Принципы оптимального построения и алгоритмизация функционирования автоматических технологических линий с ЧПУ (на примере линий гальванопокрытий)
Реализация функциональной структуры МТЛ, адекватной моде ли МТЛ, опредеж^ла простоту и ограниченный объем аппаратных средств, необходхшых для многопрограммного управления гальвани чес1шми линишли, 2. Опт14мальная диргамическая диспетчеризация МТЛ осуществля ется с помощью дисплея, построенного на базе динамической модели текущего состояния линии. Оптхтшзация может быть достигнута вве дением… Читать ещё >
Содержание
- ГЛАВА X. АНАЛИЗ ИЗВЕСТНЫХ ПРИНЦИПОВ ПОСТРОЕНИЯ И АВТОМАТИЗАЦИИ РАБОТЫ МНОГОПРОЦЕССНЫХ ТЕХНОЛОГИЧЕСКИХ ЛИНИЙ
- Выводы
- ГЛАВА 2. ТЕОРЕТИЧЕСКИЕ ВСПРОСЫ ОПТИМАЛЬНОГО ПОСТРОЕНИЯ И ФУНКЦИОНИРОВАНИЯ АВТОМАТИЧЕСКИХ ЛИНИЙ В УСЛОВИЯХ МНОГОНОМЕНКЛАТУРНОГО НЕДЕТЕРМИНИРОВАННОГО ВХОДНОГО ПОТОМ
- 2. 1. Общие принципы построения и функционирования
- 2. 2. Оптимальное динамическое управление загрузкой многопроцессной технологической линии
- ГЛАВА 3. ОПТИМИЗАЦИЯ СИСТЕМ ОБРАБОТКИ ДЕТАЛЕЙ В АВТОМАТИ ЧЕСКОМ ПРОИЗВОДСТВЕ
- 3. 1. Методика определения оптимального набора станков /ванн/ многопроцессной технологической линии
- 3. 2. Вопросы максимизации пропускной способности системы межогшрационного транспортирования
- 3. 2. 1. Оптимальная организация^процесса функционирования системы транспортных роботов многопроцессной линии
- 3. 2. 2. Оптимизация очередности обслуживания вызовов транспортным роботом
- 3. 3. Принципы построения роботизированного участка мелкосерийного гальванического производства
- Выводы
- ГЛАВА 4. ВОПРОСЫ ПОСТРОЕНИЯ СРЕДСТВ АВТОМАТИЗАЦИИ МНОГОПРОЦЕССНЫХ ТЕХНОЛОГИЧЕСКИХ ЛИНИЙ
- 4. 1. Техническая реализация системы числового программного управления обработкой деталей в линии на примере гальванического производства
- 4. 2. Техническая реализация системы оптимального динамического управления загрузкой многопроцессных линий
- 4. 3. Развитие средств управления и роботизации гальванических линий
- 4. 4. Использование принципов и технических средств автоматизации гальванических линий в механообработке
- Выводы
Принципы оптимального построения и алгоритмизация функционирования автоматических технологических линий с ЧПУ (на примере линий гальванопокрытий) (реферат, курсовая, диплом, контрольная)
Современное состояние и актуальность темы" Основным направлением экономического и социального развития СССР, указанным ХХУ1 съездом КПСС, является ускорение технического прогресса на основе использования достижений науки и техники, обеспечение широкого применения промышленных роботов, встроенных систем автоматического управления с применением микропроцессоров и микро-ЭВМ, создание автоматизированных цехов и заводов Ц373, В мелкосерийном и единичном производстве, составляющем в настоящее время свыше 40% общего объема производства 112,27], автоматизация остается до настоящего времени в ряде случаев научно-технической проблемой. Это определяет первостепенность и актуальность проблемы автоматизации мелкосерийного и единичного производства.
Создание автоматических технологически гибких и мобильных производств требует разработки специальных математических моделей и методов, учитывающих вероятностный характер потока поступающи в обработку деталей" Это в полной мере относится к проблеме автоматизации мелкосерийного и единичного производства на уровне технологических линий и, в частности, к задаче создания многопроцессных автоматических линий гальванообработки. Задача автоматизации мелкосерийного и единичного гальванического производства тем более актуальна, что гальваника стала важнейшим технологическим этапом современного производства в таких важных отраслях как электроника, радиотехника, приборостроение.
