Электропривод горизонтально копировально-фрезерного станка ЛР-93КФ3
В промышленной установки согласно ПУЭ для защиты сети и оборудования от перегрузок и токов короткого замыкания применяются автоматические выключатели и предохранители. Защита должна обеспечивать отключение поврежденного участка при коротких замыканиях в конце защищаемой линии в сетях с глухо заземленной нейтралью. Аппаратура защиты располагается по возможности в доступных для обслуживания местах… Читать ещё >
Электропривод горизонтально копировально-фрезерного станка ЛР-93КФ3 (реферат, курсовая, диплом, контрольная)
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ СРЕДНЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
" КАМЕНСК-УРАЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ КОЛЛЕДЖ"
специальность 140 613
техническая эксплуатация и обслуживание электрического и электромеханического оборудования (по отраслям) группа э-2005;43 к
ДИПЛОМНЫЙ ПРОЕКТ
ЭЛЕКТРОПРИВОД ГОРИЗОНТАЛЬНО КОПИРОВАЛЬНО-ФРЕЗЕРНОГО СТАНКА ЛР-93КФ3
допустить к защите руководитель проекта зав. отделением консультант разработал
- Введение
- 1. Техническая часть
- 1.1 Описание механизмов станка и режимов обработки
- 1.2 Выбор систем управления электропривода
- 1.3 Описание схемы управления
- 2. Расчетная часть
- 2.1 расчет мощности и выбор двигателей
- 2.2 Выбор преобразователей
- 2.3 Выбор аппаратов управления и защиты
- 2.4 Расчёт и выбор питающих проводов и кабелей
- 2.5 Расчёт освещения
- 3. Экономическая часть
- 3.1 Система ТОиР энергетического оборудования
- 3.2 Организационная структура энергохозяйства цеха
- 3.3 Планирование ремонтных работ энергетического оборудования
- 3.4 Планирование потребного количества основного энергоперсонала
- 3.5 Планирование заработной платы
- 3.6 Смета затрат на капитальный ремонт агрегата
- 3.7 Сетевое планирование
- 3.8 Технико-экономические показатели проекта
- 4. Расчёт зануления
- 5. Техника безопастности при эксплуатации электрооборудования
- Заключение
- Библиография
Основным ростом производительности труда и увеличение производства является обеспечение постоянного технического прогресса. Металлорежущие станки являются основным видом заводского оборудования, предназначенным для производства современных машин, приборов, инструментов и других изделий, поэтому количество и качество металлорежущих станков, их техническая оснащенность в значительной степени характеризуют производственную мощь страны.
Эффективность проектирования и внедрения передовой технологии, комплексной механизации и автоматизации процессов производства металлорежущих станков обеспечивается широко развитой специализацией производства на основе агрегатирования, унификации и нормализации деталей и целых узлов. Преимуществом станков, выпускаемых нашей промышленностью, является возможность встраивания их в автоматические линии.
Развитие вычислительной техники позволило создать высокопроизводительные металлорежущие станки с программным управлением. Поскольку электрификация современного станка имеет определяющее значение, ясное понимание ее содержания и возможностей
Наличие в достаточном количестве различного, даже первоклассного, оборудования еще не решает задачу высокопроизводительной ритмичной работы предприятия. Кроме надлежащей организации производства исключительно важное значение имеет правильная эксплуатация оборудования и проведение своевременных планово-предупредительных ремонтов.
Задачей правильной эксплуатации является получение от станка наибольшей производительности при обеспечении его долговечности и точности.
Станки должны обеспечивать устойчивую высокопроизводительную работу во все время их эксплуатации. Требования правильной эксплуатации станков включают точное и правильнее осуществление упаковки, транспортирования, установки в цехах, эксплуатации, паспортизации, ремонта и модернизации станков.
Испытание станков необходимо обычно для проверки статической и динамической точности, проверки на мощность, жесткость и виброустойчивость станка и т. д.
Своевременный и качественный ремонт оборудования является важным условием ритмичной работы предприятий. Устаревшие станки следует модернизировать, что значительно увеличивает срок использования станков до окончательного морального их изнашивания. При эксплуатации и проведении ремонтных работ станков большое значение имеют мероприятия по технике безопасности.
1. Техническая часть
1.1 Описание механизмов станка и режимов обработки
В зависимости от вида выполняемых работ все фрезерные станки можно разделить на две основные группы:
1 станки общего назначения;
2 специальные и специализированные станки.
К станкам общего назначения относятся: консольные вертикально — и горизонтально-фрезерные, бесконсольные вертикально-фрезерные и продольно-фрезерные.
Из специализированных фрезерных станков наибольшее распространение получили шпоночно-фрезерные, копировально-фрезерные, барабанно-фрезерные, карусельно-фрезерные и некоторые другие типы станков.
Специальные станки предназначены для выполнения лишь вполне определенных операций; они применяются в основном в массовом производстве.
Для возможности использования преимуществ специальных и специализированных станков в условиях производства с частой сменой объектов в последнее время начали применять фрезерные станки, компонуемые из нормализованных узлов (агрегатов): станин, столов, силовых головок и т. д. Такие станки называют агрегатными.
На фрезерных станках часто приходится обрабатывать детали сложной криволинейной формы. Эти работы выполняются на копировально-фрезерных.
Различают две группы криволинейных поверхностей: контурные поверхности на плоских деталях (дисковые кулачки, плоские копиры, шаблоны и пр.) и пространственно-сложные объемные поверхности (прессформы, штампы, лопасти гребных винтов, турбинных лопаток и пр). Обработка деталей первой группы носит название контурного фрезерования, а второй — объемного фрезерования.
Основной особенностью копировально-фрезерных станков является наличие образца (эталона), форму которого копирует режущий инструмент (фреза).
Это предопределяет принцип устройства копировально-фрезерных станков.
Они располагают копировальным устройством.
В последние годы все большее распространение начинают получать станки с программным управлением. При программном управлении станок работает в автоматическом (или полуавтоматическом) режиме, а управление рабочими органами осуществляется без участия рабочего в строго определенной последовательности по заранее разработанной программе.
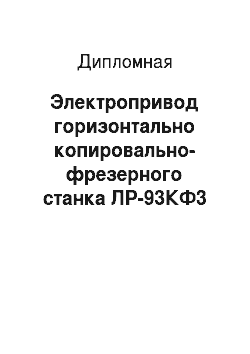
Общий вид станка ЛР-93КФ3 показан на рисунке 1.
Таблица 1 | ||
1. Плита | 14. Рабочий мостик | |
2. Основание опорной стойки | 15. Главный пульт с системой ЧПУ | |
3. Опорная стойка нижняя | 16. Привод осевого перемещения | |
4. Опорная стойка верхняя | 17. Бабка шпиндельная | |
5. Транспортер стружки | 18. Привод главного движения | |
6. Станция охлаждения инструмента | 19. Механизм зажима инструмента | |
7. Станина | 20. Станция смазки шпиндельной бабки | |
8. Привод горизонтального перемещения | 21. Режущий инструмент | |
9. Сани | 22. Кронштейн копировального прибора | |
10. Привод вертикального перемещения | 23. Электрошкаф | |
11. Стойка | 24. Стойка компьютера | |
12. Станция смазки направляющих | 25. Трансформатор | |
13. Поперечина | 26. Защитный кожух | |
Основные программируемые узлы станка и обозначение координат их перемещения:
вращение шпинделя — главное движение (ось С);
горизонтальное перемещение стойки — ось X;
вертикальное перемещение поперечины — ось Y;
осевое перемещение шпиндельной бабки — ось Z.
Кроме вышеперечисленных органов движения, на станке предусмотрены вспомогательные приводы:
насоса станции смазки направляющих;
насоса смазки механизмов шпиндельной бабки;
насоса СОЖ;
зажимной головки;
транспортера стружки;
правых опорных стоек:
левых опорных стоек:
Станок модели ЛР93КФ3 оснащен УЧПУ типа 2С42−65М.
УЧПУ осуществляет перемещение координат с вращением шпинделя или без вращения в зависимости от выбранного режима обработки детали.
Вращение шпинделя осуществляется при помощи асинхронного двигателя.
Движения по осям X, Y, Z осуществляются с помощью регулируемых электроприводов постоянного тока.
Станок оснащен копировальным прибором для осуществления копировальных режимов.
В качестве датчиков положения используются фотоэлектрические преобразователи перемещений.
Программа работы станка задается разными способами.
Наиболее характерные неисправности в электрооборудовании станка, их возможные причины, методика обнаружения и способы устранения приведены в таблице № 2.
Таблица 2 НЕИСПРАВНОСТИ СТАНКА И СПОСОБЫ ИХ УСТРАНЕНИЯ
Характер неисправности | Проявление неисправности, способы обнаружения и ликвидации | Возможные причины | Способы устранения | |
Станок не включается | Вводной автоматический выключатель отключается при отпускании кнопки S3 | Несоответствие положения дверей шкафа положению переключателей «работа/наладка», несрабатывание конечных выключателей контроля закрытия дверей, неисправность кнопок аварийного отключения, неисправность минимального расцепителя вводного автоматического выключателя и т. п. | Отремонтировать/заменить неисправные компоненты, отрегулировать конечные выключатели контроля закрытия дверей | |
Перегрузка привода подач | Проверить ток двигателя при движении без резки | Недостаточная смазка направляющих | ||
Проверить систему смазки | Засорение, несоответствие типа масла | |||
Недоброкачественная сборка | Механический ремонт | |||
Неисправность электродвигателя | Ремонт/замена | |||
Скорость подачи не соответствует заданной | Проконтролировать значение сигнала обратной связи на входе привода | Неисправность тахогенератора | Отремонтировать/заменить тахогенератор | |
Скорость подачи неустойчива | Неисправность, загрязнение — коллекторного узла тахогенератора | Отремонтировать/заменить тахогенератор | ||
Неисправность привода | Отремонтировать, отрегулировать привод в соответствии с ЦИФК 469 156.001 ТО | |||
Не включается силовое питание приводов подач | Не горит сигнальная лампа Н22 «Включено силовое питание приводов подач», все автоматические выключатели и тепловые реле включены, есть сигналы исправности приводов и готовности УЧПУ | Неисправность пускателя К21 | Отремонтировать/ заменить пускатель | |
То же, но есть индикация «наезд на аварийные конечные выключатели» | Неисправность аварийных конечных выключателей | Отремонтировать неисправный конечный выключатель | ||
Сбиты упоры аварийного ограничения хода | Восстановить упоры | |||
Срабатывание тепловых реле защиты двигателей | Перегрузка привода | См. выше | ||
Искрение под щетками более 2 баллов | Пуск, торможение приводов сопровождается искрением | 1 неисправность устройства автоматического токоограничения; 2 подгар или загрязнение коллектора | 1 проверить ток отсечки ln 2 осмотреть коллектор и щетки, при необходимости отшлифовать коллектор, щетки притереть. | |
1.2 Выбор систем управления электропривода
Привод — это устройство, приводящее в движение станок, машину или отдельный механизм, который может быть составной частью станка. Привод состоит из двигателя, передаточного механизма, преобразователя и аппаратуры управления. Независимо от вида электродвигателя электропривод различают по способу регулирования частоты вращения: нерегулируемый, ступенчато регулируемый, плавно регулируемый.
