Эксплуатация и ремонт машинно-тракторного парка и эксплуатация технологического оборудования
Динамическая неуравновешенность возникает тогда, когда ось вращения детали не совпадает с ее главной осью инерции. Допустим, что при статической балансировке неуравновешенную массу m уравновесили массой Q. Поскольку положение плоскости, в которой расположена масса m, неизвестно, то и вводимая компенсирующая масса расположится в любом поперечном сечении детали на каком-то расстоянии от первой… Читать ещё >
Эксплуатация и ремонт машинно-тракторного парка и эксплуатация технологического оборудования (реферат, курсовая, диплом, контрольная)
Федеральное государственное образовательное учреждение высшего профессионального образования Саратовский государственный аграрный университет им. Н. И. Вавилова Кафедра «Процессы и аппараты пищевых производств»
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к выполнению лабораторно-практических работ по дисциплине:
"Эксплуатация и ремонт машинно-тракторного парка и эксплуатация технологического оборудования"
для специальности
110 305 — «Технология производства и переработки сельскохозяйственной продукции»
Саратов 2005
СОДЕРЖАНИЕ РАЗДЕЛ 1. Производственная эксплуатация машинно-тракторных агрегатов Занятие 1. Комплектование и технологическая наладка МТА
Занятие 2. Расчет рационального состава сельскохозяйственного агрегата Занятие 3. Разработка технологической карты возделывания сельскохозяйственной культуры
Занятие 4. Операционные технологии Занятие 5. Расчет потребности в транспортных средствах РАЗДЕЛ 2. Техническая эксплуатация машинно-тракторного парка Занятие 6. Приемка объектов в ремонт, на хранение и их очистка Занятие 7. Основы расчета ремонтно-обслуживающей базы Занятие 8. Восстановление типовых поверхностей деталей Занятие 9. Ремонт типовых агрегатов и сборочных единиц Занятие 10. Балансировка деталей и сборочных единиц ПРИЛОЖЕНИЕ
РАЗДЕЛ 1
Производственная эксплуатация машинно-тракторных агрегатов
Занятие 1
Тема: Комплектование и технологическая наладка МТА
Цель занятия: Освоить схемы комплектования и основы технологической наладки машинотракторных агрегатов.
Совокупность машин с источником энергии, передаточными и вспомогательными устройствами называется сельскохозяйственным агрегатом, а при использовании механического (или электрического) источника энергии (двигателя) — машинно-тракторным агрегатом.
Понятие «машинно-тракторный агрегат» происходит от слова traction — тянуть, перемещать, а не от слова трактор, который не обязателен в составе такого агрегата.
В зависимости от типа машин и их числа в агрегате, а также в зависимости от типа тягача (трактора, самоходного шасси) применяют различные виды навески машин или их секций, прицепки машин к трактору и комбинации навески и прицепки (рис. 1, рис. 3), а так же их маркеры и следоуказатели.
Следует применять такие сцепки, навески и прицепки, которые обеспечивают высокое качество выполнения технологических операций и удобны в обслуживании, улучшают сцепные свойства трактора с почвой (если сцепление недостаточно), уменьшают затраты труда на самопередвижение агрегата и т. д.
Чтобы избежать появления поворачивающего момента или уменьшить его, точку прицепа устанавливают таким образом, чтобы линия тяги проходила ближе к центру агрегата (трактора). На рис. 2 представлена схема прицепки плуга к трактору, на рис. 4 — схема составления шестисеялочного агрегата.
Рис. 2 Схема прицепки плуга к трактору Рис. 1 Схемы навески машин:
а — задняя; б — передняя; в — задняя боковая;
г — срединная боковая; д — комбинированные.
В некоторых случаях при сцепке не удается обеспечить совпадения линии тяги плуга с центральной осью трактора и точку прицепки плуга на прицепной скобе трактора приходится смещать. Чтобы уменьшить влияние возникающего при этом поворачивающего момента, точку прицепа плуга к трактору следует стараться расположить посередине между линией действия силы сопротивления плуга и продольной осью трактора.
Рис. 3 Расположение машин в агрегате при использовании различных сцепных устройств.
а — фронтальные универсальные сцепки; б — специальные сцепки; 1 — прицепная; 2 -шахматная навеска; 3 — шахматная прицепная; 4 — навесная для двух орудий; 5 — прицепная бесколесная для двух орудий; 6- для жаток при асимметричном расположении: 7 — для жатвенно-лущильного агрегата при уравновешенном расположении.
Рис. 4 Схема составления шестисеялочного агрегата:
а — расстановка переднего ряда сеялок; б — расстановка заднего ряда сеялок.
У несимметричных агрегатов, например у уборочных агрегатов с боковым расположением режущего аппарата, точку прицепа на скобе трактора следует смещать в сторону расположения рабочих органов (режущего аппарата).
Для контроля загрузки трактора в процессе работы с целью управления эксплуатационными режимами необходимо иметь специальные приборы (лучше установленные на тракторе).
Наиболее удобно в эксплуатационных условиях определять загрузку двигателя замером эффективного давления в его цилиндрах с помощью прибора для контроля загрузки тракторного двигателя. Можно определить степень загрузки трактора, как по моменту, так и по мощности двигателя.
Агрегаты комплектуют из числа машин, имеющихся в хозяйстве. Составы агрегатов и режимы их работы определяют расчетным путем или по справочным материалам.
Подготовка агрегата к работе включает в себя :
§ подготовку трактора, сцепки и машин;
§ проверку технического состояния трактора, сцепки и машин, входящих в агрегат, и проведение требуемого технического обслуживания;
§ регулировку и установку рабочих органов машин;
§ составление агрегата и при необходимости оборудование его дополнительными устройствами (маркерами, следоуказателями и др.);
§ опробование агрегата на холостом ходу и в работе.
Занятие 2
Тема: Расчет рационального состава сельскохозяйственного агрегата
Цель занятия: Определить состав рабочей части машинотракторного агрегата для выполнения заданной сельскохозяйственной работы.
Исходными данными, для выполнения каждого задания являются: операция, марка трактора. Другие показатели, которые необходимы для решения поставленных задач, студент принимает самостоятельно по таблицам, приведённым в приложении и другим источникам.
Расчет количественного состава агрегата, зависящего от соотношения тяговых свойств трактора и сопротивления машин рассчитывают следующим образом.
1. Принимают диапазон оптимальных скоростей движения агрегата, обеспечивающих качественное выполнение заданной технологической операции (приложение табл.1).
При необходимости определяют дополнительные условия работы агрегата, конфигурацию и каменистость поля, его высоту над уровнем моря, изрезанность поля препятствиями (наличие оросительной сети, лесных полос и т. д.), удельное сопротивление и влажность почвы.
2. Выбирают три рабочие передачи трактора, которые обеспечивают оптимальные, по качеству работы, значения скорости движения агрегата, находят значения силы тяги трактора на выбранных передачах (приложение табл. 2 и 2а)
3. Определение ориентировочной ширины захвата агрегата:
В = ((Pнкр Gтр i/100) ER)/Kmv, (1)
где Kmv — удельное сопротивление машин при выполнении заданной технологической операции, км/м
Kmv = Km [1+Тп (Vp — V0)], (1.1)
где Km — удельное сопротивление широкозахватной машины при скорости движения V0 = 5 км/ч, км/м (см. табл.4)
Тп — коэффициент, характеризующий темп прироста сопротивления на 1 км повышения рабочей скорости от начального значения V0 = 5 км/ч (приложение табл.5)
Pнкр — тяговое усиление на крюке трактора, кН
Gтр — вес трактора, к Н
i — рельеф поля, град.
ER — коэффициент использования номинальной силы тяги (приложение табл.3)
Vp — скорость, на которой определяется удельное сопротивление, км/ч.
4. Определение теоретической величины фронта сцепки широкозахватного агрегата
А = В/ — в, (2)
где, А — теоретическая ширина фронта сцепки, м В/ — ориентировочная ширина захвата агрегата, м в — ширина захвата сеялки, м Согласно теоретической ширине фронта, А и данным таблицы 6 приложения, устанавливаем ближайшее значение действительной ширины формата, А и марку сцепки, которая рекомендуется для заданного трактора и может обеспечить его реальную загрузку на выбранных передачах. При этом обязательно должно соблюдаться условие:
А? А
5. Определение тягового сопротивления сцепки
Rc = Gc(fc i/100), (3)
где Rc — тяговое сопротивление сцепки, к Н
Gc — вес сцепки, кН
fc — коэффициент сопротивления перекатыванию ходовой части сельскохозяйственной части машины (приложение табл.22)
6. Определение количества широкозахватных машин в агрегате (посевной агрегат)
nm = [(Pнкр Gтр i/100) ER — Rc]/[ Kmv m b + Gm(fc i/100)] (4)
m — коэффициент использования конструктивной ширины захвата сеялки (см. табл.7)
b — конструктивная ширина захвата одной машины, м (приложение табл.6)
Gm — эксплутационный вес сеялки, к Н
Gm = Gк + Gс; Gс = Vc (4.1.)
Gк — конструктивный вес сеялки, кН (приложение табл.6)
Gс — вес семян, кН
Vc — объём семенного ящика сеялки, м3 (приложение табл.6)
— удельный вес семян, кН (приложение табл.23)
При получении удобного значения, nm округляем в меньшую сторону до целого числа, кроме того, nm? n, где n — максимальное количество машин, которое может агрегатироваться за выбранной сцепкой.
7. Определение тягового сопротивления машин
Rм = Kmv b nm + Rc Gm nm (fc i/100) (5)
8. Определение коэффициента использования тягового усилия трактора на заданных передачах
= Rm/(Pнкр Gтр i/100) (6)
9. Определение производительности агрегата за час чистого рабочего времени
Wч = 0,1 m b nm Vp, (7)
Дальнейшие расчёты, где Wч имеет наибольшее значение.