До настоящего времени основными средствами автоматизации процессов гальванообработки были применяемые в массовом и крупносерийном производствах однопроцессные гальванические линии и построенные на их основе циклограммные гальваноавтоматы. Применение таких автоматов, расчитанных на большую производительность при ограниченной номенклатуре деталей в мелкосерийном и единичном производства, как правило, нерентабельно ввиду большой номенклатуры и малых объемов производства" Поэтому современное мелкосерийное и единичное производство гальванопокрытий в большинстве случаев представляет из себя отдельные технологические участки целевого назначения: участки хромирования-никелирования, золочения-палладирования и т. д., или многопроцессные участки-линии, Такие участки, как правило, обслуживаются вручную, в лучшем случае, имеют механизированную загрузку ванн.
Актуальность автоматизации мелкосерийного и единичного производства и, в частности, производства гальванопокрытий определяется:
— необходимостью существенного повышения производительности многопроцессных линий за счет обеспечения совмещенной обработки поступающих деталей, что требует решения комбинаторной задачи большой размерности и неосуществимо при ручном управлении;
— невозможностью обеспечения при ручном обслуживании строго фиксированных технологических режимов и стабильности качества продукции;
— требованием существенного снижения доли ручного труда и полного его исключения из условий агрессивных производственных сред;
— перспективностью перехода к «безлюдной технологии» с ее I экономическими и социальными факторами.
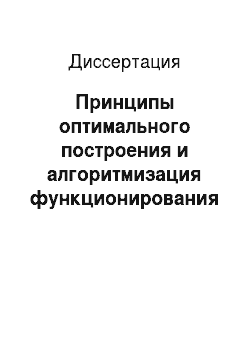
Основная особенность и трудность автоматизации многономенклатурного мелкосерийного производства заключается в недетерминированном входном потоке деталей, требующих обработки. Известен набор технологических процессов, соответствующих входному потоку деталей, неизвестен график поступления, т.к. нет регулярности чередования техпроцессов на входе. Если пуассоновский поток считать пределом дезинтеграции планируемых процессов, то, как отмечает Рейниц [51], именно это имеет место в мелкосерийном и единичном производстве гальванопокрытий, являющимся, как правило, заключительным этапом производственного процесса изготовления деталей®Доказательство пуасооновского характера входного пртока для рассматриваемого производства имеется в работе [581. Такой же результат получен нами при исследовании работы конкретной производственной линии гальванопокрытий. На полученной нами диаграмме (рис.1) отображены колебания суммарных по видам техпроцессов суточных загрузок многопроцессной линии за пять последовательных месяцев года. Если учесть при этом несколько десятков различных техпроцессов — составляющих кавдого столбца диаграммы— особенность задачи представится во всей сложности.
Проблема построения автоматических многопроцессных технологических линий (МТЛ) и, в частности, многопроцессных линий гальванопокрытий, эффективных в условиях нерегламентированного ритма производства, исследована в настоящее время недостаточно.
Основные работы, посвященные принципиальным вопросам построе' ния многопроцессных технологических линий для гальванического производства, принадлежат Б. Н. Малиновскому, А. Н. Струтинскому, А. А. Досковскому, Н. Н. Маслову, Е. И. Боз, Р.Рейниц.
Теоретической базой для решения оптимизационных задач при построении и организации работы автоматизированных многопроцессных технологических линий являются труды Р. В. Конвея, В. Л. Максвелла, Л. В. Миллера, В. С. Танаева, В. В. Шкурбы.
Целью работы является разработка принципов оптимального построения и алгоритмов функционирования многопроцессных автоматических линий в условиях многономенклатурного недетерминированного входного потока, обеспечивающих высокопроизводительную работу линий за счет уплотнения потока обрабатываемых деталей, минимизации времен ожидания запусков деталей в обработку.
Рис. X. Суточная загрузка МТЛ гальванопокрытий за пять месяцев.
Так как задача автоматизации мелкосерийного и единичного производства гальванопокрытий имеет особую актуальность, все вопросы в работе рассматриваются прежде всего применительно к автоматизации многопроцессных линий гальванопокрытий.