Электропривод различается:
по видам движения — вращательный, поступательный, ударный, вибрационный дискретный (вращательный и поступательный);
по видам передаточных устройств — безредукторный, редукторный, с электромагнитной дисковой муфтой, электромагнитной муфтой скольжения, гидромуфтой;
по роду тока двигателя — постоянного тока, переменного тока;
по видам преобразовательных устройств — с машинным и статическим преобразователем;
по режиму работы — длительный, кратковременный, повторно-кратковременный.
Широкое применение получил дискретный электропривод, особенно у станков с УЧПУ.
Внедрение новых материалов, высокопроизводительного режущего инструмента, расширение и обновление ряда технологических операций, предназначенных для увеличения производительности станка и повышения точности обработки, предъявляют новые, ужесточенные требования на различные механизмы станков, в том числе и электроприводов. Это — увеличение диапазонов изменения частоты вращения и повышение точности ее поддержания, сокращение времени переходных процессов частоты вращения.
Требования к электроприводу — это надежность, долговечность и ремонтопригодность.
Надежность — свойство электропривода сохранять свою работоспособность и технические характеристики в течение определенного промежутка времени. Это понятие включает в себя безотказность, долговечность, ремонтопригодность и сохраняемость. Основное понятие ремонтопригодности — отказ (утрата работоспособности, наступающей внезапно или постепенно).
Долговечность электропривода — это свойство сохранять работоспособность до наступления состояния, после которого необходим ремонт.
Ремонтопригодность — это приспособленность привода к предупреждению, обнаружению и устранению отказа.
Требования, предъявляемые к элементам привода, как с электрической, так и механической стороны весьма высоки. Это продолжительная, кратковременная, прерывистая работа.
Комплект любой системы электропривода содержит преобразователь электрической энергии. Для питания двигателей постоянного тока преобразователь, питаемый от сети переменного тока, превращает его в постоянный ток. Для регулирования частоты вращения двигателей переменного тока преобразователь формирует на выходе переменный ток или напряжение изменяемой частоты.
Большинство производственных машин и механизмов общепромышленного применения требуют относительно небольшого диапазона и невысокой точности регулирования скорости (до 1: 20), а также относительно низкого быстродействия. В станке для управления осями используются двигатели постоянного тока для их управления используются тиристорные преобразователи. Основное достоинство их состоит в совмещении функций выпрямления и изменения выпрямленного напряжения в одном элементе. При использовании двигателей постоянного тока с тиристорными преобразователями могут быть получены высокие диапазоны бесступенчатого регулирования, исключающие необходимость применения коробок передач, а также и коробок скоростей.
1.3 Описание схемы управления
Станок предназначен для обработки плоских и пространственных деталей сложного профиля (штампов, пресс-форм, кулачков и т. д.) в единичном и мелкосерийном производстве торцевыми и концевыми фрезами, а также сверлами, зенкерами и развертками, установленными в револьверной головке.
Данный станок отличается высокой концентрацией обработки. На нем производят черновую, получистовую и чистовую обработку сложных корпусных заготовок, содержащих десятки обрабатываемых поверхностей, выполняют самые разнообразные технологические переходы: фрезерование плоскостей, уступов, канавок, окон, колодцев; сверление, зенкерование, развертывание, растачивание гладких и ступенчатых отверстий; растачивание отверстий инструмента с тонким регулированием на размер; обработку наружных и внутренних поверхностей и др.
В качестве главного привода используется асинхронный двухскоростной электродвигатель, который управляется через ЧПУ.
Состав и расположение электрооборудования на станке, основные программные узлы станка и обозначения координат их применения приведены на рисунке 2.
Ось С (главное движение) — вращение шпинделя;
Ось Х — горизонтальное перемещение стойки;
Ось Y — вертикальное перемещение поперечины;
Ось Z — осевое перемещение шпиндельной бабки.
Кроме вышеперечисленных органов движения, на станке предусмотрены вспомогательные приводы:
Насоса станции смазки направляющих, диодные мосты, аппаратура защиты силовых цепей питания тиристорных преобразователей, тиристорные преобразователи, платы реле, помехозащитные устройства и т. п.
Рис. 2 Расположение электрооборудования на стане
Таблица 3
Поз. обозн. | Наименование | |
А 2 | Промышленный компьютер | |
А 91 | Копировальный прибор | |
X-B1 | Датчики положения оси | |
Y-B1 | ||
Z-B1 | ||
Е1 | Светильник освещения рабочей зоны | |
X-M1 | АС/ДВ КЗ/Р горизонтального перемещения стоек | |
Z-M1 | АС/ДВ КЗ/Р осевого перемещения шпиндельной бабки | |
X-S2 | Блок путевых микровыключателей ограничения хода по оси Х | |
X-S1 | Конечный выключатель смазки оси Х | |
Y-S1 | Блок путевых микровыключателей ограничения хода по осиY | |
Y-S2 | Конечный выключатель смазки осиY | |
Z-S1 | Блок путевых микровыключателей ограничения хода по оси Z | |
Z-S2 | Конечный выключатель смазки оси Z | |
T11 | Силовой трансформатор | |
X2 | Розетка переносного освещения | |
Y1 | Электромагнит включения смазки направляющих | |
Y-Y2 | Тормозная электромагнитная муфта узла Y | |
Основу комплекса составляет УЧПУ, которое осуществляет перемещение координат с вращением шпинделя или без вращения в зависимости от выбранного режима обработки детали.
Вращение шпинделя осуществляется при помощи асинхронного двигателя.
Движение по осям осуществляется с помощью регулируемых электроприводов постоянного тока.
Станок оснащен копировальным прибором для осуществления копировальных режимов. В качестве датчиков положения используются фотоэлектрические преобразователи перемещений.
Управление станком производится в ручном режиме с главного и переносного пультов, в программном от управляющей программы, а также в наладочном — с наладочного пульта. Управление перемещением опорных стоек осуществляется от пультов опорных стоек. Управление зажимом/отжимом инструмента, а также переключение скоростей главного двигателя осуществляются с пульта на шпиндельной бабке.
Органы управления и контроля расположены на боковой стенке электрошкафа. В электрошкафу расположены: вводной автоматический выключатель на боковой стенке, блоки вторичного электропитания, приборный блок УЧПУ 2С42−65М, трансформаторы питания цепей управления, автоматические выключатели защиты и пускатели вспомогательных приводов, диодные мосты, аппараты защиты силовых цепей питания тиристорных преобразователей, тиристорные преобразователи, платы реле, помехозащитные устройства и т. п.
Питание всего комплекса электрооборудования производится от сети трехфазного переменного тока частотой 50+2Нz, напряжением 380+338 В.
Цепи питания УЧПУ, реле противоаварийной защиты, цепи освещения электрошкафа и розетки — 220 В включены от вводного автоматического выключателя Q1 через трансформатор Т1. Цепи всех источников питания защищены автоматическими выключателями.
В качестве двигателя главного привода используется асинхронный двухскоростной электродвигатель С-М1, который управляется через УЧПУ. С-М1 подключается к сети через контакты пускателей К52 или К53. В свою очередь пускатели К52, К53 включается выходными сигналами УЧПУ «Пуск вращении шпинделя по часовой» и «Пуск вращения шпинделя против часовой» через промежуточные реле платы А43.
Скорость двигателя выбирается тумблером S35 на шпиндельной бабке.
Контроль включенного состояния главного двигателя осуществляется при помощи реле тока К33, К34. Контакты К33, К34 формируют входной сигнал УЧПУ «Включен главный двигатель» .
На главном пульте находятся следующие органы управления главным приводом в ручном режиме:
Поворотная кнопка S85 — «Выбор направления вращения главного шпинделя»
Кнопка S86 — «Толчковое вращение шпинделя»
Кнопка S87 — «Рабочее вращение шпинделя»
Кнопка S88 — «Стоп вращения»
Предусмотрено динамическое торможение главного двигателя. Источник постоянного тока для динамического торможения представляет собой трансформатор Т21 и выпрямительный мост V11 — V14.
Контроль нагрузки главного двигателя осуществляется при помощи амперметра, расположенного нп шпиндельной бабке.
Двигатель С-М1 защищен автоматическим выключателем и тепловым реле.
Двигатель оси Х — Х-М1 управляется первым каналом блока унифицированного тиристорного привода подачи А86, двигатель оси Y — Y-М1 — вторым каналом блока А86, двигатель оси Z — Z-М1 -блоком А87.
Цепи управления и вентиляторы привода подач запитываются сразу при подаче питания на станок, если включены автоматические выключатели Q31 и Q32 соответственно.
Питание цепей управления подается через трансформаторы Т7 — Т9, а вентиляторов — через трансформатор Т5. Индикация включенного силового питания приводов подач производится лампой Н22 на главном пульте.
Пуск приводов производится по выходным сигналам УЧПУ. Задающие сигналы приводов (+10В) формируются цифро-аналоговыми преобразователями УЧПУ.
Управление приводами подач осуществляется в ручном режиме с главного или переносного пультов, в программном и копировальном от управляющей программы.
Движение узлов идентифицируется на главном пульте лампами Н51, Н53, Н55, Н57, Н59, Н62.
Контроль нагрузки двигателей подач осуществляется при помощи амперметра Р2, расположенного на боковой стенке электрошкафа.
Станок оснащён двумя группами опорных стоек — правые и левые. Каждая группа имеет свой пульт управления.
Правые опорные стойки перемещаются при помощи следующих двигателей:
М11 — осевого перемещение верхних стоек (включаются пускателями К71/К72)
М12 — осевого перемещение нижних стоек (включаются пускателями К73/К74)
М13 — горизонтального перемещения стоек с основанием (включаются пускателями К75/К76)
Двигатели М11-М13 защищены автоматическим выключателем Q51 и тепловыми реле F4-F6
Левые опорные стойки перемещаются при помощи следующих двигателей:
М21 — осевого перемещение верхних стоек (включаются пускателями К77/К78)
М22 — осевого перемещение нижних стоек (включаются пускателями К79/К81)
М23 — горизонтального перемещения стоек с основанием (включаются пускателями К82/К83)
Двигатели М21-М23 защищены автоматическим выключателем Q52 и тепловыми реле F7-F9
Перемещения опорных стоек запрещены, если включен главный двигатель Надёжность работы станка обеспечивается наличием ряда блокировок, исключающих работу отдельных узлов и механизмов и движение рабочих органов в тех случаях, когда это может привести к нарушению режимов работы, к поломке инструмента или узлов станка.