10. Определение коэффициента рабочих ходов широкозахватного агрегата (зависит от длины гона, конфигурации поля, разбивки на загонки, кинематической длины и ширины агрегата):
10.1. Радиус поворота агрегата
Rпm = Em b nm m, (8)
где Em — коэффициент пропорциональности (приложение табл.8)
Rпmv = KR Rпm, (9)
где KR — коэффициент изменения радиуса поворота в зависимости от скорости движения (приложение табл.9)
10.2. Минимальная ширина поворотной полосы
E = 2,8 Rпmv + l, (10)
где l =0.5 La; La = Lmp + Lwм + Lc ,
где La, Lmp, Lwм, Lc — кинематическая ширина широкозахватного агрегата, трактора, машины, сцепки, м (приложение табл.10)
10.3 Общая длина поворота
Lп =L`п + 2 l, (11)
где L`п — средняя длина поворота, м
L`п = (6,6 8,0) Rпmv (11.1)
10.4 Количество петлевых поворотов
nхп = (Сп / (w b nw)) — 1, (12)
где Сп — ширина заданного поля, м
10.5 Длина холостых поворотов
Sx = Lп nхп (13)
10.6 Общая длина рабочих ходов
Sp = F/(w b nw), (14)
где F — площадь заданного поля, м2
10.7 Коэффициент использования рабочих ходов г = Sp/(Sp + Sx) (15)
11. Определение коэффициента использования рабочего времени смены ф = Тр / Тсм (16)
Составляем баланс времени смены Тсм = Тр + Тх + Тпер + Тто + Ттн + Тмет + Торг + Тф + Ттехн (16.1)
где Тр — чистое рабочее время, ч Тх — время, затрачиваемое на холостые повороты и заезды агрегата, ч Тпер — время, затрачиваемое на внутрисменные переезды агрегата с участка на участок, ч Тто — время, затрачиваемое на техническое обслуживание агрегата, применяется в зависимости от вида сельскохозяйственной работы, (приложение табл.11)
Ттн — время простоя по техническим причинам Тмет — время простоя агрегата по метеорологическим причинам, ч Торг — время простоя агрегата по организационным причинам, ч Тф — время остановки по физиологическим причинам, Тф = (0,03 0,05) Тсм (16.2)
в зависимости от факторов, влияющих на усталость механизатора, ч Ттехн — время, затрачиваемое на технологическое обслуживание агрегата, ч Ттехн = f t0 (16.3)
где t0 — продолжительность одной остановки, условно принимают, что агрегат останавливается один раз в час, т. е. 7 раз в смену (приложение табл.12)
Ттн, Тмет, Торг — не нормируются, так как их невозможно учесть, в дальнейших расчётах во внимание не принимаются.
Т = [Тсм — (Ттехн + Тто + Тф + Тпер)] / (1 + фх) (16.4)
где фх — коэффициент, учитывающий продолжительность поворотов фх = Тп / Тр (16.4.1)
Время одного переезда подсчитывается примерно по формуле
tпер = tпп + Lпер / Vx (16.5)
где tпп — время, затраченное на подготовку одного агрегата к переезду,
tпп 3 мм
Lпер — расстояние одного переезда между загонками или полями, км (см. табл.13)
Vx — скорость движения агрегата: Vx = 5,0 5,5 км/ч (с одной прицепной машиной); Vx = 3,3 4,5 км/ч (с двумя и более машинами); Vx = 6,0 7,0 км/ч (с навесными орудиями) Тпер = tпп nпер (16.6)
где nпер — количество переездов в течении смены При чёткой организацией труда Тпер 1 4% от Тсм
12. Определение сменной производительности агрегата
Wсм = Wч Тсм ф (17)
13. Определение расхода топлива на один условный эталонный гектар (у.э.га) обработанной площади
qга = (Gp Tp + Gx Tx + Gпер Тпер + Go To) / (Wсм) (18)
где Gp, Gx, Gпер, Go — средние часовые расходы топлива двигателем трактора, соответственно при рабочем движении агрегата, на холостом движении и переездах агрегата, на холостой работе двигателя при остановках, кг/ч (приложение табл.15)
To — продолжительность остановок агрегата на загоне в течении смены с работающим двигателем, ч
To = Tто + Tф (18.1)
— коэффициент перевода объёма сельскохозяйственных работ в условные эталонные гектары (приложение табл.21,21а)
14. Экономическая оценка агрегата
So = Sa + Sто + Sтсм + Sзп (19)
где So — удельные эксплутационные (денежные) затраты, р/у.э.га
Sa — сумма амортизационных отчислений по всем элементам агрегата, р/у.э.га
Sто — сумма затрат на текущий ремонт и техническое обслуживание по всем элементам агрегата, р/у.э.га
Sтсм — затраты на основное, пусковое топливо и смазочные материалы, р/у.э.га
Sзп — затраты на заработную плату механизаторам и вспомогательным рабочим, обслуживающим агрегат, р/у.э.га
Sа = [Бт(dрт + dкр) / (100 Тгт Wч)] / [(Ба dpd nмd) / (100 Тга Wч)] (19.1)
где Бт — балансовая стоимость трактора Бт = Б 1,1
Б — стоимость трактора, т. е. цена (приложение табл.16)
1,1 — коэффициент, учитывающий затраты на транспортировку, содержание снабженческих организаций
dрт, dкр — норма годовых отчислений на реновацию трактора, на капитальный ремонт % к балансовой стоимости (приложение табл.17)
Ба — балансовая стоимость машины, р Тгт, Тга — годовая загрузка трактора и машины, ч (приложение табл.8)
dpd — норма годовых отчислений на реновацию сельхозмашин в агрегате (приложение табл. 18)
nмd — количество машин в агрегате
Sто = [Бт dто / (100 Тгт Wч)] / [Ба dтра nмd / (100 Тга Wч)], (19.2)
где dто, dтра — норма годовых отчислений на текущий ремонт и техническое обслуживание трактора, машины, % к балансовой стоимости (приложение табл.17,18).
Sтсм = qга Цт (19.3)
где Цт — комплексная цена 1 кг топлива, р
Sзп = [1,0455 (Кнк mтр fтр mв fв) 1,046] / (Wсм), (19.4)
где 1,0455 и 1,046 — коэффициенты, учитывающие начисления на зарплату Кнк — коэффициент, учитывающий надбавку за классность (1,2 — для трактористов-машинистов I класса; 1,1 — для второго класса)
mтр, mв — количество трактористов-машинистов и вспомогательных рабочих, обслуживающих агрегат
fтр, fв — дневные тарифные ставки для оплаты труда на механизированных работах.
Для оплаты труда на механизированных работах применяется 6-ти разрядная тарифная ставка с двумя рядами тарифных ставок (для сдельщиков и повремёнщиков) за 7-ми часовую смену с дифференциацией по районам страны (приложение табл.19,20).
15. Затраты труда на 1у.э. га (на единицу работы):
Н = (mтр + mв) / Wч, чел•ч / га (20)
mтр, mв — количество трактористов-машинистов и вспомогательных рабочих, обслуживающих агрегат
Wч — часовая производительность МТА, га/ч, т/ч.
Затраты труда на весь объем работы по данной операции Но=Н•U, чел.•ч (21)
U — объем работы на данной операции, га
16. Определение металлоёмкости агрегата по отношению к средней сменной выработке даёт характеристику конструкции к скомплектованному машинотракторному агрегату.
М = Ga / (Wсм) = (Gтр + Gма nма) / (Wсм) (22)
где Gтр, Gма — вес трактора и сельскохозяйственной машины
nма — количество машин в агрегате.
17. Сводная таблица эксплутационных показателей широкозахватного агрегата:
Wсм q, кг/у.э.га Н М Sa Sто Sтсм Sзп Sо
18. Для посевных агрегатов рассчитать запас хода сеялки по высеву семян
J = 0,85 Vc г / (m b Hc) (23)
где Hc — норма высева семян, кг/га (приложение табл.24)
19. Количество гонов между двумя сменными заправками равно:
nг = J/L (24)
где L — длина гона, м
20. Количество заправок на поле:
K = Cп / (m b nм nг), (25)
m — коэффициент использования конструктивной ширины захвата сеялки (приложение табл.7)
b — конструктивная ширина захвата одной машины, м (приложение табл.6)
nм — количество широкозахватных машин в агрегате
nг — количество гонов между двумя сменными заправками
Задачи
1. Определить расход топлива трактора К-701 за смену, если среднечасовой расход топлива за смену при рабочем ходе — 32 кг/ч, на холостых поворотах и переездах — 30 кг/ч, на остановку — 3,5 кг/ч. Время работы трактора 6 часов, на повороты затрачено 30 мин, на остановки — 1 час.
2. Определить часовую производительность машины для внесения удобрений РУМ-5, если рабочая ширина захвата агрегата Вр=22 м. Рабочая скорость движения 8 км/ч. Время, затраченное на выполнение рабочего хода Тр=1 час, Время смены Тсм=4 часа.
3. Определить затраты труда на весь объем работы кормоуборочного комбайна КСК-100, если объем работы на данной операции 100 т. Количество механизаторов- 1 чел, вспомогательных рабочих — 1 чел. Часовая производительность трактора 25 т/ч.
4. Определить часовую производительность комбайна КС-2,6, если рабочая ширина захвата агрегата Вр=4,2 м. Рабочая скорость движения 20 км/ч. Время, затраченное на выполнение рабочего хода Тр=1 час, Время смены Тсм=6 часов.
Занятие 3
Тема: Разработка технологической карты возделывания сельскохозяйственной культуры
Цель занятия: Освоить разработку технологических карт возделывания сельскохозяйственных культур.
Технологические карты возделывания сельскохозяйственных культур необходимы для рациональной организации производства — расчета необходимого парка машин, составления графика работ, определения экономических показателей.