Основными задачами диссертационной работы являются:
— Разработка общих принципов оптимального построения и управления МТЛ в условиях многономенклатурного недетерминированного входного потока деталей, подлежащих обработке.
— Разработка алгоритмов оптимальной динамической диспетчеризации МТЛ.
— Разработка алгоритмов определения оптимального набора станков (ванн) МТЛ.
— Разработка алгоритмов максимизации пропускной способности системы межоперационного транспортирования автоматической линии".
— Разработка вопросов построения технических средств, обеспечивающих реализацию разработанных принципов и алгоритмов функционирования МТЛ.
Методы исследования. При разработке основных принципов построения и управления, математических моделей функционирования МТЛ, обоснования критерия эффективности использовался математический аппарат теории множеств, теории расписаний, теории массового обслуживания. Алгоритмы оптимальной диспетчеризации разработаны на базе теории расписаний с использованием метода Гантта. Методика определения оптимального набора станков (ванн)' МТЛ базич руется на использовании имитационного моделирования и алгоритма форда-Фалкерстона. При исследовании вопросов оптимальной организации системы межоперационного транспортирования использовался математический аппарат теории графов, теории вероятностей. При разработке алгоритмов управления очувствленным роботом был применен математический аппарат теории множеств. Роботизированный участок МТЛ гальванопокрытий рассчитывается как полнодоступная система массового обслуживания.
Научная новизна.
1. Обоснована на базе теории расписаний организация работы многопроцессной АЛ, не требующая предварительного планирования загрузки и жесткого ритма. АЛ функционирует как полнодоступная система массового обслуживания (СМО), осуществляя совмещенную обработку в одном потоке деталей различных техпроцессов в динамике их поступления на вход линии.
2. Предложена методика построения АЛ как комплекса асинхронно функционирующих подсистем, что позволяет при ее проектировании оптимизировать каждую из подсистем раздельно. Определено условие обеспечения проектируемой загрузки станков (ванн) транспортной системой и управления ими в реальном масштабе времени работы линии,.
3, Разработана методика оптимальной динамической диспетчеризации на основе динамической модели текущего состояния линии, позволяющая решать комбинаторную задачу большой размерности микропроцессорными средствами в процессе поступления деталей.
4, Построена математическая модель универсальной транспортной системы, обеспечивающая проектирование АЛ требуемой производительности, Система организуется как полнодоступная СМО и реализуется на базе транспортных роботов с бортовыми системами ЧПУ. Ис-следованы и определены возможности оптимизации функционирования транспортной системы,.
5, Разработана методика управления многопроцессной АЛ, исключающая необходимость синхронизации технологических и транспортных операций. Предусматривается последовательное в реальном масштабе времени решение задач:
— определение множества допустимых управлений входом линии;
— Еыбор наилучшего в данный момент управления — загрузки предпочтительной детали;
— обеспечение межоперационного транспортирования всех запускаемых в линию деталей по индивидуальным техмаршрутам;
— задание режимов обработки на технологических операциях и контроль их длительности.
Практическая ценность.
1. Разработана и представлена на конкретном техническом примере инженерная методика оптимального построения многопроцессных АЛ требуемой производительности.
2. Определена функциональная зависимость длительности производетвеиного цикла в многопроцессной линии от количества деталей в линии, входном накопителе (складе), продолжительности технологических и транспортных операцийобеспечивающая ее просчет для каждой поступающей во входной накопитель детали.
3, Разработаны алгоритмы оптимальной динамической диспетчеризации для управления загрузкой многопроцессных АЛ. Построены и программно обеспечены:
— специализированный дисплей, отображающий динамическую модель текущего состояния линии;
— микропроцессорный автодиспетчер, осуществляющий оптимальное управление загрузкой многопроцессной АЛ в условиях многономенклатурного недетерминированного входного потока — решение комбинаторной задачи оптимальной диспетчеризации большой размерности в реальном масштабе времени работы АЛ.
4. Разработаны, изготовлены и внедрены в производство различные модификации систем ЧПУ многопроцессными линиями гальванопокрытий, обеспечивающие совмещенную обработку в одном потоке деталей различных техпроцессов.