2. Расчетная часть
2.1 Расчет мощности и выбор двигателей
В промышленности и быту применяют двигатели переменного и постоянного тока.
Асинхронные двигатели широко распространены, надежны, имеют относительно невысокую стоимость, хорошие эксплуатационные качества
Большинство металлорежущих станков приводится в движение асинхронными электродвигателями трехфазного тока, которые просты в исполнении и надежны в эксплуатации.
Асинхронный двигатель — это машина переменного тока, у которой скорость вращения ротора зависит от нагрузки в пределе номинальной мощности двигателя. Магнитное поле в асинхронной машине создается переменным током обмоток статора и ротора.
Конструктивные формы асинхронных электродвигателей зависят от способа их крепления и формы защиты от воздействия окружающей среды.
Применяемые в станках электродвигатели имеют различные формы защиты от воздействий окружающей среды. Для предотвращения попадания внутрь электродвигателя посторонних предметов, а также для соблюдения техники безопасности электродвигатели имеют решетки. У некоторых электродвигателей делают вентиляционные отверстия, расположенные в горизонтальной или в вертикальной плоскости для защиты от попадания жидкости. Некоторые электродвигатели изготовляют без вентиляционных отверстий, т. е. закрытыми. Однако их мощность значительно ниже мощности электродвигателей с защитными устройствами таких же размеров.
Электродвигатели рассчитаны на напряжение 127, 220 и 380 В.
Асинхронные электродвигатели с короткозамкнутым ротором выпускают с номинальной мощностью 0,6−100 кВт на синхронные частоты вращения 600, 750, 1000 и 3000 мин-1.
Фрезерные станки большей частью работают в продолжительном режиме с постоянной нагрузкой. В этом случае мощность двигателя определяется по рассчитанной, исходя из технических показателей, наибольшей нагрузке, возможной для данного станка.
Выбор электродвигателей.
1. Производим расчет, мощности двигателя при фрезеровании по формуле: [1]
[1]
187×10×5×2980 х 1
Р = - ——————————————— - = 6,1 квт где,
60×102×1000×0,75
Fфр — удельное сопротивление фрезованию = 187 кГ/мм2;
b — ширина слоя, захватываемого фрезой = 10 мм;
t — толщина слоя = 5 мм;
n — число оборотов фрезы в 1 мин = 2980об/мин;
s — подача на один оборот фрезы = 1 мм;
— к. п. д. станка = 0,75.
Выбираем электродвигатель АИР132М4/2УХЛ4 8,5/9,5кВт, 1500/3000 об/мин, который управляется через УЧПУ.
2. Станок ЛР-93КФ3 оснащен двумя группами опорных стоек — правые и левые. Каждая группа имеет свой пульт управления.
Правые и левые опорные стойки перемещаются при помощи двигателей переменного тока. Двигатели защищены автоматическими выключателями и тепловыми реле. Перемещения опорных стоек запрещены, если включен главный двигатель.
Находим мощность двигателя по формуле: [2]
[2]
где, F — вес одной стойки;
V — скорость перемещения;
— к. п. д.
Для перемещения правых и левых опорных стоек в основном используются электродвигатели серии АИР71А4УХЛ4 0,55кВт 1360 об/мин в количестве 6 штук.
Каждый станок должен обеспечить обработку деталей в необходимом количестве и требуемого качества при наименьшей стоимости. В связи с этим свойства электродвигателя должны быть соответствующим образом согласованы со свойствами станка. Главные приводы и приводы подач должны обеспечить весь комплекс технологических процессов, предусмотренных на данном станке. Вспомогательные приводы должны обеспечивать перемещение подвижных узлов станка с заданной скоростью. В станкостроении обычно используют электродвигатели, предназначенные для длительного режима работы.
3. Движение по осям X, Y, Z осуществляется с помощью регулируемых электроприводов постоянного тока. Для питания двигателей постоянного тока преобразователь, питаемый от сети переменного тока, превращает его в постоянный ток. Для регулирования частоты вращения двигателя. Мощность двигателя постоянного тока можно определить по формуле [4]:
[4]
где: М-момент — 35
W-угловая скорость — 1500об/мин =157рад/сек
Выбираем двигатель постоянного тока 4МТВ-С, Umax=190 В, Iн=28А, Nmax=1500об/мин, возбуждение — постоянные магниты, электромагнитный тормоз — =24И, 1,3А. необходимо три двигателя на каждую ось X, Y, Z.
2.2 Выбор преобразователей
Широкое распространение в станкостроении получили тиристорные электроприводы. В трехфазной с нулем схеме реверсивного электропривода включение одной группы тиристоров (анодной) вращает двигатель в одну сторону, включение катодной группы — в противоположную. Существуют различные способы управления обеими группами тиристоров — раздельный и согласованный. Последний может быть линейным и нелинейным.
Наиболее широкое распространение получила импульсно-фазовая система управления. В этой системе существует сдвиг управляющих импульсов по фазе относительно напряжения переменного тока, приложенного к аноду и катоду тиристоров. Такие системы состоят из фазосдвигающего устройства, усилителя и формирователя сигналов.
По данным выбранного двигателя Uном=190 В, Iном=28А и учитывая требования, предъявляемые к приводу установки, исходя из условия: Uном. пр > Uном. дв и Iном. пр > Iном. дв, выбираем тиристорный преобразователь из серии БУТП типа 0,1.
Выбранный тиристорный преобразователь должен удовлетворять условиям:
Iном. пр* л пр > Iном. дв* л дв где:
л пр — перегрузка преобразователя = 2
л дв — перегрузка двигателя =1,4
Iном. прноминальный ток преобразователя = 20А
Iном. дв — номинальный ток двигателя = 28А
20 * 2 > 28 * 1,4
40 > 39,2
Uном. пр > Uном. Дв 380 > 190
Блок унифицированный тиристорный привода подач (БУТП) предназначен для использования в составе реверсивных электроприводов с двигателями постоянного тока, осуществляющих подачу узлов металлорежущих станков.
Разработан по принципу однозонного регулирования скорости. Преобразователь питания цепи якоря двигателя — реверсивный, с раздельным управлением группами тиристоров, собран по мостовой схеме. Допускает работу в длительном, кратковременном, повторно-кратковременном и повторно-кратковременном с частыми пусками и электрическим торможением режимах в соответствии с характеристиками исполнительного двигателя м в соответствии с максимальным и допустимым током преобразователя.
БУТП питается напряжением 220 В и 380 В с частотой 50Гц. Сохраняет работоспособность при колебания напряжения сети от плюс 10% до минус 15% от номинального значения и частоты питающей сети +2% от номинального значения.
БУТП предназначен для работы в закрытых помещения при следующих условиях:
Высота над уровнем моря не более 1000 м;
Окружающая среда невзрывоопасная, не содержащая агрессивных паров и газов в концентрациях, разрушающих металлы и изоляцию;
Относительная влажность воздуха при температуре +5 не более 80%.
Оптронные тиристоры обеспечивают гальваническую развязку между силовой схемой и цепями управления благодаря встроенной оптоэлектронной паре. Применение оптронных тиристоров позволяет упростить конструкцию, снизить размеры и массу преобразователя за счет исключения из цепей управления разделительных трансформаторов или оптоэлектронных приборов.
Выбор тиристора. Исходными данными для выбора тиристора являются данные двигателя 4МТВ-С, Umax=190 В, Iн=28А, Nmax=1500об/мин. Определяем мощность электродвигателя, потребляемую от тиристорного преобразователя.
Р1= Umax* Iн=190*28=5,3кВт [5]
Определим ток, потребляемый от преобразователя
Iн. пр. = Iн. я. =28А
Для обеспечения надежной работы тиристоров учитывают перегрузку по току при пуске и торможении.
Id. max=Kпер* Iн. пр. [6]
Где: Kпер =2 — коэффициент перегрузки по току при торможении и пуске электродвигателя.
I2max=2*28=56А
Определим средний за период ток, протекающий через тиристор с учетом перегрузки.
Id. max 56
Iср. в. =——- - = - ————- - =18,66А [7]
3 3
Определим средний за период ток, протекающий через тиристор с учетом коэффициента охлаждения и коэффициента проводимости.
Iср. расч. =Кпр* Кохл* Iср. в [8]
Где: Кпр — коэффициент проводимости — 0,5 при =90о для трехфазной мостовой схемы.
Кохл — коэффициент охлаждения = 2,3
Iср. расч. = 0,5*2*12,66 = 21,46А
Определим напряжение преобразователя при полностью открытых тиристорах.
Udо пр = К1 дол и * Uном дв. [9]
Где: К1 дол и — коэффициент запаса по напряжению = 1,2
Udо пр = 1,2*190 = 228В
Определим максимальное обратное напряжение.
Uоб. мах пр. = К2доп * Uоб мах [10]
Где: К2 доп — коэффициент запаса =1,3
Uоб. мах = v6 * Uф. = v6 * 220 = 538 В
Uоб. мах пр. = 1,3 *538 = 700 В
Производим выбор тиристоров по току и напряжению.
Iср. табл > Iср. расч. Uпр. > Uобр. мах пр.
Выбираем тиристор МТОТО100
Условия выбора соблюдаются
Iср. табл > Iср. расч. Uпр. > Uобр мах пр.
100> 21,46 1200> 700
Его данные:
Максимально допустимый средний ток в открытом состоянии при f =50Гц, в=1800, Тк=700 С =100А
Повторяющееся импульсное напряжение в закрытом состоянии U =1200В
Максимально допустимое постоянное обратное напряжение =0,75В
Критическая скорость нарастания тока в открытом состоянии =70А/мкс
Критическая скорость нарастания напряжения в закрытом состоянии =100В/мкс
Выбор согласующего трансформатора. Определим действующее значение фазного тока во вторичной обмотке трансформатора.
I2ф = v2/3 * Id. max = v2/3 * 56 = 45,72 [11]
Определим значение действующего фазного напряжения во вторичной обмотке трансформатора.
Ud опр
U2ф= - ————— - [12]
Ксх
Где: Ксх — коэффициент схемы для 3-х фазной мостовой схемы =2,34
U2ф= - ——- - = 98,43
2,34
Определим полную мощность вторичной обмотки трансформатора.
S = 3 * U2ф * I2ф = 3 * 98,43 * 45,72 = 13,5кВА [13]
Произведем выбор трансформатора по условиям
Uл. расч < Uл. таб Sтр-ра расч. < Sтр-ра таб
По справочнику выбираем трансформатор типа ТП-3 16 380/105 50Гц УХЛ4
Uл. расч < Uл. таб Sтр-ра расч. < Sтр-ра таб
380=380 13,5 кВА < 16 кВА
Данные трансформатора:
Мощность S =16 кВА
2.3 Выбор аппаратов управления и защиты
При работе от преобразователя частоты (ПЧ) в ряде случаев необходимо предусматривать защиту двигателя от перенапряжения (если это не предусмотрено в системе) путем усиления витковой и корпусной изоляции.