С учетом сложности и трудоемкости составления технологических карт по каждой культуре в помощь специалистам хозяйств разработаны и изданы примерные (типовые) зональные технологические карты на возделывание и уборку основных сельскохозяйственных культур. В таких картах по каждому виду работ приведены различные варианты рациональных для данной зоны составов агрегатов, агротехнические требования и рекомендуемые сроки выполнения работ, расчеты выработки, затрат труда и прямых затрат средств по средним, действующим в данной зоне нормативам.
На основе таких примерных технологических карт в каждом хозяйстве специалисты составляют технологические карты на возделывание всех сельскохозяйственных культур, учитывающие специфику условий работы в данном хозяйстве. После утверждения технологических карт они становятся документом, обязательным для выполнения всеми механизаторами и работниками, а также для необходимых плановых расчетов.
В таблице 1 показаны форма и пример заполнения типовой технологической карты.
Различают основные и вспомогательные технологические операции. Сочетание основной и вспомогательных технологических операций составляет сельскохозяйственную работу (сельскохозяйственный технологический процесс).
Последовательность и закономерность выполнения сельскохозяйственных работ составляют производственный процесс.
Основная технологическая операция направлена на изменение положения или свойств обрабатываемого материала, продукта или среды и характеризуется определенными объектом производства, оборудованием и рабочими исполнителями. К основным операциям относят: вспашку, посев, уборку, заделку поворотных полос и т. п.
Вспомогательные операции направлены на облегчение, улучшение или обеспечение выполнения основной технологической операции. К таким операциям относят: разметку поля, составление агрегата, развороты, холостые ходы агрегата, контроль качества работы и т. п.
Технологическим параметром сельскохозяйственной операции называется величина, характеризующая качество основной технологической операции, оговоренная технической документацией (технологическими картами, агротехническими требованиями и т. п.). К технологическим параметрам относят: глубину обработки, норму высева семян, высоту среза растений.
При составлении технологических карт указывают наименование сельскохозяйственных работ с краткими агротребованиями. Перечень работ дают в календарной последовательности, начиная с января планируемого года.
Наименование и последовательность сельскохозяйственных работ должны отвечать современным прогрессивным технологиям, особенностям данной сельскохозяйственной зоны и условиям хозяйства.
Далее в соответствии с площадью поля севооборота, нормой внесения семян или удобрений, урожайностью и расстоянием транспортировки сельскохозяйственных грузов с поля или на поле записывается планируемый объем работ в га, т.
Состав агрегата принимается в зависимости от вида выполняемой работы с учетом имеющихся марок тракторов и дополнительных условий.
Возделывание и уборка сельскохозяйственных культур должны вестись с полной механизацией всех работ с минимальным числом вспомогательного обслуживающего персонала (сеяльщиков, сажальщиков и т. д.).
Продолжительность рабочего дня устанавливается в зависимости от принятой в хозяйстве продолжительности смены (7 или 8,2 ч), а также от планируемого режима использования машинных агрегатов (1, 1,5 или 2 смены).
В напряженные периоды допускается увеличение смены до 10 часов. Таким образом, указывают только плановую нормативную продолжительность рабочего дня (соответственно 7; 10; 14 и 20 ч или 8,2; 10; 16,4; и 20 ч.)
Норму выработки агрегата за смену устанавливают по данным хозяйства или принимают из специальной справочной литературы (например, «Единые нормы выработки и расхода топлива на тракторно-транспортные и погрузочные работы в сельском хозяйстве»).
Оптимальные сроки работ для данного хозяйства — в календарных и рабочих днях. Например, лущение стерни в данном хозяйстве (табл. 1) обычно проводят с 15 по 25 августа, но завершить данную работу лучше за 6…9 дней.
Расчет потребного количество агрегатов осуществляют по формуле:
(26)
где Uэ — объем работ, у.э.га;
Wэ — наработка агрегата за период работы, у.э.га
(26.1)
где Wсмэ — эталонная сменная выработка, у.е.га;
Др — срок выполнения данной операции в днях;
Ксм — коэффициент сменности
(26.2)
где Тр — продолжительность рабочего дня, ч;
— нормативная продолжительность рабочей смены, ч (на основных операциях — 7 ч, при работе с ядохимикатами 6 ч).
Если в результате расчета количество агрегатов получается дробным, то принимают большее ближайшее целое число.
Эталонная сменная выработка трактора определяется как:
у.э.га (26.3)
где Кэ — коэффициент перевода физического трактора в условный, численно равен производительности физических тракторов в условных эталонных гектарах за 1 час сменного времени.
Объем работ определяется по формуле:
у.э.га (26.4)
Количество выполненных нормо-смен определяется по каждому в отдельности виду работ путем деления объема работ в физических единицах на сменную норму выработки:
(27)
где m — количество нормо-смен;
U — объем работы, физ. га, т.;
Wсм — сменная норма выработки, га, т.
Потребное количество механизаторов (трактористов-машинистов) определяется исходя из продолжительности рабочего дня. Потребность в вспомогательных рабочих устанавливается по существующим нормам на определенных видах работ.
Прямые затраты на эксплуатацию МТА включают в себя: заработную плату, амортизационных отчислений, затрат на текущий ремонт и техническое обслуживание.
Амортизационные отчисления тракторов, прицепных и навесных машин и орудий рассчитывается по формуле:
руб (28)
Таблица 1
Технологическая карта по производству яровых зерновых
Предшественник: картофель. Площадь 170 га. Урожай 27 ц/га.
Наименование работы и качественные показатели (глубина обработки, норма высева семян, удобрений, расстояние перевозок, урожайность и т. д.) | Объем работ, га, т | Состав агрегата | Обслуживающий персонал, чел. | Продолжительность рабочего дня, ч | Выработка агрегата | Агросрок проведения работ, рабочие дни | Выработка агрегата за агреосрок, га, т | Календарный срок выполнения работ | Количество дней работы на предусмотренный объем | Требуется на предусмотренный объем работ | Затраты труда на данной операции, чел.-ч | Стоимость 1 ч работы агрегата, руб. | Прямые производственные издержки на 1 га, руб. | Прямые производственные издержки на весь объем работ, руб. | ||||||
марка трактора, самоходного шасси, автомобиля, двигателя | марки машин и их число в агрегате | за час сменного времени, га, т | за рабочий день, га, т | тракторов, самоходных шасси, автомобилей | с.х. машин | временно привле-ченных рабочих | на 1 га | на весь объем работ | ||||||||||||
Подготовка почвы и внесение удобрений | ||||||||||||||||||||
Лущение стерни на глубину 5−6 см | МТЗ-50 (ДТ-75) | ЛД-5 (ЛД-10) | 1,95 | 27,3 | 15−25/VIII | 6,9 | ; | 0,51 | 86,7 | 1,84 | 0,945 | 160,5 | ||||||||
Вспашка зяби на глубину 22 см | ДТ-75 | ПН-4−35 «Пахарь» | 0,76 | 10,64 | 106,4 | 1−10/IX | ; | 0,31 | 222,7 | 2,10 | 2,76 | |||||||||
Посев | ||||||||||||||||||||
Сортировка семян (220 кг/га) | 37,4 | Электро-двигатель | ОСВ-10 | 1,5 6,8 | 15−20/ | 1,4 | ; | ; | 0,44 | 74,8 | 1,58 | 0,23 | ||||||||
Уборка (раздельное комбайнирование 50%) | ||||||||||||||||||||
Скашивание в валки Другие операции | МТЗ -50 | ЖБА-3,5 | 1,1 | 15,4 | 1−5/ VIII | 6,2 | ; | 0,9 | 76,5 | 2,72 | 231,2 | |||||||||
Производственные издержки: 21,8 руб./га Всего 1377,0 3706,0
0,81 руб./ц Затраты труда 8,1 чел.-ч/га Стоимость семян 8,75 руб./га 0,3 чел.-ч/га Стоимость минеральных удобрений 7,2 руб./га Накладные расходы 3,87 руб.
Стоимость ядохимикатов 0,96 руб./га Всего на 1 га 42,6 руб.
Всего на 1 га 38,7 руб. на 1 ц 1,57 руб.
на 1 ц 1,43 руб.
где Ц — прейскурантная цена машины, руб;
1,2 — коэффициент перехода от прейскурантной цены к балансовой стоимости;
а — норма амортизационных отчислений, %
Др — количество дней работы машины на данной операции;
Д — количество дней работы машины в течении года;
n — потребное количество машин.
Результаты расчетов по всем статьям сводятся в технологическую карту.
Расчет технологической карты включает в себя следующие периоды:
— затраты прошлых лет;
— предпосевная обработка почвы и посев;
— уход за посевными и подкормка;
— уборка урожая и его реализация.
По этим периодам подводятся итоги основных показателей:
— затрат труда;
— затрат денежных средств и материалов;
— потребность в технике и ресурсах.
В конце технологической карты определяются нераспределенные затраты по видам работ, расходы, себестоимость выполненной работы и полученной продукции. На основе технологических карт составляют месячные планы или план по периодам работы бригады, фермерского хозяйства и т. п.
Занятие 4
Тема: Операционные технологии
Цель занятия: Изучить разделы операционных технологий.
Операционные технологии предусматривают следующие технологические карты или разделы:
1. агротехнические требования к выполнению данной операции;
2. рациональное комплектование и подготовка агрегатов к работе;
3. подготовка поля;
4. работа агрегатов на загоне;
5. контроль качества выполняемой работы;
6. указания по охране труда (технике безопасности и противопожарным мероприятиям).
Агротехнические требования устанавливают в виде нормативов или указанной по качеству сельскохозяйственных работ, основанных на данных научных исследований. При этом определяющим должно быть получение максимального количества продукции и повышение плодородия почвы.
В типовой операционной технологии агротехнические требования представлены по следующим основным показателям:
§ сроку и продолжительности работы;
§ технологическим параметрам, характеризующим качество сельскохозяйственных операций;
§ показателям, определяющим расход материалов (семян, топлива, удобрений и т. п.) и потери продукта (степень дробления зерна, допустимые потери зерна и т. п.).
