сборочном производстве. В кн.: Научно-технический прогресс в технологии, механизации и автоматизации сборочных работ в машиностроении. Сборка-79. М.: 1979, с.15−20.
- Федотов А.И., Лебедовский М. С. Технологические основы автоматизации сборки изделий. В кн.: Научно-технический прогресс в технологии, механизации и автоматизации сборочных работ в машиностроении. Сборка-79. М.: 1979, с.81−84.
- Хамби Э. Программирование таблиц решений. М.: Мир, 1976. — 88 с.
- Хасимоно X., Хаяси К. Несинхронные сборочные линии. -Перевод № Ц-53 918 статьи журнала Китай гидзюцу, 1974, Т.22, № 10.
- Холодкова А.Г. Надежность работы автоматических сборочных линий. Изв.ВУЗов. Машиностроение, 1975, № 7, с.188−190.
- Храбров А.С. Совершенствование процессов автоматизации сборочных работ. Л.: Машиностроение, 1979. — 230 с.
- Чарный Д.И. Надежность и производительность сборочных автоматических линий пластинчатых изделий. Механизация и автоматизация производства. 1978, № I, с.6−7.
- Черпаков Б.И. Вспомогательное оборудование зарубежных комплексных автоматических линий. М.: НИИМаш, 1976. — 52 с.
- Черпаков Б.И. Эксплуатация автоматических линий. М.: Машиностроение, 1978. — 248 с.
- Шаумян Г. А. Комплексная автоматизация производственных процессов. М.: Машиностроение, 1973. — 640 с.
- Шеннон Р. Имитационное моделирование систем искусство и наука. — М.: Мир, 1978. — 420 с.
- Шишонок Н.А., Репкин В.§-., Барвиковский Л. Л. Основы теории надежности и эксплуатации радиоэлектронной техники. М.: Сов. радио, 1967. — 551 с.
- Шрайбер Т.Дж. Моделирование на GPSS. М.: Машиностроение, 1980. 992 с.
- Эркинс А.Э., Муценек К. Я. Исследование транспортной системы автоматизированной сборочной линии. В кн.: Автоматизация сборочных процессов. — Рига: РПИ, 1979, с.84−90.
- Эрпшер Ю.Б. Надежность и структура автоматических систем. М.: Машгиз, 1962. — 151 с.
- Church J. Simutation 05 a toot in assemBty Cine dLes’ing. -Canadian Machinery and Metatwork. f973.63.N7pt 40−43.
- Lentes UP. AusEegung von Montagefrnien mit Wife djer Station.-VLI-Ben, «78. N323, s. 19−28.
- PCs good for asynchronous fines.-American Machinery. 1976, ill, N10, p. 402−103.
- Shiran L .Non-synchronous assem&Cy machines off er ppoductlon ftexi6i? ity.-Canadian Machinery and MetaCworking. 1975, NT-2.p.38−39.
- Tyhacek K. Stochastcka simuEace provoru prurne automaticke fcnky.-Strojirenctvi. 1980.30.N6.s335−339.