Большинство выпускаемых и применяемых в настоящее время ПЧ, рассчитанных на среднюю мощность до 3000 кВт, по своей структуре являются инверторами.
Предохранители.
Предохранители применяют для защиты электроустановок от токов КЗ. Защита от перегрузок с помощью предохранителей возможна только при условии, что защищаемые элементы установки будут выбраны с запасом по пропускной способности, превышающим примерно на 25% номинальный ток плавкой вставки.
Плавкие вставки предохранителей выдерживают токи, превышающие на 30…50% их номинальные токи в течении одного часа и более. При токах, превышающих номинальный ток плавких вставок на 60…100%, они плавятся за время менее одного часа.
Автоматические выключатели.
Автоматические выключатели, не обладая недостатками предохранителей, обеспечивают быструю и надежную защиту проводов и кабелей сетей как от токов перегрузки, так и от токов КЗ. Кроме того, они используются и для управления при нечастых включениях и отключениях. Таким образом, автоматические выключатели совмещают в себе одновременно функции защиты и управления.
Контакторы и магнитные пускатели.
Контакторы — это аппарат дистанционного действия, предназначенный для частых включений и отключений под нагрузкой силовых электрических цепей. Контакторы не защищают электрические цепи от ненормальных режимов, поскольку у них отсутствуют защитные элементы. Контакторы нашли широкое применение в силовых цепях переменного и постоянного тока.
Магнитный пускатель — это трехполюсный контактор переменного тока, в котором дополнительно встроены два тепловых реле защиты, включенных последовательно в две фазы главной цепи двигателя. Магнитные пускатели предназначены для управления трехфазных асинхронных двигателей с короткозамкнутым ротором мощностью до 75кВт, а также для защиты их от перегрузки. В отдельных случаях их используют для включения и отключения некоторых электроустановок, требующих дистанционного управления.
Магнитный пускатель отключает двигатель от сети при исчезновении напряжения или его понижения до 50…70% от номинального значения.
В промышленной установки согласно ПУЭ для защиты сети и оборудования от перегрузок и токов короткого замыкания применяются автоматические выключатели и предохранители. Защита должна обеспечивать отключение поврежденного участка при коротких замыканиях в конце защищаемой линии в сетях с глухо заземленной нейтралью. Аппаратура защиты располагается по возможности в доступных для обслуживания местах таким образом, чтобы была исключена возможность их механических повреждений. Установка их должна быть выполнена так, чтобы при оперировании с ними или при их действии была исключена опасность для обслуживающего персонала и возможность повреждения окружающих предметов.
В электрооборудовании станка предусмотрены следующие средства защиты:
для подключения станка к питающей цепи, а также для отключения от сети во время перерыва в работе или в аварийных ситуациях предусмотрен специальный вводной выключатель с нулевым расцепителем, исключающим самопроизвольное включение станка при восстановлении внезапно исчезнувшего напряжения питания;
кнопки для аварийного отключения снабжены защелками;
в электрооборудовании станка предусмотрены необходимые блокировки, обеспечивающие безопасность оператора и безаварийную работу станка;
на шкафах, соединительных коробках, нишах, содержащих электрическую аппаратуру, помещены знаки электрического напряжения;
степень защиты элементов электрооборудования соответствует:
Выбор сечения проводников.
Проводники любого назначения должны удовлетворять требованиям в отношении предельно допустимого нагрева с учетом не только нормальных, но и после аварийных режимов, а также режимов в период ремонта и возможных неравномерностей распределения токов между линиями. Для проверки на нагрев принимаются получасовой максимум тока, наибольший из средних получасовых токов данного элемента сети. Сечение проводов и кабелей электрической сети выбираются по нагреву расчетным током и потере напряжения. Электрическая сеть должна также обладать механической прочностью.
Выбор проводников зависит от места прокладки, количества прокладываемых проводников в одной трубе или коробе.
Для прокладки проводников применяем кабель с медной жилой марки ВВГ и ПВГ.
Для выбора сечения рассчитываем токовые нагрузки приходящиеся на один двигатель.
Токовая нагрузка на главный двигатель станка исходит из паспортных данных двигателя АИР132М4/2УХЛ4. Что составляет I = 3,5 А Выбираем кабель ВВГ (3 Ч 2,5 + 1 Ч 1) с нагрузкой Iдл. каб = 16 А
Выбор защитной аппаратуры.
В качестве аппаратов защиты применяются плавкие предохранители или автоматические выключатели с встроенным тепловым (для защиты от перегрузки) и электромагнитным (для защиты от токов короткого замыкания) реле.
Выбор автоматического выключателя производится:
По напряжению уставки Uycт? UH
По роду тока и его значению IР? IН
По коммутационной способности IK3? Iоткл.
Где:
U уст — напряжение на уставки, В
UH — напряжение номинальное автоматического выключателя, В
IР — рабочий ток установки
IН — номинальный ток автоматического выключателя
Iкз — ток короткого замыкания
Для защиты двигателя применяем автоматический выключатель 5.5 — 8 А ф. Sitmens
На станке устанавливаем двигатель АИР132М4/2УХЛ4с номинальным током — 3,5 А. Устанавливаем автоматический выключатель ф. Sitmens с тепловым расщипителем равным 8 A, UH = 380 В, f = 50 Гц
Проверяем выбранный автоматический выключатель на соответствие по формуле:
Iрасц > I,
8 > 1,25×3,5 = 4,3 A
условие выполняется.
Окончательно применяем к станку автоматический выключатель с сильной коммутационной способностью, с номинальным током 100А, размыкателем по перегрузке 80−100А, с нулевым расцепителем — 380 В, 50Гц, с задней осью, с набором главного выключателя на заднюю ось, с шильдиком. Фирмы Kloeckner-Moeller. с параметрами:
IН-100А
UH = 380 В
Iрасц. т=100А
I. оэ =3Iн. оэ =3Iн
Проверка выбранной защитной аппаратуры и силовых питающих кабелей по токам короткого замыкания.
Расчет токов короткого замыкания в системах электроснабжения требуется для проверки работы аппаратов защиты и проводников в режиме сверхтоков, а так же для проверки автоматического отключения линий в сетях до 1000 В с глухо заземленной нейтралью при возникновении замыканий. В соответствии с ПУЭ по режиму короткого замыкания проверяются распределительные щиты, токопроводы и силовые шкафы. Стойкими при токах короткого замыкания являются те аппараты и проводники, которые при расчетных условиях выдерживают воздействия этих токов не подвергаясь электрическим, механическим и иным разрушениям.
Для расчета тока короткого замыкания воспользуемся формулой:
[14]
Где: Uф — напряжение на одной фазе в точке короткого замыкания и находится как отношение:
[15]
ZT — полное сопротивление трансформатора, берется из паспорта или из справочников и вычисляется по формуле:
[16]
Где: UK% = 5,5 — напряжение короткого замыкания,%;
UH = 400 — номинальное напряжение обмотки низкого напряжения, В;
SH — номинальная мощность трансформатора установленного в цехе.
Zп — полное сопротивление петли «фаза — нуль» и включает в себя:
активное и индуктивное сопротивление проводников, шин, кабелей;
суммарное сопротивление различных контактных соединений;
активное и индуктивное сопротивление токовых катушек автоматических выключателей;
активное и индуктивное сопротивление трансформаторов тока.
Данные сопротивлений берутся из справочной литературы и вычисляется по формуле:
[17]
Находим полное сопротивление до РП, включающее в себя шинопроводы в распределительном устройстве, шинопроводы идущие по цеху, кабель соединяющий распределительное устройство с шинопроводом, кабель соединяющий распределительный пункт с шинопроводом и суммарное сопротивление различных контактных соединений что составляет:
активное сопротивление r = 0,107 757 Ом
индуктивное сопротивление х = 0,8 403 Ом
Рассчитываем ток короткого замыкания в РП.
Сопротивление активное и индуктивное питающего кабеля, сопротивление заземления. Ток короткого замыкания равен:
[18]
Проверяем на соответствие вводного автоматического выключателя линии контроля с параметрами:
IH = 100 А
UH = 380 В
Iрасц. т =230A
Iоэ=3Iн
Рассчитываем ток короткого замыкания на вводе включающего сопротивление активное и индуктивное питающего кабеля длинной 17 м
ПВГ 6 Ч 70 + 1 Ч 50, сопротивление заземления. Ток короткого замыкания равен:
проверяем автоматический выключатель на соответствие по условию:
Iкз?3Iэо
1620>3Ч3Ч170= 1503А
условие выполняется.
2.4 Расчёт и выбор питающих проводов и кабелей
Кабель проложен в кабельном канале.
По длительно допустимому току выбираем кабель из следующего условия: Iдл. доп? Iрас мах
[19]
Iдл. доп= 40 A
40?31,1A
Предварительно выбираем кабель марки АВВГ 4, сечением S= 10 ммІ
По допустимой потере напряжения ДUрасч? ДUдоп,
где ДUрасч — расчетная потеря напряжения,%;
ДUдоп — допустимая потеря напряжения,%.
Допустимая потеря напряжения составляет ДUдоп= 5%. Расчет по формуле.
0,06? 5%
где Р — активная мощность двигателя, Вт;
Q — реактивная мощность двигателя, ВАР
[21]
r0 — берется из литературы из таблицы активных сопротивлений кабелей с алюминиевыми жилами.
Для этого достаточно знать предполагаемое сечение кабеля и число жил.
r0= 4,5 Ом/км
х — индуктивное сопротивление кабеля
х=0,09 Ом/км
L — длина кабеля (линии), км
L=0.01 км.
Проверяем на отключение однофазного короткого замыкания
Iкз?3*Iтр,
где Iтр — ток теплового расцепителя автоматического выключателя, А
[22]
где Zт-полное расчетное сопротивление трансформатора, 1,319 Ом
Rпк — омическое сопротивление кабеля проложенного от РУ 0,4 КВ до РП29.
Кабель марки ВВГ сечением S=8 ммІ, =0,05Ом.
Rп — омическое сопротивление петли фаза — нуль.
[23]
где г-удельная проводимость, для алюминия =34 Ом*ммІ/м
Тогда
Проверка на соответствие между током срабатывания защитного аппарата и длительно допустимым током по нагреву для кабелей силовых сетей
Iдл доп? Кз*Iз,
где Кз — коэффициент защиты, согласно ПУЭ равен 1.