На выполнение агротехнических требований могут влиять внешние условия работы (состояние поля, рельеф местности и т. п.), техническое состояние и регулировки машин, эксплуатационные режимы работы (скорость, равномерность и прямолинейность рабочего хода, способ движения).
Рациональное комплектование и подготовка агрегатов к работе один из важных технологических разделов. В типовой операционной технологии указаны наиболее выгодные для средних условий составы агрегатов. Составы агрегатов и режимы их работы определяют расчетным путем или по справочным материалам (занятие 2). При составлении агрегата необходимо правильно сочетать колею трактора с расстановкой рабочих органов машин.
При подготовке поля производят: осмотр поля и устранение причин, которые могут ухудшить качество или создать неблагоприятные условия для работы машин; выбор способа и направления движения агрегата, по которому устанавливается расположение загонов; отбивку поворотных полос и нарезку контрольных борозд при гоновом движении агрегата; разбивку поля на загоны.
При осмотре поля намечают мероприятия по их очистке от остатков соломы, крупных сорняков, камней и т. д.
Способ движения выбирают с учетом требований агротехники, состояния поля и применяемого агрегата так, чтобы он обеспечивал наибольшую производительность и наилучшее качественные показатели.
Поворотные полосы отбивают после выбора направления основного движения для работы гоновыми способами следующим образом: от поперечных границ поля в двух — трех местах отмеряют расстояние, равной расчетной ширине поворотной полосы Е, устанавливают вешки и, ориентируясь по ним, отмечают внутренние границы поворотных полос (обычно пропашкой тракторным плугом). Если в процессе выполнения операции имеется возможность выехать за пределы поля, поворотные полосы не отбивают.
Работа агрегатов на загоне следующий раздел операционной технологии, в котором указывают: регулировки агрегатов, выполняемые на загоне; порядок работы агрегатов на загоне, в том числе и при обработке поворотных полос; применяемые режимы работы, способы движения и др.
Порядок работы агрегата на загоне включает: вывод агрегата на линию первого прохода; перевод агрегата из транспортного положения в рабочее; первый проход; перевод агрегата из рабочего положения в транспортное; выполнение поворота и выход на линию очередного рабочего хода; перевод агрегата в рабочее положение и выполнение очередного рабочего прохода.
Контроль качества выполняемой работы осуществляется:
§ трактористом-машинистом — в процессе работы;
§ приемщиком работы (бригадиром, агрономом) — в процессе выполнения технологической операции и по ее окончании;
Для контроля качества работы используют специальные инструменты и приспособления. В случае недоброкачественного выполнения работу бракуют, и она подлежит переделке.
В зависимости от характера показателей проверка может быть осуществлена немедленно после прохода агрегата, по окончании основной работы и обработки поворотных полос или путем контроля всходов после посева. Чаще всего сочетают все виды контроля.
Указания по охране труда (технике безопасности и противопожарным мероприятиям) немаловажный раздел операционных технологий.
К работе на машинах допускаются лица, имеющие удостоверения на право управления машинами, знают устройство и регулировки, правила технического обслуживания агрегатов, правила производства выполняемой работы и получившие инструктаж по технике безопасности.
Выполнение сельскохозяйственных работ и перемещение агрегатов должны осуществляться в соответствии с операционно-технологическими картами и планом задания агрегатов, утвержденными руководителем хозяйства.
Примерная форма плана-задания приведена в таблице 2. Для большей наглядности маршрут агрегата наносят на план обслуживаемой территории и условными линиями показывают последовательность передвижения агрегата.
Таблица 2
Тракторная бригада №__________
Производственное задание на ___________трактористу_____________
Марка трактора ______________Марка машины___________________
Срок работы с ____________по ___________200__ г.
Номер бригады | Номер поля севооборота | Размер полей или участков | Сменное задание | Сроки работы | Основные качественные показатели | |||
га | длина, м | дата начала | дата конца | |||||
Плохо продуманный план-задание может вызвать излишние переезды, потери времени и снижение производительности машин.
Занятие 5
Тема: Расчет потребности в транспортных средствах
Цель занятия: Освоить правила расчета потребности в транспортных средствах.
При расчете тракторного транспортного агрегата в первую очередь определяют максимально допустимый вес прицепа с грузом.
(29)
где Ркрн — номинальная тяговая сила трактора на крюке;
G -вес трактора;
атр, апр — коэффициенты повышения сопротивления движению трактора и прицепа при трогании с места;
f, fпр — коэффициенты сопротивления качению трактора и прицепа.
Возможное число прицепов определяют по формуле:
(30)
где Gпр.теор— допустимый (теоретический) вес прицепа с грузом;
Gпр.гр — фактический общий вес одного прицепа.
Состав (число прицепов) автомобильного транспортного агрегата и скоростной режим его работы определяют, исходя из динамических качеств автомобиля, характеризуемых динамическим фактором:
(31)
где Ркас — тяговое усилие (касательное) на колесах;
Рвозд — сила сопротивления воздуха;
Gа — полный вес (с грузом) автомобиля.
При этом обычно исходят из того, что при движении транспортного агрегата по горизонтальному участку на прямой передаче он должен иметь запас динамического фактора 1−1,5%, а основной подъем дороги преодолевать на второй передаче.
Расчет производительности транспортных средств производят исходя из планируемых значений коэффициентов и средних расстояний перевозок. При этом производительность за час сменного времени в тоннах рассчитывают следующим образом:
т/ч (32)
где q — номинальная грузоподъемность;
— коэффициент степени использования грузоподъемности;
Lобщ — среднее расстояние перевозок;
— скорость движения.
На основании данного выражения можно определить эффективность (рационального) применения самосвала-автомобиля или тракторного поезда со сменными прицепами по сравнению с бортовым грузовым автомобилем.
При малых расстояниях эффективность использования, например, трактора К-700 обычно выше, чем использование бортовых автомобилей, т.к. техническая скорость сравнительно велика, и если погрузка-разгрузка производится вне времени простоя трактора среднее расстояние перевозок (максимальное) достигает 40−50 км.
При больших расстояниях перевозок и относительно низкой грузоподъемности дорог, в условиях равнинного рельефа, высокая производительность и экономичность работы достигаются при использовании автопоездов, т. е. автомобилей с прицепами. Такие автомобили очень эффективны в степных районах при вывозке зерна.
Число необходимых транспортных агрегатов определяют, исходя из объема транспортных работ (грузооборота) и производительности агрегатов в данных условиях. При этом необходимо учитывать пропускную способность пунктов погрузки и разгрузки.
Объем транспортной работы (грузооборота) определяется по формуле:
(33)
где Qт — количество однотипного груза, подлежащего перевозке, т;
Lгср — среднее расстояние перевозки, км.
Ежедневный (среднесуточный) объем перевозок определяется из выражения:
(34)
где Qт — количество однотипного груза, подлежащего перевозке, т;
Дэ — число эксплуатационных (рабочих) дней, в течение которых осуществляется перевозка.
Производительность за смену определяется по формуле:
(35)
nрейс — число рейсов (оборотов) за смену.
Расчетное число рейсов определяют по формуле, округляя до целого меньшего числа:
(35.1)
где Тсм — общее время смены;
Тп.з— необходимое время на подготовительно-заключительные операции;
tр — время рейса.
Число необходимых (эксплуатационных) транспортных агрегатов определяют из выражения:
(36)
где бсм — число смен в сутки.
Исходя из того, что не все машины будут использованы в данном транспортном процессе, необходимое инвентарное число машин определяют по формуле:
(37)
где би — коэффициент использования парка машин (планируемый).
Задачи
5. Определить необходимое число машин для перевозки кукурузы, если число рабочих дней 5, количество груза 200 тонн, производительность за смену 20 т/см, одна смена.
6. Сколько необходимо произвести рейсов для перевозки картофеля? Если время смены составляет 7 часов, на погрузку и разгрузку картофеля приходится в общей сложности 1 час, время рейса 3 часа.
7. Рассчитать производительность ЗИЛа за час сменного времени, если среднее расстояние перевозок 300 км (см. табл. 25,28). Коэффициент степени использования грузоподъемности равен 1.
РАЗДЕЛ 2
Техническая эксплуатация машинно-тракторного парка
Занятие 6
Тема: Приемка объектов в ремонт, на хранение и их очистка
Цель занятия: Изучить правила приемки объектов в ремонт и на хранение. Знать способы очистки.
Подготовка машин к ремонту включает в себя промывку системы охлаждения и наружную очистку машины.
Промывка системы охлаждения служит для удаления загрязнений из системы водяного охлаждения, что позволяет восстановить эффективность ее работы и сократить непроизводительный расход топливо — смазочных материалов. К наиболее распространенным способам удаления накипи относят очистку щелочными или кислыми моющими растворами. Для этого систему охлаждения заполняют щелочным или кислым раствором, который способствует разложению накипи. Для промывки системы охлаждения используют следующие жидкости: кальцинированную соду, соляную кислоту 5%-ой концентрации, керосин, питьевую соду, сульфат натрия и др.
После работы двигателя через 10 — 12 часов его останавливают, сливают раствор и промывают систему. Заполняют ее водой, заводят двигатель на 1 час, затем его останавливают и сливают воду из системы.
Однако воздействие щелочных и кислых растворов приводит к коррозионным разрушениям некоторых деталей, выполненных как из черных (сталь, чугун), так и из цветных (латунь, припой) металлов. В целом процесс недостаточно эффективен.
В настоящее время разработан новый состав, который предназначен для очистки системы охлаждения МСД — 1. Его добавляют в систему охлаждения из расчета 10−20 г/л. Двигатель работает в течение 5 часов, затем состав сливают.
Наружная очистка — весьма трудоемкая операция, которую выполняют при отправке машины на ремонт, перед проведением ТО, перед постановкой на хранение. Машины очищают в этих случаях струей воды или раствора под напором до 1,8 Мпа, а также используют очистку с помощью смеси пара и жидкости. Для этого используют различные моечные установки: М-1100, М-1112, ОМ-830, ОМ — 5362 и т. п.