5. Создан принципиально новый автономно функционирующих транспортный робот с бортовой системой ЧПУ, содержащей программы всех реализуемых в линии техпроцессов, выбираемые по кодам, считываемым роботом со спутников обрабатываемых деталей. Робот обеспечивает одновременную совмещенную обработку до 7 деталей по’индивидуальным техмаршрутам и задание режимов технологических операций, осуществляемое с помощью тракта локальной инфракрасной связи при подходе робота к позиции технологической обработки. Имеются системы самодиагностики, распознавания аварийных ситаций, восстановления прерванного автоматического режима.
Универсальность и высокая скорость перемещений определяют широкое применение робота в производствах «безлюдной технологии» .
6. Создан экспериментальный образец автономного транспортного робота с бортовой системой ориентации и оптимизации обслуживания вызовов на транспортирование, фиксируемых инфракрасными приемниками робота.
7. Определена возможность объединения многопроцессных линий гальванопокрытия и автоматический участок. Загрузку линий и связь их со складом осуществляет автономный транспортный робот. Получена математическая модель транспортной системы участка, определяющая число линий, обслуживаемых одним роботом.
На защиту выдвигаются:
1. Математические модели и методика оптимального построения автоматических линий, обрабатывающих многономенклатурный недетерминированный поток деталей.
2. Методика оптимального управления многопроцессной автоматической линией без предварительного планирования загрузки и задания ритма работы.
3. Результаты теоретических и экспериментальных исследований по оптимальной динамической диспетчеризации.
4. Методика оптимального построения и функционирования транс' портной системы на основе промышленных роботов с бортовой системой ЧПУ.
5. Методика построения системы управления гибкой линии с алгоритмами и блок-схемами.
6. Инженерная методика расчета оборудования и транспортной системы многопроцессной линии, обеспечивающая ее оптимальность в условиях многономенклатурного недетерминированного входного потока.
Содержание диссертационной работы. Диссертационная работа состоит из введения, четырех глав и заключения,.
1. Реализация функциональной структуры МТЛ, адекватной моде ли МТЛ, опредеж^ла простоту и ограниченный объем аппаратных средств, необходхшых для многопрограммного управления гальвани чес1шми линишли, 2. Опт14мальная диргамическая диспетчеризация МТЛ осуществля ется с помощью дисплея, построенного на базе динамической модели текущего состояния линии. Оптхтшзация может быть достигнута вве дением вычислительного блока.3. -^^ остроение автодиспетчера, реализующего динамическую мо дель текущего состояш1Я МТЛ, обеспечило решение задачи оптшлальной динамической диспетчеризащ-ш на базе микропроцессорного блока.4. Обоснована система гибкого управлеьшя МТЛ, реализуемого трехуровневой управляющей структурой, содержащей: • автодиспетчер, обеспечивающий оптимальное управление запус ком деталей в линию- • бортовые системы ЧПУ транспортных роботов, осуществля10ЩР! е управление транспортированием запущенных вшнию деталей по инди видуальным техмаршрутам, задание режимов технологических операций, контррль их длительности, контроль отработки команд роботом- • локалыше средства отработки задаваемых роботом техно логических режимов на операциях, Для повышения «живучести» МТЛ предусмотрен контур обратной связи, блокирующий загрузку в линию деталей, имеющих в своем марш руге разладившуюся технологическую операцию, 5. Разработанные принципы автоматизации гальванических линий пригленимы для построения технологически гибких линий механообра ботки, для которых, в принципе, могут быть использованы те же технические средства управления и роботизации. З, А К Л Ю Ч Е Н И Е В результате проведенных исследований определены принципы оптимального построения, разработаны алгоритмы функциошрования, обеспечивающие создаше технологически гибких высокопроизводитель ных МТЛ, эффективных в условиях мелкосерийного и единичного про изводства, При этом:
1, Разработана математическая модель МТЛ, осуществляющей совмещенную обработку в одном потоке деталей различных техпро цессов по мере их поступления без предварительного планирования загрузки. Линия организуется как полнодоступная СМО с оптималь ной динамической диспетчеризацией на входе, что обеспечивает уп лотнение потока обрабатываемых деталей при сокращении времени их пролеживашш во входном накопителе (раздел 2. Г).2. Обоснован принцип построения МТЛ как комплекса асинхрон, но функционирующих систем с взаимно согласованными параметрами производительности — максимальным числом одновременно обрабаты ваемых кавдой системой деталей" Получено опттшльное соотноше ние параметров производительности станков (ванн/, транспортной и управлящей систем МТЛ (2.1.6). Разработаны методики расчета и оптимизации системы станков (ванн) и транспортных роботов, что обеспечивает проектирование МТЛ требуемой производительности (разделы 2 .1, 3, 1, 3.2).3, Установлено, что длительность производственных циклов об работки деталей в МТЛ с детерминированными технологическими про цессами определяется средним временем ожидания запуска деталей в обработку. Использование этой величины в качестве критерия эффективности работы лити позволяет оптимизировать ее загруз ку, а также планировать выход деталей каждого техпроцесса (раз дел 2.1) .4. Предложен и осуществлен в производстве принцип гибкого.