46?1*40 А
2.5 Расчёт освещения
Для создания благоприятных условий труда большое значение имеет рациональное освещение. Неудовлетворительное освещение затрудняет проведение работ, ведет к снижению производительности труда и работоспособности глаз, что может стать причиной травматизма.
Освещение цеха подразделяется на:
1 естественное,
2 искусственное.
В дневное время суток освещение естественное — осуществляется через окна в наружных стенах, а также через аэрационные фонари.
Искусственное освещение предусматривается в вечернее и ночное время работы. Искусственное освещение подразделяется на:
1 общее,
2 комбинированное.
Общее освещение применяется в пролетах корпуса, где осуществляется непосредственно технологический процесс. Комбинированное освещение используется в механических мастерских, в мастерской доводки инструмента.
Естественное и искусственное освещение цеха выполнено в соответствии с отраслевыми нормами, разработанными согласно СНиП23−05−95.
На рабочих местах освещенность составляет 200 лк, что соответствует четвертому разряду зрительной работы. Общее и комбинированное освещение выполняется светильниками с газоразрядными лампами, мощностью 500…1000 Вт. Кроме того, в местах установки приемных столов бюро технического контроля проведено дополнительное освещение в виде подвешенных ламп люминесцентного освещения на высоте 2,5 м от уровня пола.
В цехе предусмотрено аварийное освещение от отдельного источника питания. Наименьшая освещенность рабочих поверхностей, требующих обслуживания при аварийном режиме, должно быть не менее 10% от освещенности, нормируемой для рабочего освещения при системе общего освещения, но не менее 2 лк внутри здания. Ремонтное и местное освещение предусмотрено на напряжение 12 В.
Произведем расчет необходимого количества светильников в корпусе цеха. В расчете используем метод светового потока, учитывающий световой поток, отраженный от пола и стен:
[24]
Где: Ен - нормируемая минимальная освещенность, лк;
S — площадь освещаемого помещения, м2;
Z — коэффициент минимальной освещенности;
К - коэффициент запаса, учитывающий запыленность светильников и ослабление светового потока со временем;
F - световой поток, лк;
з - коэффициент использования светового потока.
Светильники подвешены на высоте 12,6 м от уровня пола. Для освещения используются лампы накаливания мощностью 1000 Вт, напряжение сети составляет 220 В, световой поток F равен 17 200 лк, тип ламп — ДРЛ — 1000. Коэффициент минимальной освещенности Z принимаем равным 1,15, а коэффициент запаса К - 1,4.
Для нахождения коэффициента использования светового потока п. определим показатель помещения i
i=AЧB/НЧ (A+B) =45Ч180/14Ч (45+180) =2,6 [25]
где:
А и В — ширина и длина пролета корпуса, соответственно, м;
Н - высота подвески светильников, м.
Коэффициент отражения от потолка рп составляет 50%, коэффициент отражения от стен рс — 30%. Значение i равного 2,0 соответствует значению коэффициента использования светового потока з равного 0,46. Используя выше найденные данные, рассчитаем необходимое количество светильников
Итак, для получения рациональной освещенности для корпуса требуется 210 светильников.
Рабочему у станка, выполняющему операции по обработке деталей должны быть хорошо видна рабочая зона, чтобы невооруженным глазом можно было оценить качество поверхности, различать мелкие трещины, вмятины, раковины. Освещенность рабочей зоны станка составляет 300−500лк.
На станке ЛР-93КФ3 освещение рабочей зоны осуществляется галогенным светильником. Питание подается от трансформатора. Включение производится поворотной кнопкой на главном пульте.
Питание цепей освещения станка расположено в электрошкафу от понижающего трансформатора, подключенного к сети через автоматический выключатель, что обеспечивает освещение в шкафу при выключенном вводном автоматическом выключателе.
Освещение электрошкафа выполнено люминесцентными светильниками. Их включение происходит автоматически при открывании дверей электрошкафа и выключение при закрывании дверей электрошкафа.
При аварийном отключении станка освещение в шкафу не отключается.
На шпиндельной бабке предусмотрена розетка переносного освещения (-24 В, 60Вт). Питание на нее подается от трансформатора.
3. Экономическая часть
3.1 Система ТОиР энергетического оборудования
Система планого-предупредительного ремонта (ТОиР) энергетического оборудования — это комплекс технических организационных, экономических мероприятий по уходу, надзору, эксплуатации и ремонту энергетического оборудования.
Система ТОиР носит плановый и предупредительный характер.
Плановость заключается в том, что не ждут когда сломается оборудование, как только данный агрегат отработает определённое количество часов, его останавливают и подвергают ремонтным работам по плану. По каждому агрегату заранее рассчитывается этот ресурс часов работы и составляется план-график ТОиР. Если система ТОиР полностью выдержана и соблюдена, то она предупреждает аварийные ситуации из-за внезапной поломки агрегата. Кроме того соблюдение системы ТОиР способствует снижению затрат на ремонт.
Система ТОиР по энергетическому оборудованию предполагает следующие виды ремонтных работ:
1. Профилактические работы (ПР),
2. Осмотр (О),
3. Текущий ремонт (Т),
4. Капитальный ремонт (К).
Во время профилактических работ осуществляют очистку от пыли, грязи, производят регулировку механизмов, меняют смазку и т. д.
Во время осмотра осматривают агрегат, проводят все профилактические работы, меняют детали, которые можно заменить без разборки агрегата и заполняют дефектную ведомость для будущего текущего или капитального ремонта, в которой указывают замеченные недостатки и какие виды ремонтных работ нужно сделать в будущем текущем или капитальном ремонте. Профилактические работы и осмотр энергетического оборудования являются техническим обслуживанием (ТО) и осуществляется дежурными электриками. Дежурных электриков ещё называют электриками-эксплутационниками, и они выполняют надзор за эксплуатацией энергетического оборудования. Текущий ремонт входит в график ТОиР. При текущем ремонте осуществляются все технические работы и работы осмотра, а также осуществляют частичную разборку агрегата, меняют быстро изнашивающиеся детали и узлы, детали со средним сроком службы. При капитальном ремонте производят профилактические работы, работы осмотра и текущего ремонта, а также осуществляют полную разбору агрегата, меняют все изношенные детали и узлы вплоть до базовых. (При ремонте двигателя обязательно осуществляют ремонт активной части). Оборудование после капитального ремонта подлежит поверке. Текущий ремонт и капитальный ремонт включают в график ТОиР энергооборудование цеха, и выполняется электриками — ремонтниками.
3.2 Организационная структура энергохозяйства цеха
3.3 Планирование ремонтных работ энергетического оборудования
Планирование ремонтных работ заключается в составлении годовых графиков ТОиР энергетического оборудования.
График ТОиР представляет собой таблицу, в первой вертикальной колонке которой приводится перечень энергооборудования цеха по каждой единице оборудования, по месяцам года указывают какие виды ремонтных работ нужно сделать, а также указывают годовую ремонтосложность и годовую трудоёмкость в человеко-часах
Составляет график ТОиР старший электрик цеха. В отделе главного энергетика цеховые графики ТОиР рассматриваются и взаимоувязываются, после взаимоувязки цеховой график ТОиР утверждается главным инженером предприятия. После утверждения этот документ является обязательным для выполнения, и никакие исправления и добавления не допускаются.
Строят график ТОиР энергетического оборудования на основе нормативных данных указанных в справочнике:
В.П. Андреев, В. И. Рущук, Л. Э. Ферберов. «Система технического обслуживания и планово-предупредительного ремонта энергетического оборудования и сетей предприятий цветной металлургии».М., «Металлургия», 1985
Основные нормативы построения графика ТОиР следующие:
1 Структура ремонтного цикла,
2 Длительность ремонтного цикла,
3 Длительность межремонтного периода,
4 Ремонтосложность текущего ремонта,
5 Ремонтосложность капитального ремонта,
6 Трудоёмкость текущего ремонта в человеко-часах,
7 Трудоёмкость капитального ремонта в человеко-часах.
График ТОиР показывает в каком месяце какой вид ремонта нужно сделать в данном году по данному агрегату.
Ремонтный цикл показывает работу данного агрегата между двумя капитальными ремонтами. Структура ремонтного цикла показывает, какие виды ремонтных работ и в каком количестве нужно сделать между двумя капитальными ремонтами этого агрегата текущих.
Длительность ремонтного цикла показывает сколько должен отработать этот агрегат времени между двумя капитальными ремонтами его и обозначается индексом Трмц.
Межремонтный пеиод показывает сколько должен отработать этот агрегат времени между двумя соседними ремонтами и обозначается индексом Трм.
Например:
Трудоёмкость ремонтных работ определяется в человеко-часах.
Для определения трудоёмкости ремонтных работ из всей совокупности агрегатов выбирают эталонные группы (условный энергетический агрегат). По эталонной группе присваивают ремонтосложность, для этого всё энергетическое оборудование разбивают на две группы:
первая группа — теплооборудование,
вторая группа — электрооборудование.
К теплооборудованию относят:
1 теплоэнергетическое оборудование,
2 насоснокомпрессорное оборудование,
3 санитарно-техническое оборудование,
4 трубопроводные сети.
По этому оборудованию эталонная группа — 50 (ремонтосложность 50).
К электрооборудованию относят:
1 всё электротехническое оборудование,
2 измерительную технику,
3 средства связи и сигнализации.
По этому оборудованию эталонная группа — 12,5 (т.е. ремонтосложность 12,5).
Всё остальное оборудование сравнивают с эталонными группами и в сравнении устанавливают свою ремонтосложность.
Ремонтосложность обозначается, R.
В справочнике ТОиР также по каждому агрегату указывают ремонтосложность. Если в справочнике ТОиР указана ремонтосложность по какому-то агрегату, то считать что эта ремонтосложность капитального ремонта. Чтобы найти ремонтосложность текущего ремонта нужно ремонтосложность капитального ремонта умножить на 0,25.
Чтобы определить трудоёмкость ремонтных работ ремонтосложность умножить на свою эталонную группу.
3.4 Планирование потребного количества основного энергоперсонала
Для того чтобы определить потребное количество работающих необходимо знать сколько часов за год они могут отработать. Для этого составляется баланс рабочего времени. Баланс рабочего времени составляется в следующей последовательности:
календарный фонд, Фк.
Фк=24*365=8760ч
номинальный фонд, Фн.
Это максимально возможное количество число часов работы каждого рабочего за год. Исходя из режима работы.
прерывное производство
нормальные условия, 40 часов рабочая неделя, при 8 часовом рабочем дне
Фн= (Д-В-А) *С + А'*С ' [26]
где Д — число календарных дней за год, 365 дн;
В — выходных дней за год, 104 дн;
А — число праздничных дней за год и укороченных дней вместе, 18дн;
С — продолжительность смены, 8 часов;
А' - продолжительность укороченных дней за год, 6 дня;
С — продолжительность укороченной смены, 7 часов.