Предремонтное диагностирование тракторов (ГОСТ 20 793). Эту операцию проводят перед ТО — 3 (предшествует текущему или капитальному ремонту) для определения возможности их дальнейшего использования или вида и содержания ремонта; сельскохозяйственных машин — при постановке на длительное хранение после сезона эксплуатации; комбайнов — перед ремонтом, постановкой на хранение и перед началом работы. При этом уточняют объем ремонта, выявляют неисправности, поломки, износы, деформации и смещения, старение резиновых, тканевых и деревянных материалов, проверяют функционирование систем двигателя.
Методы и средства диагностирования различны. Цель состоит в определении технического состояния и причин неисправностей машин и выдаче рекомендаций по выполнению необходимых операции ТО и ремонта.
Для определения технического состояния машин использую две группы методов контроля: с помощью органов чувств и инструментальный (объективный).
Органолептические методы — осмотр, прослушивание, проверка механизмов на ощупь, что приводит к выявлению причин отказов с определенной погрешностью.
Инструментальные методы — применение специальных приборов, стендов и другого оборудования, обеспечивающего количественное измерение параметров состояния машин и износа деталей.
В зависимости от числа обслуживаемых машин, места обслуживания и ремонта различают следующие организационные методы диагностирования: на одном стационарном посту; поточный; с помощью передвижной диагностической установки. Первый используется в хозяйстве, где есть специальное помещение пункта ТО с независимым въездом и выездом машины, второй — при обслуживании большого числа машин на станции технического обслуживания тракторов (СТОТ) или автомобилей (СТОА). Передвижные средства диагностирования применяют при отсутствии стационарных постов и при заявочном диагностировании.
Рассмотрим стационарный пост (рис. 5) диагностирования со стендом КИ-8948, предназначенным для определения мощностных и экономических показателей тракторов, и стационарный комплект диагностических средств КИ — 13 919А-01 для определения потребности сборочных единиц в ремонте или качества ремонта, а также прогнозирования их остаточного ресурса.
Рис. 5 Схема планировки поста диагностирования технического состояния трактора:
1 — световое табло диагностической установки; 2 — стул; 3- письменный стол; 4 — стеллаж-подставка; 5…7 — стойки устройств диагностической установки «Урожай 1Т»; шкаф для одежды; 9 — пульт управления установки КИ-4935; 10 — электрощит; 11 — реостат; 12 — регулятор; 13 — электродвигатель; 14 — карданный вал; 15 — смотровой канал; 16 — устройство для отвода выпускных газов; 17 — расходомер топлива; 18 — топливный бак; 19 — противопожарный щит; 20 — монтажный стол; 21 — шкаф для приборов и приспособлений; 22 — аптечка; 23 — установка для очистки деталей; 24 — верстак; 25 — прибор для регулировки форсунок.
При предремонтном диагностировании на данном посту устанавливают объем и вид необходимых ремонтных воздействий для всего трактора и его составных частей. Это позволяет снизить себестоимость ремонтно-восстановительных работ.
Тракторы, автомобили, комбайны и их агрегаты, направляемые в ремонт, должны соответствовать существующим техническим требованиям на их приемку. Машина должна быть комплектной. Вместе с трактором, автомобилем и комбайном сдают заполненный паспорт. Перед сдачей машину (агрегат) очищают силами и средствами заказчика от грязи и пыли, а их систему охлаждения — от накипи. Машины (агрегаты), принятые в ремонт, направляют на площадку хранения ремонтного фонда.
Очистка объектов ремонта. ашино-тракторный парк (объекты ремонта) эксплуатируют в сложных условиях. Из-за контакта с почвой, растениями, топливо — смазочными материалами, удобрениями и т. п. поверхности тракторов, автомобилей и сельскохозяйственных машин покрываются сорбционными слоями сложного и разнообразного состава.
Загрязнения делят на две разновидности: загрязнения наружных поверхностей; загрязнения внутренних поверхностей.
Существуют струйный и погружной способы очистки.
При струйном способе очистке механическим фактором является уда струи на удаляемые загрязнения, что приводит к их разрушению и размыву. При погружном способе очистки наиболее эффективным фактором механического воздействия на удаляемые загрязнения следует считать вибрацию ремонтируемых объектов, моющей жидкости или их совместного колебательного движения.
Очистка ремонтируемых объектов с использованием жидких сред сопровождается накоплением в них удаляемых загрязнений. При этом очищающая среда постепенно теряет свои свойства. Отработанные моющие жидкости подлежат регенерации. Существует несколько способов регенерации жидкой очищающей среды: отстаивание, центрифугирование, коагуляция и ультрафильтрация.
Занятие 7
Тема: Основы расчета ремонтно-обслуживающей базы
Цель занятия: Освоить расчет ремонтно-обслуживающей базы и решить задачи.
Для расчета объемов ремонтных работ и производственной программы ремонтно-обслуживающего предприятия требуются следующие исходные данные: ожидаемый состав машинно-тракторного парка обслуживаемой зоны (хозяйства, группы хозяйств, региона) и число машин и оборудования по видам; среднегодовая наработка машин каждого вида; режимы ТО и ремонта, которые необходимо проводить для поддержания машинно-тракторного парка в работоспособном состоянии; доремонтный и межремонтный ресурсы машин.
На основе этих данных рассчитывают общий объем работ по ремонту и ТО машин и оборудования, распределяют этот объем по месту исполнения, выявляют недостающие или излишние мощности в различных звеньях ремонтной базы и делают заключение о возможности и целесообразности капиталовложений в проектирование и строительство новых, расширение или реконструкцию существующих ремонтно-обслуживающих предприятий.
При разработке проектов новых предприятий исходные данные могут быть даны или рассчитаны, исходя из объема механизированных работ для машинно-тракторного парка (или объема перевозок грузов для автомобилей), что требует предварительного обоснования видов и количества техники.
При реконструкции существующих предприятий исходные данные принимают, исходя из опыта их работы с учетом перспективы и условий развития данного предприятия.
Существуют различные способы определения числа ремонтно-обслуживающих воздействий и объема ремонтных работ, отличающихся трудоемкостью и точностью проведения расчетов.
Для отдельных хозяйств или небольших межхозяйственных предприятий в целях текущего планирования наибольшее применение получил помашинный метод расчета. Для крупных предприятий или отдельных регионов, а также в целях перспективного планирования при расчетах производственных мощностей различных звеньев ремонтно-обслуживающей базы используют групповой метод.
Помашинный метод расчета заключается в определении требуемого годового числа ремонтов и ТО по каждой конкретной машине, исходя из ее фактической наработки от начала эксплуатации или последнего ремонта (технического обслуживания) до начала планируемого периода, планируемой годовой наработки, а также межремонтного ресурса.
Вначале устанавливают число капитальных, текущих ремонтов, ТО для каждой машины, а затем их значения суммируют для группы машин по каждой марке.
Число ремонтно-обслуживающих воздействий в планируемом году для отдельной машины определяют из следующих выражений.
Число капитальных ремонтов:
Кк = (Вг + Вк)/Мк, (38)
где Bг — планируемая годовая наработка машины (для тракторов — в отто-ч, усл. эт. га или кг израсходованного топлива, для комбайнов — в га убранной площади, для автомобилей—в км пробега);
Вк —наработка i-й машины от начала эксплуатации или последнего капитального ремонта до начала планируемого периода (единицы измерения те же);
Мк — нормативный доремонтный или межремонтный ресурс машины данной марки в соответствующих единицах.
Число текущих ремонтов и технических обслуживаний:
Кт = (Вг + Вт)/Мт — Кк, (39)
К3 = (Вг + В3)/М3 — Кк — Кт, (40)
К2 = (Вг + В2)/М2 — Кк — Кт — К3, (41)
К1 = (Вг + В1)/М1 — Кк — Кт — К3 — К2, (42)
где Кт, К3, К2 и К1 — соответственно число текущих ремонтов, технических обслуживании ТО-3, ТО-2 и ТО-1;
Вт, В3, В2 и В1 — соответственно наработка машины от последнего текущего ремонта, ТО-3, ТО-2 и ТО-1;
Мт, М3, М2 и М1 — соответственно нормативная периодичность проведения текущего ремонта, ТО-3, ТО-2 и ТО-1 (усл. эт. га, отто-ч, кг израсходованного топлива, га убранной площади или км пробега).
При определении числа ремонтов и ТО учитывают только его целую часть. Затем находят число ремонтов и ТО для всех машин данной марки, т. е.
;; ;; (43)
где —соответственно годовое число капитальных, текущих ремонтов, ТО-3, ТО-2 и ТО-1, которые необходимо провести всем машинам определенной марки; N—число машин определенной марки;
К, — количество КР i-го трактора в год.
Этим методом с достаточно высокой точностью рассчитывают число ремонтно-обслуживающих воздействий и объем ремонтных работ машин по каждой марке. Однако для использования этого метода необходимо иметь информацию о техническом состоянии каждой конкретной машины.
Групповой метод расчета используют для определения годового числа и трудоемкости ремонтно-обслуживающих воздействий по всей группе машин данной марки. Он основан на расчетах в соответствии со стратегиями, регламентирующими сроки и содержание ремонтно-обслуживающих воздействий в зависимости от вида машины и их наработки (календарного времени).
Определение объемов работ по ремонту и ТО машин в растениеводстве
Проведение капитальных ремонтов планируют для тракторов, зерноуборочных и специальных комбайнов, а также сложных уборочных машин.
Число капитальных ремонтов тракторов рассчитывают через коэффициент охвата капитальным ремонтом с учетом поправочных коэффициентов, учитывающих зональные условия эксплуатации и средний возраст машин в парке, т. е.