управления МТЛ, реализуемого трехуровневой управляющей струк турой, содержащей: • автодиспетчер, обеспечивающий оптимальное управление за пуском деталей в линию- • бортовые системы ЧПУ транспортных роботов, осуществляющие управление транспортированием запущенных в линию деталей по инди видуальным техмаршрутам, задаше режимов технологических операций, контроль их длительности, контроль отработки команд роботом- • локальные средства отработки задаваемых роботами техноло гических режимов на операциях, Для повышения «живучести» МТЛ предусмотрен контур обратной связи, блокирующий загрузку в линию деталей, иглеющ1'1х в своем маршруте разладившуюся технологическую операцию (разделы 2.1,4.3).5. Создана методика оптимальной динамической диспетчеризации, обеспечивающая решение комбинаторной задачи большой размерности на гликропроцессном уровне, базирующаяся на: • динамической модели текущего состояния линии, позволяющей в процессе ее работы определять возможные новые sanycim в обра ботку деталей, из имеющихся во входном накопителе (2.2.6) — • алгоритмах оптимизации загрузки линии, сшлшющих среднюю длительность пролелшвания деталей во входном накопителе на 1А% (раздел 2.2) .6. Разработана математическая модель, определяющая пропускнук способность транспортршх роботов МТЛ (2.Г.7, 2,1.8). Проведен ана-шз эффективности известных оргашзаций процесса фуш^циониро вания системы из двух роботов в МТЛ (раздел 3.2,1), определено среднестатистическое значение продолжительности транспортного цикла робота. Получено условие оптимальной разбивки линии на зоны их работы (3.2.1), определены алгоритм выбора оптимальной очеред ности обслуживания вызовов и возможность увеличения эффективной.
скорости перемеще-ний (раздел 2.3.2),.
7, Исследована возможность построения автоматического участ ка линий гальванопокрытий как пслнодоступной СМО (3.3.1). Загруз ку МТЛ и связь их со с1{ладом осуществляет автономный робот, снаб женный системой приема сигналов вызова на транспортирование от технологических модулей участка. Функщюнальная автономность робота и распределенная управляющая структура участка обеспечи вает его «живучесть», в частности, путем введения дублера взамен отказавшего робота (раздел 3.3).8, Разработаны и внедрены в производство три модификации системы ЧПУ многопроцессными линиями гальванопокрытий, в том чис ле, специализированный дисплей, с помощью которого оператор опре деляет возможность запуска в обработку поступающих к линии дета лей (разделы 4.1.4,, 2.4.3).9, Разработаны на уровне серий1шх образцов универсальные средства '''безлюдной технологии": • скоростной транспортный робот с бортовой системой ЧПУ, ос нащенный инфракрасным трактом передачи команд для задания режимов обработки на позициях линии (раздел 4,3) — • шшропроцессный автодиспетчер, обеспечивающий оптимизацию загрузки линии в условиях недетерминированного входного потока (раздел 4,2, 4,3).10, Создан экспериментальный образец автономного транспорт ного робота с инфракрасной системой ориентации в ортогональных координатах, аккумуляторным энергоснабжением, с грузоподъемностью 100 кг и маршевой скоростью 0,6 м/сек (раздел 4.3) .11, Рассмотрена принципиальная возможность использования разработанР1ых транспортного робота с бортовой системой ЧПУ и микропроцессного автодаспсгчера в лшши .^.еханообработки ^раздел.