Тяжелые условия, 36 часов рабочая неделя, при 6 часовом рабочем дне
Фн= (Д-В-А") *С [27]
где А" - число праздничных дней за год, 14 дн.
С — продолжительность смены, 6 часов
непрерывное производство
нормальные условия,
Фн= (Д-В) *С
где В — число выходных дней за год согласно непрерывного скользящего графика сменностей. В непрерывном производстве с нормальными условиями
возникает четырех сменный бригадный скользящий график сменностей, по которому число выходных дней за год равно 92.
С = 11 часов.
3. Плановые не выходы
3.1 болезни
(4% -6%) *Фн
3.2 очередной и дополнительный отпуск не менее 28 календарных дней
3.3 ученический отпуск
(0.2% -0.3%) *Фн
3.4 общественные и государственные обязанности
(0.2% -0.3%) *Фн
Итого плановые не выходы УН
4. Действительный фонд, Фд
Действительно возможное число часов работы за год.
Фд= Фн — УН [28]
5. Коэффициент перехода от штатного состава к списочному, Кс
Кс= Фн/Фд [29]
Таблица 5. БАЛАНС РАБОЧЕГО ВРЕМЕНИ
Показатели | индекс | результат | |||
электрики-ремонтники | электрики-эксплутационники | ||||
1. Календарный фонд | Фк | ||||
2. Номинальный фонд | Фн | ||||
3. Плановые невыходы: | |||||
3.1 Болезни | |||||
3.2 Очередной и дополнительный отпуск | |||||
3.3 Ученический отпуск | |||||
3.4 Общественные и государственные обязанности | |||||
Итого плановые не выходы | ?Н | ||||
4. Действительный фонд | Фд | ||||
5. Коэффициент перехода от штатного состава к списочному | Кс | 1,2 | 1,2 | ||
К основному энергетическому персоналу относят электриков-ремонтников и электриков-эксплуатационников.
Электрики-ремонтники занимаются проведением ремонтных работ и профилактических работ по энергооборудованию цеха. Электрики-эксплуатационники занимаются надзором за эксплуатацией энергетического оборудования, проверкой, контролем, проведением профилактических работ.
Электрики-эксплуатационники работают по режиму работы цеха, т. е. если цех непрерывного производства, то электрики-эксплуатационники работают по непрерывному скользящему графику сменности. Если же цех прерывного производства, то работают по прерывному графику. Электрики-ремонтники всегда работают по прерывному графику, не зависимо от режима работы цеха, но с учетом условий работы. Потребное количество электриков-ремонтников определяется методом по трудоёмкости.
Списочное количество электриков-ремонтников по формуле:
[30]
где У Гтр — суммарная годовая трудоёмкость ремонтных работ всего энергетического оборудования в чел-час по графику ТОиР;
f — коэффициент неучтенных ремонтных работ, 1,3;
Фд — годовой фонд рабочего времени по балансу;
Кв — коэффициент выполнения норм, 1−1.1
Потребное количество электриков-эксплуатационников определяется методом по нормам обслуживания.
Списочное количество В прерывном производстве электриков-эксплуатационников в прерывном производстве определяют по формуле:
[31]
В непрерывном производстве электриков-эксплуатационников в прерывном производстве определяют по формуле:
[32]
Где: У ГR — суммарная годовая ремонтосложность по всему энергооборудованию цеха по графику ТОиР;
Hor — норма ремонтосложности на одного электрика — эксплуатационника.
Условия работы | HoR | |
Тяжелые | ||
Нормальные | ||
Краны | ||
S — число смен в сутках; Фн — номинальный фонд рабочего времени по балансу. Электрики-ремонтники:
Электрики — эксплуатационники:
Таблица 6. Ведомость энергетического персонала
Профессия | Разряд | Количество рабочих | Часовая тарифная ставка | Средний разряд | |
электрики-ремонтники | 26,87 | 4,4 | |||
23,06 | |||||
20,05 | |||||
17,85 | |||||
электрики-эксплуатационники | 26,87 | 5,2 | |||
23,06 | |||||
Расчет среднего разряда:
1. Электрики-ремонтники, Rсрэр
2. Электрики-эксплуатационники, Rcpээ
3.5 Планирование заработной платы
Планирование заработной платы заключается в составлении месячных, квартальных и годовых фондов заработной платы, т. е. любой фонд заработной платы представляет из себя расчет суммы денежных средств, которую необходимо выплатить рабочим и служащим за их труд за месяц, если месячный фонд, за квартал, если квартальный и за год, если годовой.
Любой фонд заработной платы складывается из двух основных частей:
Фонд основной заработной платы;
Фонд дополнительной заработной платы.
Основная заработная плата — это заработная плата за непосредственное время и работу, а также все доплаты связанные с работой.
Состав основной заработной платы следующий:
прямая заработная плата (за непосредственную работу и отработанное время);
премия;
доплата за работу в ночное время;
доплата за работу в праздничные дни;
доплата за руководство бригадой при не освобожденном бригадирстве;
доплата за обучение учеников, наставничество
доплата за личное клеймо и др.
Дополнительная заработная плата — не связана в обще с работой и отработанным временем. Она предусмотрена трудовым законодательством.
Состав дополнительной заработной платы следующий: оплата очередного, дополнительного и ученического отпуска; оплата общественных и государственных обязанностей; оплата выслуги лет; оплата льготных часов подростков; оплата часов кормления ребенка и др. Методика укрупненного расчета годового фонда заработной платы:
Фонд основной заработной платы Фонд прямой заработной платы, Фп
Фп=чтс*Фд*Рс, [33]
где: Фд — годовой действительный фонд рабочего времени по балансу;
Рс — списочное количество рабочих, соответствующего разряда;
чтс — часовая тарифная ставка соответствующего разряда.
Фонд премий, Фпр
Фпр=n%* Фп/100, [34]
где n% - процент премии по положению о премировании 40, Фонд ночных доплат, Фнд
Фнд=Нд%* Фп/100, [35]
где Нд% - процент ночных доплат 11,2. Фонд праздничных доплат, Фпд
Фпд=пд%* Фп/100,
где пд% - процент праздничных доплат Фонд бригадирских доплат, Фбр
Фбр= (бр%*Фп) /100, [36]
Итого фонд основной заработной платы с учетом поясного коэффициента, Фосс
Фос = (Фп+Фпр+Фнд+Фпд+Фбр) * Кп, [37]
где: Кп — поясной коэффициент Кп=1,15 Фонд дополнительной заработной платы. Фонд оплаты отпусков, Фот
Фот=от%*Фос/100, [38]
где от% - процент платы за отпуск
от%=чот/Фн*100
где чот — число часов очередного дополнительного и ученического отпуска по балансу. Фонд оплаты общественных и государственных обязанностей, Фго
Фго=го%*Фос/100, [39]
где го% - процент оплаты общественных и государственных обязоннастей
го%=чго/Фн*100, [40]
где чго — число часов общественных и государственных обязанностей по балансу.
Фонд доплат за выслугу лет, Фвл
Фвл= (80%*Фп) / (12*100),
Итого фонд дополнительной заработной платы, Фдоп
Фдоп=Фот +Фго +Фвл [41]
3 общий годовой фонд заработной платы, Ф
Ф=Фос+Фдоп [42]
4 фонд выплат по материальному поощрению, Фмп
Фмп= (5−10%) *Фп/100
Среднемесячная заработная плата на одного рабочего, Зср
Зср= (Ф+Фмп) / (12*Рс,) [43]
Рс — списочное количество рабочих соответствующего разряда
Энергетическое оборудование | Количество оборудования | Структура ремонтного цикла | Длительность ремонтного периода | Ремонтосложность | ||||||
ремонтного цикла | межремонтного периода | текущего ремонта | капитального ремонта | |||||||
№ | Наименование привода | Тип эл. двиг. | Мощность Р, кВт | Кол-во | ||||||
Вентилятор ВВД 5 | АИР 112L2 | 5,5 | К-5Т-К | 0,5 | ||||||
Маслонасос | 4А63А4УЗ | 0,25 | К-2Т-К | 0,675 | 2,7 | |||||
Маслонасос | 4А63А4У3 | 0,25 | К-2Т-К | 0,675 | 2,7 | |||||
Маслонасос | АОЛ 21−4 | 0,25 | К-2Т-К | 0,675 | 2,7 | |||||
Вентилятор | ДА304−400Х-6У1 6кВ | К-5Т-К | 1,875 | 5,4 | ||||||
Вентилятор | ДА304−400Х-6У1 6кВ | К-5Т-К | 1,875 | 5,4 | ||||||
Асинхронный электродвигатель КЗ/Р насоса СОЖ | 0,17 | К-9Т-К | 0,4 | |||||||
АС/ДВ КЗ/Р насоса смазки направляющих | 1,1 | К-9Т-К | 0,4 | |||||||
АС/ДВ КЗ/Р насоса смазки механизмов шпиндельной бабаки | 0,6 | К-9Т-К | 0,4 | |||||||
АС/ДВ КЗ/Р зажимной головки | 0,6 | К-9Т-К | 0,4 | |||||||
АС/ДВ КЗ/Р транспортера стружки | 4,5 | К-9Т-К | 0,4 | |||||||
АС/ДВ КЗ/Р правых опорных стоек | 1,5 | К-9Т-К | 0,4 | |||||||
АС/ДВ КЗ/Р левых опорных стоек | 1,5 | К-9Т-К | 0,4 | |||||||
АС/ДВ КЗ/Р главный двигатель | К-9Т-К | 0,4 | ||||||||
АС/ДВ КЗ/Р горизонтального перемещения стоек | К-9Т-К | 0,4 | ||||||||
АС/ДВ КЗ/Р вертикального перемещения поперечины | К-9Т-К | 0,4 | ||||||||
АС/ДВ КЗ/Р осевого перемещения шпиндельной бабки | К-9Т-К | 0,4 | ||||||||
Шкаф распределительный 1ШР | К-2Т-К | 14,4 | ||||||||
Шкаф распределительный 2ШР | К-2Т-К | 14,4 | ||||||||
Шкаф распределительный 3ШР | К-2Т-К | 14,4 | ||||||||
Шкаф распределительный 4ШР | К-2Т-К | 14,4 | ||||||||
Сварочные аппараты | К-5Т-К | 2,24 | 6,4 | |||||||
Таблица № 7
Вид и дата последнего ремонта | Месяцы года | Суммарная ремонтосложность | Суммарная трудоёмкость, чел-час | Годовая ремонтосложность | Годовая трудоёмкость, чел-час | ||||||||||||||
январь | февраль | март | апрель | май | июнь | июль | август | сентябрь | октябрь | ноябрь | декабрь | текущего ремонта | капитального ремонта | текущего ремонта | капитального ремонта | ||||
К сентябрь | Т1 | 0,5 | 6,25 | 12,5 | |||||||||||||||
К февраль | Т1 | 0,675 | 8,4375 | 0,675 | 8,44 | ||||||||||||||
Т1 март | Т2 | 0,675 | 8,4375 | 0,675 | 8,44 | ||||||||||||||
Т4 апрель | Т5 | 0,675 | 8,4375 | 0,675 | 8,44 | ||||||||||||||
Т5 май | Т4 | Т5 | 3,75 | 46,875 | 3,75 | 187,5 | |||||||||||||
Т3 июнь | Т4 | Т5 | 3,75 | 46,875 | 3,75 | 187,5 | |||||||||||||
Т6 август | Т8 | 0,4 | 8,8 | ||||||||||||||||
Т3 сентябрь | Т4 | 0,4 | 8,8 | ||||||||||||||||
Т1 октябрь | Т2 | 0,4 | 8,8 | ||||||||||||||||
Т4 ноябрь | Т5 | 0,4 | 8,8 | ||||||||||||||||
К сентябрь | Т1 | 0,4 | 8,8 | ||||||||||||||||
Т4 декабрь | Т5 | 0,4 | 8,8 | ||||||||||||||||
Т8 август | Т9 | 0,4 | 8,8 | ||||||||||||||||
Т1 июль | К | 12,5 | |||||||||||||||||
Т2 сентябрь | Т3 | 0,4 | 8,8 | ||||||||||||||||
Т7 октябрь | Т8 | 0,4 | 8,8 | ||||||||||||||||
Т5 декабрь | Т6 | 0,4 | 8,8 | ||||||||||||||||
К сентябрь | Т1 | 14,4 | 14,4 | ||||||||||||||||
Т1 октябрь | Т2 | 14,4 | 14,4 | ||||||||||||||||
Т2 ноябрь | К | ||||||||||||||||||
Т1 декабрь | Т2 | 14,4 | 14,4 | ||||||||||||||||
Т2 сентябрь | Т3 | Т4 | 4,48 | 53,76 | |||||||||||||||
При обслуживании 3х участков, всего | 323,41 | 4042,63 | |||||||||||||||||
9730,24 | 12 127,89 | ||||||||||||||||||
3.6 Смета затрат на капитальный ремонт агрегата
Смета затрат на капитальный ремонт агрегата показывает расчет суммы денежных средств, которую необходимо затратить на выполнение капитального ремонта агрегата.