Кк=NОкП1П2, (44)
где N— число машин данной марки в парке;
Ок — среднегодовой коэффициент охвата капитальным ремонтом машин данной марки (табл. 31);
П1 — поправочный коэффициент к среднегодовому коэффициенту охвата капитальным ремонтом, учитывающий зональные условия эксплуатации (табл. 32);
П2 — поправочный коэффициент, учитывающий средний возраст машин данной марки.
При получении в результате расчетов по этому выражению дробных значений от 0,85 и выше их округляют до единицы, а значения менее 0,85 отбрасывают.
Суммарную годовую трудоемкость капитальных ремонтов тракторов определяют как произведение числа капитальных ремонтов Кк и норматива трудоемкости Тк* одного капитального ремонта.
Кроме того, трудоемкость капитального ремонта машин определенной марки в парке может быть найдена по удельной трудоемкости капитального ремонта, т. е.
(45)
где qK.M — удельная трудоемкость капитального ремонта машин определенной марки, чел.-ч/1000 мото-ч или чел.-ч/1000 усл. эт. га (табл. 33)
Капитальный ремонт комбайнов проводят, как правило, один раз за срок службы. Двигатели, трансмиссии и ходовые части ремонтируют по отдельному заказу.
Среднегодовое число капитальных ремонтов комбайнов:
KK = Nк/ta, (46)
где NK — число комбайнов данной марки; tа — срок службы комбайнов этой марки, лет.
Суммарная годовая трудоемкость капитального ремонта комбайнов:
(47)
где qK — трудоемкость капитального ремонта, приходящаяся на год эксплуатации комбайна данной марки, чел.-ч (табл. 34);
П1 — поправочный коэффициент к коэффициенту охвата капитальным ремонтом, учитывающий зональные условия эксплуатации.
Число капитальных ремонтов агрегатов для нужд капитального и текущего ремонтов машин:
Ka = NП1П2(Oк+ Oт), (48)
где Ок и От — коэффициенты охвата агрегатов капитальным и текущим ремонтами для нужд текущего ремонта (табл. 35).
Текущий ремонт — это наиболее распространенный вид ремонта. Он состоит из планового (обычно межсезонного) ремонта, содержание которого определяют по результатам диагностирования, и непланового (заявочного) ремонта, предусматривающего устранение отказов и неисправностей, необходимость которых устанавливают в процессе использования.
Число плановых текущих ремонтов тракторов:
(49)
где Вr — планируемая (ожидаемая) годовая наработка машин этой марки;
Мт — нормативная периодичность проведения текущего ремонта тракторов этой марки.
Суммарная трудоемкость текущего ремонта тракторов, чел.-ч:
(50)
где qт — удельная трудоемкость текущего ремонта машин i-ой марки (см. табл. 33).
Задачи
8. Определить сколько капитальных ремонтов необходимо для трактора К-701, если поправочный коэффициент, учитывающий средний возраст равен 1,25. В парке 10 тракторов данной марки.
9. Определить число капитальных ремонтов необходимых для комбайна, если планируемая годовая наработка 1000 га убранной площади, наработка комбайна за срок его работы 500 га, а межремонтный ресурс 700 га.
10. Сколько технических обслуживаний ТО-1 необходимо произвести для трактора К-700, если планируемая годовая наработка 5500 мото-ч, наработка трактора от последнего технического обслуживания ТО-1600 мото-ч, нормативная периодичность проведения ТО-1 — 1000 мото-ч. Число текущих ремонтов — 2, капитальных — 1, ТО-3 — 1, ТО-2 — 1.
11. Определить число капитальных ремонтов двигателя трактора МТЗ-80, если поправочный коэффициент, учитывающий средний возраст трактора 1,15. В хозяйстве 8 тракторов данной марки.
12. Определить число плановых текущих ремонтов тракторов, если в хозяйстве их 5, годовая наработка составляет 1000 мото-ч. Нормативная периодичность проведения текущего ремонта 500 мото-ч. Число капитальных ремонтов за год — 1.
Занятие 8
Тема: Восстановление типовых поверхностей деталей
Цель занятия: Изучить способы восстановления типовых поверхностей деталей.
У большинства деталей (валы, подшипники, шестерни, оси, маховики и т. д.) изнашиваются, повреждаются следующие элементы и поверхности: резьбы, шлицы, шпоночные пазы, шейки отверстия под подшипники и др.
Восстановление резьб. В каждой машине не меньше 60% деталей имеют резьбу. В сельскохозяйственной технике применяют резьбовые соединения с размерами резьб М5… М30, чаще всего М6… М16. При эксплуатации машин резьба изнашивается, витки сминаются, деформируются и срываются. Причем изнашиванию и повреждению подвергаются прежде всего резьбовые отверстия.
Незначительные повреждения резьбы (смятие, деформация отдельных витков) устраняют калибровкой ее метчиком или плашкой.
Наружную резьбу (на валах, осях и т. д.) восстанавливают следующими способами:
— нарезанием резьбы ремонтного размера;
— наплавкой и нарезанием резьбы и номинального размера;
— электроконтактной приваркой проволоки;
— заменой изношенной части детали.
Старую резьбу срезают на токарном станке и нарезают новую резьбу меньшего размера, например, вместо М16 нарезают М14. Это простой и дешевый способ, но он имеет некоторые недостатки: потребность в замене или ремонте соединенной детали, нарушение взаимозаменяемости деталей соединения и уменьшение его прочности.
Для восстановления резьбы до номинального размера применяют механизированную наплавку, чаще вибродуговую и в среде СО2, реже под флюсом. Перед наплавкой старую резьбу срезают. После наплавки деталь протачивают и нарезают резьбу номинального размера. Припуск на обтачивание должен составлять 2…3 мм на сторону.
При наплавке резьбы возникает нежелательное термическое воздействие на соседние закаленные участки детали (шейку под подшипник, шлицы и др.). Такая наплавка затруднена на валах малых диаметров. Эти недостатки отсутствуют при восстановлении резьбы электроконтактной приваркой проволоки.
При электроконтактной приварке проволоки старую резьбу очищают, затем сварочную проволоку укладывают между витками очищенной резьбы, зажимают и приваривают проволоку по винтовой линии.
Иногда конец детали с изношенной резьбой отрезают, изготавливают новую часть детали, которую свертывают или сваривают с оставшейся частью, затем нарезают резьбу номинального размера.
Внутреннюю резьбу восстанавливают чаще всего в корпусных и других базисных деталях, изготовленных из чугуна и алюминиевых сплавов. При этом независимо от материала деталей характер износа резьбовых отверстий одинаков: наибольший износ имеют первые два-три витка резьбы, остальные витки изнашиваются значительно меньше. Это объясняется различной нагрузкой на витки резьбового соединения: первый виток нагружен в пять — шесть раз больше последнего.
Внутреннюю резьбу восстанавливают следующими способами:
— срезанием резьбы ремонтного размера;
— срезанием резьбы номинального размера на новом месте;
— заваркой отверстия и последующим сверлением и нарезанием резьбы номинального размера;
— применением полимерных композиций;
— постановкой резьбовой пробки (ввертыша);
— установкой резьбовой спиральной вставки.
В случае нарезания резьбы ремонтного размера часто приходится изготавливать ступенчатую шпильку. Нарезание резьбы на новом месте возможно в том случае, если конструкция деталей соединения позволяет изменить расположение резьбового отверстия без нарушения взаимозаменяемости (ступицы, фланцы и др.).
Восстанавливаемые резьбовые поверхности соединения (отверстие и шпильку, болт) зачищают до металлического блеска, обезжиривают ацетоном, сушат и наносят на них полимерный состав. Затем заворачивают шпильку или болт в резьбовое отверстие, удаляют вытесненные излишки состава и отверждают.
При постановке резьбовой пробки изношенное резьбовое отверстие рассверливают или растачивают, нарезают в нем резьбу и ввертывают в него пробку. Затем в ней сверлят отверстие и нарезают резьбу номинального размера. Пробки изготавливают из малои среднеуглеродистых сталей независимо от материала ремонтируемой детали.
Для ремонта резьбовых отверстий применят способ установки резьбовых спиральных вставок. Вставку изготавливают в виде пружинящей спирали из нержавеющей проволоки ромбического сечения с острым углом 60о. технология восстановления заключается в рассверливании изношенного отверстия и нарезанием в нем резьбы с тем же шагом следующего размера (М8 на М10, М10 на М12 и т. д.), завертывании спиральной вставки и удалении технологического поводка. К достоинствам этого способа относят простоту и доступность в любых условиях, восстановление резьбовых отверстий до номинального размера в любых деталях, высокая производительность и низкая себестоимость.
Восстановление шпоночных пазов и шлицев. У шпоночных пазов изнашиваются боковые грани. При их небольшом износе пазы фрезеруют до выведения следов износа. Допускается увеличение ширины паза на 15%.
Шлицы изнашиваются преимущественно по боковой поверхности. Их износ по ширине у деталей автомобилей составляет 0,4…0,6 мм, иногда до 1,0 мм, тракторов — 1…2, иногда до 3…4 мм. У шлицевых валов, центрируемых по наружному диаметру, изнашивается также и эта поверхность. Износ по наружному диаметру обычно составляет 0,1…0,2 мм.
Изношенные шлицы восстанавливают следующими способами:
— ручной или механизированной дуговой наплавкой;
— пластическим деформированием;
— электроконтактной наплавкой с одновременной осадкой (комбинированный способ);
— заменой шлицевой части детали.
Широко применяю шлицевую наплавку шлицев. Ручная наплавка мало производительна. Поэтому чаще используют механизированную наплавку в среде углекислого газа, под флюсом и вибродуговую наплавку. Наплавку выполняют продольными валиками или по винтовой линии.
Восстановление шеек валов и осей. Валы и оси автомобилей, тракторов и другой сельскохозяйственной техники имеют цилиндрические шейки под неподвижные (подшипники качения, шкивы и др.) и подвижные (сальники, шестерни и др.) соединения. Первые изнашиваются равномерно и незначительно (до 0,10…0,15 мм на диаметр), износ вторых может достигать нескольких миллиметров, он чаще неравномерный по диаметру, иногда даже односторонний.