Смета затрат на капитальный ремонт агрегата складывается из следующих статей затрат:
затраты на сырье, материалы, детали, узлы, идущие на капитальный ремонт
заработная плата ремонтных работ
накладные расходы
Для расчета первой статьи необходимо составить перечень деталей, узлов, материалов, идущих на ремонт. По каждой детали, узлу необходимо знать цену за единицу. Расчет ведут по каждому наименованию, умножим цены на количество на коэффициент транспортно-заготовительных расходов.
Смета затрат на капитальный ремонт асинхронного двигателя.
Таблица 8 Материалы, детали, запчасти
№ п/п | Наименование сырья, материалов, деталей, узлов | Количество, шт | Цена за одну единицу, руб. | Коэфф. Тр. — заг. расходов | Сумма, руб. | |
Секции стержневых обмоток статора и ротора. | 17 000 | 1,2 | 20 400,00 | |||
Катушки главных и дополнительных полюсов | 2 000 | 1,2 | 4 800,00 | |||
Втулки и прокладки изоляционные | 1,2 | 960,00 | ||||
Прокладки уплотнительные | 1,2 | 1 440,00 | ||||
Подшипники качения | 3 300 | 1,2 | 15 840,00 | |||
Вал | 2 000 | 1,2 | 2 400,00 | |||
Рым-болт | 1,2 | 360,00 | ||||
Итого: | 46 200,00 | |||||
Вторая статья сметы складывается из следующих под статей:
прямая заработная плата;
дополнительная заработная плата;
поясной коэффициент;
отчисления на социальные нужды.
Примерный перечень работ по капитальному ремонту можно узнать в справочнике ППР. В перечне должны быть следующие комплексные группы работ:
Вывод агрегата в ремонт Разборка, промывка и дефекация деталей Ремонт, замена деталей, узлов, ремонт активной части Окончательная сборка, монтаж В справочнике ППР по капитальному ремонту этого агрегата дается ремонта сложность. Для того чтобы найти трудоемкость капитального ремонта, его ремонта сложность умножают на эталонную группу 12,5.
Трудоемкость капитального ремонта распределяют по перечню работ.
Таблица 9 Прямая заработная плата
Работы по капитальному ремонту | Разряд | Часовая тарифная ставка, руб | Трудоемкость чел час | Сумма, руб | |
1. Вывод в ремонт. | 28,87 | 28,87 | |||
2. Очистка перед разборкой. | 17,85 | 0,3 | 5,355 | ||
3. Снятие вентиляторов. | 20,05 | 0,3 | 6,015 | ||
4. Снятие муфт. | 20,05 | 0,3 | 6,015 | ||
5. Выемка роторов. | 20,05 | 0,2 | 4,01 | ||
6. Деффектовка деталей. | 25,03 | 0,4 | 10,01 | ||
7. Снятие подшипников. | 20,05 | 0,3 | 6,015 | ||
8. Пропитка и сушка обмоток. | 17,85 | 3,2 | 57,12 | ||
9. Установка новых деталей. | 20,05 | 60,15 | |||
10. Замена смазки. | 17,85 | 35,7 | |||
11. Балансировка ротора. | 25,03 | 50,06 | |||
12. Окончательная сборка. | 25,03 | 0,5 | 12,52 | ||
13. Пуско-наладочные работы. | 28,87 | 57,74 | |||
Итого: | 15,5 | 339,577 | |||
Дополнительная заработная плата и доплата:
Дополнительная заработная плата и доплата
40*339,58/100=135,82 руб.
Поясной коэффициент
15* (339,58+135,82) /100=71,30 руб.
Отчисления на социальные нужды
40* (339,58+135,82) /100=189,93 руб.
Итого по статье:
339,577+135,82+71,3 +189,93=736,63 руб.
Накладные расходы:
Плановые накопления
5*339,58/100=16,98 руб.
Расходы на содержание и эксплуатацию оборудования
40*339,58/100=135,82 руб.
Общепроизводственные расходы
60*339,58/100=203,74 руб.
Общехозяйственные расходы
80*339,58/100=271,66 руб.
Итого по статье:
16,98 +135,82+203,74+271,66=628, 20 руб.
Всего по смете:
57 000+736,63+628, 20=58 364,83 руб.
Таблица 10 Смета затрат на капитальный ремонт асинхронного двигателя
Статьи затрат | Сумма, руб. | |
1. Материалы, детали, запчасти | 46 200,00 | |
2. Заработная плата ремонтных работ 2.1 прямая 2.2 дополнительная заработная плата и доплаты 2.3 поясной коэффициент 2.4 отчисления на социальные нужды | 339,58 135,82 71,30 189,93 | |
Итого по статье | 736,63 | |
3. Накладные расходы 3.1 плановые накопления 3.2 расходы на содержание и эксплуатацию оборудования 3.3 общепроизводственные расходы 3.4 Общехозяйственные расходы | 16,98 135,82 203,74 271,66 | |
Итого по статье | 628, 20 | |
Всего по смете | 58 364,83 | |
3.7 Сетевое планирование
В настоящие время в связи с большим объемом работ, в выполнение которых участвуют много лиц, коллективов, традиционными методами управления и планирования обойтись невозможно. Для управления большим объемом работы используют метод СПУ. Этот метод применяется при проектирование, строительстве, расширении, реконструкции, при выполнении капитальных ремонтов крупных агрегатов и т. д. Суть СПУ заключается в графическом изображении всего комплекса работ в виде сетевого графика или сетевой модели и управлении с помощью построенного графика ходом выполнения работ.
К основным определениям сетевого планирования относят:
работа
событие
путь
Работа с точки зрения экономики и производственного процесса — это процесс, требующий затрат.
Различают следующие виды работ:
действительная;
ожидание;
фиктивная.
Действительная работа требует затрат времени, материалов, труда, денег.
Ожидание — это работа, требующая только затрат времени.
На сетевом графике действительная работа и ожидание изображается сплошной стрелкой.
Фиктивная работа не требует никаких затрат — это логическая связь между двумя работами, которая показывает, что данная работа не может быть сделана до тех пор, пока не будет сделана с ней связанная другая работа. Фиктивная работа на сетевом графике изображается пунктирной стрелкой.
Событие — это все то, о чем можно сказать произошло оно или нет.
Событие показывает, что данная работа или группа работ закончены. На сетевом графике события изображается кружком. Событие показывает, что данная работа или группа работ закончены. Различают следующие виды событии: начальное, конечное, предыдущие, последующие.
Начальное событие показывает, что с данного момента начали выполнять задание.
Начальное событие нумеруется цифрой 0.
Конечное событие показывает, что все задание в целом выполнено.
С точки зрения какого-либо события внутри графика событие, совершившиеся до него является предыдущим, после него последующие.
Путь это любая последовательность работ сетевого графика.
Различают следующие виды путей:
Начальный путь;
Конечный путь;
Промежуточный путь;
Полный путь.
Начало начального пути совпадает с начальным событием, а конец с каким-либо событием внутри графика. Начало конечного пути совпадает с каким-либо событием внутри графика, а конец с завершенным. Начало и конец промежуточного пути совпадает с каким-либо событиями внутри графика. Начало полного пути совпадает с начальными событием, а конец с завершенным. На сетевом графике может быть несколько полных путей.
Таблица 11 Исходные данные построения и расчета сетевого графика на капитальный ремонт асинхронного двигателя.
Работы по капитальному ремонту прибора | Трудоемкость чел-час | Шифр работы | |
0. Начало работ | |||
1. Вывод в ремонт. | 0−1 | ||
2. Очистка перед разборкой. | 0,3 | 1−2 | |
3. Снятие вентиляторов. | 0,3 | 2−3 | |
4. Снятие муфт. | 0,3 | 2−4 | |
5. Выемка роторов. | 0,2 | 2−5 | |
6. Снятие подшипников. | 0,4 | 2−6 | |
7. Деффектовка деталей. | 0,3 | 6−7 | |
8. Пропитка и сушка обмоток. | 3,2 | 7−8 | |
9. Установка новых деталей. | 8−9 | ||
10. Замена смазки. | 8−10 | ||
11. Балансировка ротора. | 10−11 | ||
12. Окончательная сборка. | 0,5 | 11−12 | |
13. Пуско-наладочные работы. | 12−13 | ||
3.8 Технико-экономические показатели проекта
Таблица 12 Технико-экономические показатели проекта
Показатели | единица измерения | Индекс | результат | |
1. Режим работы цеха | непрерывный | |||
2. Условия работы цеха | нормальные | |||
3. Годовой действительный фонд рабочего времени: | час. | Фд | ||
3.1 Электрики-ремонтники; | ||||
3.2 Электрики-эксплуатационники. | ||||
4. Суммарная годовая трудоёмкость ремонтных работ по графику ТОиР энергетического оборудования. | чел-час | Q | 12 127,89 | |
5. Суммарная годовая ремонтосложность энергетического оборудования. | УR | 970,24 | ||
6. Списочное количество энергетического оборудованья: | ||||
6.1. Электрики-ремонтники; | ; | |||
6.2. Электрики-эксплуатационники. | ; | |||
7. Средний разряд энергетического персонала: | ||||
7.1. Электрики-ремонтники; | ; | 4,4 | ||
7.2. Электрики-эксплуатационники. | ; | 5,2 | ||
8. Общий годовой фонд заработной платы энергетического персонала: | руб. | Ф | ||
8.1. Электрики-ремонтники; | 653 742,98 | |||
8.2. Электрики-эксплуатационники. | 511 856, 20 | |||
9. Смета затрат на капитальный ремонт главного двигателя станка — АС/ДВ с КЗ/Р (всего по смете). | руб. | ; | 58 364,83 | |
10. Длительность критического пути сетевого графика на капитальный ремонт асинхронного двигателя. | чел-час | Ткр | 11,7 | |
4. Расчёт зануления
В электроустановках сечение зануляющих проводников должно быть таким, чтобы при замыкании фазы на корпус возникающий в петле фазовый провод — нулевой провод ток однофазного короткого замыкания обеспечивал срабатывание защиты — перегорание плавкой вставки предохранителя, отключения автомата или срабатывание РКЗ. Для этого возникающий ток однофазного короткого замыкания в невзрывоопасных установках должен не менее чем в 3 раза превышать номинальный ток плавкой вставки ближайшего предохранителя, ток установки автомата или порог срабатывания защиты по току перегрузки РКЗ.
Величину тока однофазного короткого замыкания в А, возникающего в петле «фаза-нуль» провод при однофазном замыкании на корпус, определяют по формуле: [44]
где Uф — фазное напряжение сети, В
Zт/3 — сопротивление трансформатора, Ом
Zп — полное сопротивление петли фаза-нуль, Ом
[45] где Rф и Rн — активные сопротивления фазных и зануляющих проводников, Ом.
Расчет петли фаза-нуль
1 Сопротивление трансформатора 1000 кВа — 0,027 Ом.
2 Активное сопротивление фазных шин медного кабеля 95ммІ
Rоф=0,234 Ом/км.
Сопротивление нулевой жилы 10ммІ
Rон=0,75Ом/км.
Сопротивление на участке длиной 0,075 км.
Фазной жилы: 0,234* 0,075=0,1 755 Ом
Нулевой жилы: 0,75* 0,075=0,5 625 Ом
3 Активное сопротивление фазных жил медного кабеля 50ммІ
Rфж=0,75 Ом/к. Сопротивление нулевой жилы 10ммІ. Rнж=0,75 Ом/км
Сопротивление на участке 0,086 км
Фж: 0,75*0,086= 0,0645 Ом, Нж: 0,75*0,086= 0,0645 Ом
4 Полное сопротивление петли фаза — нуль
R= 0.027+ 0.1 755+ 0.5 625+ 0.0645+ 0.0645=0.1453 Ом
Ток однофазного короткого замыкания
Проверка на соответствие
[46]
Что >3, и обеспечивает надежность срабатывания защиты.
5. Техника безопастности при эксплуатации электрооборудования
Предупреждение несчастных случаев и профессиональных заболеваний во многом зависит от знаний основ техники безопасности и промышленной санитарии самими работающими. С этой целью на каждом предприятии вводится систематический инструктаж рабочих и обязательное обучение работающих правилам технической безопасности и безопасным приёмам работы.
Электрический ток одного и того же напряжения по-разному воздействует на людей, поэтому обо всех, даже незначительных ударах током при соприкосновении с металлическими конструкциями, корпусами оборудования, необходимо немедленно сообщить своему непосредственному руководителю.
Запрещается прикасаться к открытым токоведущим частям, корпусам оборудования, находящимся под напряжением.
Очагами электротравматизма являются:
неогражденные токоведущие части (троллеи, рубильники, клеммники и т. п.), доступные случайному прикосновению, т. е. расположенные на высоте менее 2,5 м от пола;
изолированные провода, не имеющие защиты от механических повреждений, на высоте менее 2,5 м от пола;
электролампы напряжением свыше 42 вольт, расположенные ниже 2,5 м от пола, без защитной арматуры (стеклянного плафона);
корпуса оборудования, находящиеся под напряжением вследствие нарушения изоляции электропроводки и при неисправном защитном заземлении;
Ремонт электроустановок, переносных электроламп, смена и протирка ламп, протирка корпусов электрооборудования и другие работы в электроустановках разрешается производить только специально обученному персоналу с соответствующей квалификационной группой по электробезопасности.
При выполнении работ в производственных условиях запрещается:
пользоваться переносными электросветильниками напряжением выше 42 вольт; пользоваться электроплитками с открытой спиралью, электронагревательными приборами без письменного разрешения пожарной части, самодельными электронагревательными приборами;
приближаться на расстояние ближе 8 м к проводам (оборванным) и касаться проводов, лежащих на земле, в том числе и оборванных (они могут оказаться под напряжением);
не имея соответствующей квалификационной группы по электробезопасности открывать кожухи рубильников, распределительные пункты (далее РП) и т. д.;
использовать ящики РП, рубильники и т. д. для хранения каких-либо предметов;
включать электроустановки, приборы, двигатели, оборудование при отсутствии защитного заземления (зануления) или при слабом его закреплении;
вешать одежду и какие-либо предметы на провода, изоляторы, выключатели, рубильники и т. п.
При выполнении работ в производственных условиях, где могут накапливаться заряды статического электричества при выполнении ручных операций (промывка, чистка, протирка, проклеивание, прорезинивание) с применением этилового эфира, бензина, ацетона, не проводящих электрический ток резиновых клеев и т. п. веществ, ношение одежды из синтетических материалов (нейлон, перлон, кримплен и т. п.) и шелка (способствующих электризации), а также колец и браслетов, на которых аккумулируются заряды статического электричества — запрещается.
При работе в условиях электризующего оборудования, материалов и полов необходимо как можно чаще снимать с себя заряды путем периодического прикосновения к заземленным предметам, находящимся в руке металлическим предметом.
К обслуживанию электрооборудования станка допускаются только специально обученный персонал, знакомый с электрооборудованием станка, прошедший инструктаж по технике безопасности и изучивший «Правила технической эксплуатации и безопасности обслуживания электроустановок промышленных предприятий» .
Обслуживающий персонал должен соблюдать следующие правила;
нахождение посторонних в зоне обслуживания станка не допускается;
перед включением напряжения после монтажа или ремонта электрооборудования станка или после длительного перерыва в работе необходимо убедиться в исправности заземления;
двери электрошкафа должны быть запреты, ключи должны храниться у обслуживающего персонала, доступ к электрошкафу посторонних должен быть исключен;
подходы к электрошкафу загромождать запрещается;
коробки выводов электрических машин, соединительные коробки, пульт и другое оборудование должны быть закрыты крышками.
При монтаже и ремонтных работах должны выполняться следующие требования:
Доступ к клеммам, к которым присоединены провода от питающей цепи, разрешается только после снятия с них сетевого напряжения;
При ремонтных работах, связанных с разборкой станка, не должна нарушаться цепь заземления узлов, не подлежащих ремонту;
Рассоединение штепсельных разъемов цепей, включенных после вводного выключателя, должно производиться только при отключенном вводном выключателе.
Заключение
В настоящее время промышленные предприятия получают новые станки полностью укомплектованные нужным электрооборудованием.
Эксплуатация электрооборудования станка сводится к наблюдению за его работой, уходу за электрическими агрегатами, устранению неисправностей, замене аппаратов, пришедших в негодность, и др.
Обычно стремятся к сокращению числа органов управления станком, так как при этом возрастает надежность работы.
Своевременный и качественный ремонт оборудования является важным условием ритмичной работы станков. Устаревшие станки следует модернизировать, что значительно увеличивает срок использования станков до окончательного морального их изнашивания
Целесообразно использование комплексных системных решений с подключением широкого набора средств автоматизации технологического процесса. Такие решения позволяют получить дополнительный эффект, который заведомо больше простой экономии электрической энергии.
Библиография
1. ПУЭ Москва, Энергоатомиздат.7 издание
2. ПОТ РМ 7 издание — Санкт-Петербург, 2002
3. Б. В. Кузнецов, М. Ф. Сацукевич Справочное пособие заводского электрика Минск, «Беларусь» 1978
4. А. И. Попов Электротехнический справочник 9 изд. Москва, МЭИ 2004
5. В. И. Крупович, Ю. Г. Барыбин, М. Л. Самовер Справочник по проектированию автоматизированного электропривода и систем управлением технологическими процессами.2 — изд. Москва, «Энергоиздат» 1982
6. В. А. Елисеев, А. В. Шинянский Справочник по автоматизированному электроприводу. Москва, «Энергоатомиздат» 1983
7. А. А. Булгаков Частотное управление асинхронными двигателями.М., Энергоиздат 1982
8. Я. Б. Розман, Б. З. Брейтер Устройство наладка и эксплуатация электроприводов металлорежущих станков. Москва, «Машиностроение» 1985г.
9. Н. И. Белоусов, А. Е. Саакян, А. И. Яковлева Электрические кабели, провода и шнуры. Справочник. Москва, Энергоатомиздат. 1986
10. И. В. Харизоменов, Г. И. Харизоменов Электрооборудование станков и автоматических линий. Москва, «Машиностроение» 1987
11. С. Н. Вешеневский «Характеристики двигателей в электроприводе» — изд.6-е, исправленное.М., «Энергия», 1977
12. Е. В. Арменский, П. А. Прокофьев, Г. Б. Фалк Автоматизированный электропривод. Москва, «Высшая школа» 1987
13. С. Н. Вешеневский Характеристики двигателей в электроприводе. Москва — Ленинград, «Энергия» 1966
14. В. И. Дьяков Типовые расчеты по электрооборудованию. Москва, «Высшая школа» 1991
15. В. П. Андреев, В. И. Рущук, Л. Э Ферберов Система технического обслуживания и планово-предупредительного ремонта энергетического оборудования и сетей предприятий цветной металлургии. Москва, «Металлургия» 1985 г.
16. И. Л. Зайцев Экономика промышленных предприятий. Москва, «ИНФРА-М», 2005 г.
17. В. М. Семенова Экономика предприятия. Санкт — Петербург, «Питер» ., 2006 г.