В зависимости от значения и характера износа шейки валов и осей восстанавливают следующими способами:
— обработкой под ремонтный размер;
— постановкой дополнительной ремонтной детали;
— пластическим деформированием;
— наплавкой;
— электроконтактной приваркой ленты;
— металлизацией;
— использованием гальванических покрытий и полимерных материалов.
Обработку под ремонтный размер и постановку дополнительных ремонтных деталей (напресовка втулок, колец) применяют тогда, когда это позволяет конструкция вала, а восстановить шейку до номинального размера невозможно или затруднительно.
Эффективный способ восстановления шеек под подшипники качения, особенно в условиях мастерских хозяйств, — электромеханическая высадка и сглаживание.
Достоинства восстановления шеек пластическим деформированием: высокая производительность, простота и доступность, отсутствие расхода материалов, низкая себестоимость.
Восстановление посадочных отверстий. Наиболее распространенный дефект корпусных деталей — износ поверхности отверстий под подшипники качения, стаканы подшипников и втулки. Износ этих поверхностей колеблется от сотых долей миллиметра до 1 мм.
В зависимости от материала и конструкции детали, значения и характера износа поверхности отверстий восстанавливают следующими способами:
— обработкой под ремонтный размер;
— с использованием полимерных материалов;
— постановкой дополнительной ремонтной детали;
— наплавкой;
— электроконтактной приваркой ленты;
— металлизацией;
— посредством гальванических покрытий.
Обработку под ремонтный размер применяют при ослаблении посадки в корпусе различных втулок, штифтов.
Полимерные материалы используют при восстановлении подшипниковых соединений, что повышает их ресурс, увеличивается износостойкость зубчатых колес и самих подшипников.
Постановка дополнительной детали самый распространенный способ восстановления посадочных отверстий в корпусных деталях.
Наплавку посадочных отверстий в корпусных деталях применяют редко, так как их обычно изготавливают из трудно свариваемых материалов. Иногда используют микронаплавку вращающимся медным диском или пучком медных проволочек, наплавку латунным электродом.
При электроконтактной приварке стальной ленты к чугунным деталям твердость поверхности становится различной. Металлизация не оказывает термического воздействия на деталь, поэтому она получает все большее распространение при восстановлении посадочных отверстий в корпусных деталях.
Занятие 9
Тема: Ремонт типовых агрегатов и сборочных единиц
Цель занятия: Изучить методы ремонта типовых агрегатов и сборочных единиц.
Восстановление блоков цилиндров. Блоки цилиндров относят к группе поршневых деталей. Это крупногабаритные детали сложной конфигурации, наиболее дорогостоящие и металлоемкие. Их изготавливают из серого, ковкого или модифицированного чугуна, алюминиевых и других сплавов методом литья.
Корпусные детали образуют жесткие каркасы, внутри и снаружи которых в заданном положении фиксируют другие детали и сборочные единицы. Основные (базовые) поверхности у корпусных деталей — привалочные плоскости и отверстия под подшипники и другие детали, которые обрабатывают с высокой точностью. Состояние корпусных деталей, особенно их базовых поверхностей, во многом определяет безотказность и долговечность отремонтированных агрегатов и машины в целом.
При восстановлении большинства деталей, как правило, применяют маршрутную технологию. Один из основных дефектов блоков цилиндров — износ гнезд коренных подшипников. Наиболее простой способ их восстановления — растачивание под ремонтный размер вкладышей на стаканах типа РД. Овальность и конусность коренных опор не должны превышать 0,02 мм, а шероховатость поверхностей — не более Rа=1,25…0,63 мкм. При невозможности использования этого способа гнезда под вкладыши восстанавливают наплавкой, электроконтактной приваркой стальных полуколец, нанесением полимерных композиций, металлизацией и др.
Ремонт кривошипно-шатунного механизма. У шатунов могут быть следующие неисправности: износ отверстий верхней и нижней головок; изгиб и скручивание стержня; износ опорных поверхностей.
Изгиб и скручивание определяют с помощью специальных приспособлений (КИ-724 и др.), а износ отверстий и отклонения их формы — индикаторным нутромером.
Восстановление шатуна начинают с устранения изгиба и скручивания путем правки его с помощью винтовых и других приспособлений с последующей термообработкой при температуре 400…500оС в течение 2…3 часов. Однако техническими требованиями на ремонт дизелей правка шатунов не рекомендуется из-за ее низкой эффективности. В данном случае небольшую непараллельность осей отверстий верхней и нижней головок шатуна можно устранить при расточке втулки верхней головки после ее запрессовки.
После правки шатуна восстанавливают его нижнюю головку. Применяют следующие способы: шлифование плоскости разъема с последующим растачиванием отверстия; железнение; электроконтактную приварку стальных полуколец; припайку стальных полуколец; нанесение полимерных композиций; наплавку и др.
Неравномерное изнашивание нижней головки применяют для восстановления шатунов методом шлифования. Для этого опорные поверхности стержня и крышки шатуна шлифуют в специальном приспособлении, создавая необходимый припуск для последующего растачивания отверстия. Затем отверстие растачивают до номинального размера. Этот способ прост и доступен, но при его использовании уменьшается межосевое расстояние шатуна, в результате чего снижаются степень сжатия и мощность двигателя. Достаточно широко применяют железнение для восстановления нижней головки шатуна. Контактная приварка и пайка стальной ленты не получило широкого распространения из-за отсутствия серийно выпускаемого оборудования и его высокой стоимости. Эффективно использование полимерных композиций.
Коленчатый вал — одна из основных деталей двигателя, определяющая вместе с другими деталями цилиндропоршневой группы его ресурс. Ресурс коленчатого вала характеризуется двумя показателями: усталостной прочностью и износостойкостью. При эксплуатации двигателя в результате действия высоких и непостоянных динамических нагрузок вал подвергается кручению и изгибу, отдельные поверхности (шатунные и коренные шейки и др.) — изнашиванию. В структуре металла накапливаются усталостные повреждения, возникают микротрещины и другие дефекты.
После разборки двигателя коленчатые валы разбирают (удаляют шпонки, заглушки и пробки из масляных каналов, подшипники из отверстия во фланце и т. д.), тщательно очищают и дефектуют. При дефектации не только определяют геометрические размеры поверхностей, но и проверяют валы на наличие и расположение трещин методом магнитной дефектоскопии.
Основной дефект коленчатых валов — износ коренных и шатунных шеек. Износ шеек устраняют шлифованием их под ремонтный размер. После восстановления коленчатые валы подвергают динамической балансировке на машине БМ-У4. Технология и последовательность балансировки зависят от типа двигателя (рядный, V-образный) и конкретной конструкции коленчатого вала и шатунов.
Восстановление зубчатых колес. Зубчатые колеса восстанавливают из легированных сталей (40Х, 25ХГТ, 20ХНМ и др.). Для получения высокой поверхностной твердости зубьев (до HRC 50…60) их подвергают термической и химико — термической обработкам. Зубчатые колеса работают в условиях больших динамических нагрузок. Их зубья испытывают одновременное воздействие изгибающих моментов и контактных напряжений, подвергаются ударным нагрузкам, а при загрязнении смазочного материала — гидроабразивному изнашиванию. Изнашивание зубьев резко усиливается при перекосе и непараллельности валов.
У зубчатых колес могут возникать следующие дефекты: усталостное разрушение и износ зубьев по толщине; износ торцевых поверхностей зубьев (если нет постоянного зацепления), приводящий к уменьшению их длины; выкрашивание и поломки зубьев; износ внутренней посадочной поверхности и др.
Зубчатые колеса — массовые детали машин, достаточно дорогие, и из-за сложности технологии их часто не восстанавливают, а заменяют новыми.
Для восстановления зубьев разработано несколько вариантов технологий, которые можно объединить в следующие группы:
замена части детали;
автоматическая наплавка без последующей термообработки;
автоматическая наплавка с последующей термообработкой;
пластическое деформирование;
автоматическая наплавка с последующим деформированием.
Ремонт сцепления. Картер сцепления изготавливают из серого чугуна или алюминиевого сплава. Основные дефекты картера: обломы и трещины; износы центрирующего отверстия, отверстий под стартер и в опорных лапах, отверстий под втулки выключения сцепления, установочных отверстий и опорных лап по высоте.
В зависимости от расположения и длины трещины картер выбраковывают или восстанавливают дуговой или газовой сваркой. Изношенные отверстия наплавляют или в них запрессовывают втулки. Изношенное центрирующее отверстие растачивают и в него запрессовывают втулку.
При износе опорных лап по высоте их наплавляют или приваривают накладки, а затем фрезеруют. В случае ослабления посадки втулки вала вилки выключения и ее износа выпрессовывают втулку. Развертывают отверстие под ремонтный размер. Запрессовывают втулку ремонтного размера и окончательно ее развертывают.
Коробление ведомых дисков устраняют правкой на плите. Ступицы со шлицами, износ которых превышает допустимый при ремонте, выбраковывают или восстанавливаю пластическим деформированием.
Ремонт коробок передач. Коробки передач разбирают на специальных стендах с применением съемников и приспособлений. При сборке коробок передач рекомендуется нагревать подшипники до температуры 90…100 оС. Их напрессовывают на валы до отказа под прессом или же легкими ударами через наставки из латуни.
Собранную коробку передач обкатывают без нагрузки и под нагрузкой и испытывают на специальных стендах. Коробку передач обкатывают в течение 2…3 мин на всех передачах переднего и заднего ходов. Во время испытаний ее нагружают определенным вращающим моментом. Проверяют исправность фиксирующих и блокирующих устройств, легкость переключения передач, работу клапанов и масляного насоса, отсутствие подтекания масла, стуков, шума шестерен и перегрева деталей.
Ремонт задних мостов. Корпус трансмиссии или заднего моста трактора отливают из серого чугуна. К основным дефектам его относятся трещины, изломы, износ посадочных мест под подшипники и гнезда или стаканы подшипников, повреждение резьбовых отверстий.
Картер задних мостов автомобилей изготавливают из стали или ковкого чугуна. Основные дефекты: погнутость, разрушение сварных швов, износ посадочных мест под внутренний и наружный подшипники, износ кольца под сальник, повреждение или износ резьбы.
В зависимости от изгиба картеры правят под прессом или выбраковывают. Удаляют разрушенные сварные швы и на их место накладывают новые швы дуговой сваркой.
Особенность сборки задних мостов — необходимость регулировки зацепления конических зубчатых колес главной передачи, заключающаяся в правильном размещении одного относительно другого, получении нормального бокового зазора между их зубьями в роликовых и конических подшипниках.
Ремонт ходовой части гусеничных тракторов. Детали ходовой части работают в абразивной среде без смазочного материала и воспринимают значительные динамические нагрузки. Их износ составляет десятки миллиметров. При ремонте используют такие способы, с помощью которых можно нанести покрытия значительной толщины.
Находит применение широкослойная наплавка колеблющимися электродом с помощью ленты, служащей дополнительным присадочным материалом. Посредством этого способа можно получить толщину наплавленного слоя до 8 мм.
Ремонт ходовой части колесных тракторов и автомобилей.
Погнутые или скрученные продольные балки правят в холодном состоянии с помощью винтовых и гидравлических переносных приспособлений или на стендах с гидравлическим прессом. Поврежденные кронштейны заменяют новыми. Ослабление заклепок определяют по дребезжащему звуку и их перемещению под ударами молотка массой 250 г. Их заменяют новыми. Изношенные отверстия под заклепки развертывают на медной подкладке с последующей обработкой под номинальный размер.
Трещины большой длины заваривают. На поврежденный участок устанавливают прямоугольную или ромбовидную накладку. Прямоугольные накладки приваривают только продольными швами. Трещины в дисках колес тракторов заваривают, сварные швы зачищают. Погнутые диски правят. Покрышки автомобилей подвергают двум видам ремонта: местному, при котором устраняют проколы, прорывы, разрезы и другие местные повреждения; восстановительному, предусматривающему наложение нового протектора.
При местном ремонте покрышки очищают и моют тепловой водой в специальных машинах или вручную с помощью жестких волосяных щеток и сушат в течение 2…24 ч при температуре 40…60 оС. Далее ремонтируемый участок обрабатывают дисковый проволочной щеткой или фигурными шарошками, закрепленными на конце гибкого вала специального станка, а затем промазывают клеем и сушат.
Занятие 10
Балансировка деталей и сборочных единиц
Цель занятия: Изучить способы балансировки деталей и сборочных единиц.
При вращении многих деталей и сборочных единиц (коленчатых валов, маховиков, дисков, шкивов, карданных валов, барабанов и т. д.) из-за наличия неуравновешенных масс возникает центробежные силы. Неуравновешенность деталей и сборочных единиц возникает из-за неточности их изготовления даже в пределах допуска), неточной сборки (несоосность и др.), неравномерного изнашивания поверхности и.т.д.
Различают статическую и динамическую неуравновешенность и соответственно статическую и динамическую балансировку.
Статическая балансировка
Статическая неуравновешенность обусловлена тем, что центр масс детали не лежит на оси ее вращения. В результате этого при вращении детали возникает неуравновешенная центробежная сила инерции:
Н (51)
где m — неуравновешенная масса, кг; r — расстояние до массы m от оси вращения детали; w -угловая скорость вращения, рад/с; ц — сила тяжести (вес) детали, Н; rэ — эксцентриситет центра масс детали, м; g — ускорение свободного падения, м/с2; n — частота вращения детали, мин-1.
При статической балансировке опытным путем определяют массу, которую необходимо удалить с детали или прибавить к ней, чтобы центр масс детали располагался на оси ее вращения. Для этого деталь, например маховик, смонтированный на точно обработанную и уравновешенную оправку, устанавливают на горизонтальные призмы или ролики с малым сопротивлением в опорах (рис.6).
Рис.6 Схемы статической балансировки деталей на призмах (а) и роликах (б): 1 — оправка; 2- деталь; 3 — параллельные призмы; 4 — дисковые ролики.
Под действием неурав-новешенной массы, создающей вращающий момент, деталь самопроизвольно повернется и установится так, что эта масса будет находиться в нижнем положении. Устраняют дисбаланс устранением металла с утяжеленной (нижней) стороны детали сверлением, фрезерованием, опиловкой или прикреплением корректирующего груза на противоположной стороне (например, у колес автомобиля). Статическая балансировка на роликах точнее, чем на призмах. Массу удаляемого или прикрепляемого груза определяют опытным путем, добиваясь, чтобы после поворота детали на любой угол она оставалась бы неподвижной.
Динамическая балансировка
Динамическая неуравновешенность возникает тогда, когда ось вращения детали не совпадает с ее главной осью инерции. Допустим, что при статической балансировке неуравновешенную массу m уравновесили массой Q. Поскольку положение плоскости, в которой расположена масса m, неизвестно, то и вводимая компенсирующая масса расположится в любом поперечном сечении детали на каком-то расстоянии от первой плоскости. При этом центр масс совпадает с осью вращения, деталь на призмах установится в любом положении. Но при вращении такой детали возникают центробежные, противоположно направленные силы F1 и F2 (рис. 7), т. е. возникает пара сил, образующая возмущающий момент.
(52)
где Lрасстояние между неуравновешенной и уравновешивающей статически массой.
Возмущающий момент стремится повернуть вал вокруг его центра масс на некоторый угол, но опоры вала мешают этому, воспринимая дополнительную нагрузку. В результате возникают вибрации работающего агрегата.
Для динамической уравновешенности детали необходимо либо убрать возмущающий момент, либо создать равный противодействующий момент, прикрепив к детали в той же плоскости две массы m1 и m2 на равном расстоянии от оси вращения так, чтобы F1L=P1l, где l — расстояние между уравновешивающимися массами.
Рис. 7 Схема динамического уравновешивания детали
m — неуравновешенная масса; Q — статически уравновешивающая масса; m1 и m2 — динамически уравновешивающие массы; F1 и F2 — центробежные силы; Р1 и Р2 — центробежные силы от масс.
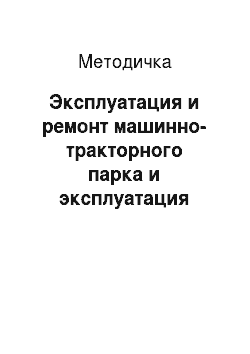
Динамическую балансировку деталей и сборочных единиц проводят на специальных стендах. Принцип действия этих стендов заключается в следующем: деталь помещают на упругие опоры стенда и вращают. Под действием неуравновешенных центробежных сил инерции и их моментов люльки 1 (рис. 8) будут колебаться в горизонтальной плоскости.
Колебание опор приводит в движение связанные с ними катушки датчиков 2, находящиеся в магнитном поле постоянных магнитов. Таким образом, датчики 2 преобразуют механические колебания люлек в электрические. Сигналы от датчиков подводятся к блоку усиления 3. Далее они поступают на миллиамперметр 4, шкала которого проградуирована в единицах дисбаланса (г•см), и на безынерционную лампу 5 стробоскопа, которая освещает цифры на вращающемся лимбе 7. Цифры показывают угол (в градусах) расположения дисбаланса. Угловое расположение дисбаланса отсчитывают по лимбу и устанавливают по стрелке на маховике 8.
Рис.8. Схема машины для динамической балансировки коленчатых валов:
1—люльки; 2—датчик колебаний; 3—блок усиления; 4 — миллиамперметр; 5- лампа стробоскопа; 6 — электродвигатель; 7 — лимб стробоскопа; 8 — маховик Дисбаланс и его уравновешивание измеряют поочередно каждой из опор (правой и левой). Для этого на пульте yправления расположен переключатель.
На таком принципе основано устройство применяемой на ремонтных предприятиях универсальной балансировочной машины МБ-У4. Она состоит из механической части, измерительного устройства с датчиком и стробоскопом и электропривода с устройством для автоматической смазки вкладышей под шейки балансируемой детали.
Балансировку проводят при вращении детали. Через некоторое время после достижения заданной частоты вращения детали с помощью электромагнитов автоматически растормаживаются люльки. Далее определяют дисбаланс и угол его расположения для одного конца детали. Снимают часть металла (у коленчатого вала, например, с противовеса), добиваясь допустимого значения дисбаланса. Затем те же операции выполняют для другого конца детали. Когда двигатель включают, электромагниты обесточиваются и запирают люльки.
Масса, г, снимаемого или добавляемого металла:
(53)
где М-дисбаланс (показания миллиамперметра), г•см; r -расстояние от оси вращения детали до места снятия металла или прикрепления груза, см.
Из формулы можно установить, для каких деталей достаточно статической балансировки, а для каких необходима динамическая. Статической балансировки достаточно для коротких деталей (шкивов, маховиков, дисков сцепления и т. д.), у которых длина меньше диаметра и не может быть больше плеча L пары сил, и значит, возмущающий момент практически равен нулю. В тоже время вследствие большого диаметра (большое r) их статическая неуравновешенность может быть большой. Для деталей с большей длиной, значительно превосходящей диаметр (коленчатые валы, барабаны и т. д.), первостепенное значение имеет динамическая неуравновешенность, и их обязательство подвергают динамической балансировке. Динамическая неуравновешенность включает в себя и статическую неуравновешенность, но не наоборот.
Обычно детали ответственных сборочных единиц динамически балансируют отдельно, а затем всю сборочную единицу балансируют отдельно, а затем всю сборочную единицу балансируют в сборе. Так поступают, например, с коленчатым валом в сборе с маховиком и сцеплением. Нормы дисбаланса приведены в технических требованиях на ремонт машин.