12, Автоматизация многопроцессных линий гальванопокрытий на базе положений диссертащш обеспечила повышение производитель ности линии по сравнению с ручршм обслуживанием в 3,5 раза (приложение I) .Разработанные в диссертации алгоритмы оптжшльного построе ения и функциоюфования МТЛ обеспечивают ыетодологическ7ю базу автоматизации мелкосерийного и единичного производства на прин ципах опгшиальной организации многопроцессных линий. Следует от метить, что область применения разработанных принципов и алго ритмов не ограничивается технологическими лх-п-шями. Так, разра ботанные приоритетные правила оптимальной диспетчеризации, по строенные на принципе первоочередной загрузки «узких мест», сле дует рассматривать как оригинальное и эффективное решение мало изученной задачи теорхш расписаш^й — задачи оптшлизации функци онирования многоканальной СМО с отданием, представленной сетью общего вида. Разработанная методика оптимальной динамической диспетчеризации, базирующаяся на динамической модели универсаль на для всего luiacca задач теории расписаний. Разработанный на базе динамической модели алгоритм оптимальной динамической дис петчеризации прост и компактен, практичесга рваш^зуем на микро процессорном уровне, в то время как традиционные методы решения комбинаторных задач заданных размерностей требуют применения ЦШ (раздел I). Оптимизация дисциплины обслулшвания вызовов транспортным роботом является примером рационального решения за дачи оптимизации процесса функциош^рования СМО, представленной сетью общего вида с ограниченным числом операторов переноса, когда передача требований осуществляется по индивидуальным марш рутам при заданных временных графиках обслуживания требований. Создание образцов автономного транспортного робота и его систем очувствления, ИК связи, высокомоментного следящего привода явля- 158 ;
ется примером практического решения актуальных задач роботиза ции производства, Основные положения диссертации докладывались и были одоб рены на научно-техничес 1ШХ сеглинарах: • «Управляющие машины и системы» — в ИК АНУССР — (Киев, март 1977) — • «Промышленные роботы и их пршленеше» — в ЦШОКИ Робото техники и технической кибернетики (Ленинград, ноябрь 1978) — • 2*-й Всесоюзный семинар «Синтез управляющих устройств на основе гликропроцессоров и однородных сред» — (Рязань, декабрь • 2-я Всесоюзная школа-семинар «Системы управления машь' пуляционных роботов» — (Кострома, май 1980) — • 10-я секция НТО МЭП СССР: «Состояние работ в области гальванопокрытий в отрасли и программа работ по повьш1ению ка чества покрытий и уровня автоматизации на I I пятилетку» — ИХХТ АН Литовской ССР — (Вильнюс, октябрь I960).По материалам диссертации опубликовано 12 работ,.
Список литературы
- Белянин П.Н. Промышленные роботы. — М: Машиностроение, 1975.- 400 с .
- Бш’Шов В. А., Куличев А. Н. Проектирование гальваничесшх цехов с применением ЗИЛ. — В сб.: Проектирование, экономика и организация производства в цехах металлопокрытий / Штериалы семинара, ВДНТП, 1973. — с.127−133,
- Ишкелл Г. И., Ребров А., Шаповаленко А. Г. Линейные синхронные двигатели. — Киев: Техшша, 1975. — 136 с.
- Карпенко Ю. С, Ду0'ов А, А. Управление маршрутами обработки в реальном времени. В сб.: Опыт внедрения и использования АСУТП в. объединениях и на предприятиях. ДЩТП. Материалы краткосрочного семинара. — I98I. с.33−35.
- Юшков Ю.И. Ситуациощ-юе управление большигли системагли. М.: Энергия, 1976, — 136 с.
- Т’Снязева Т. А, Опыт применения эвристических алгоритмов для решения задачи теории расписаний. В кн.: Математичесше модели в автоматизированных системах управления производством.-М.: 1973. с.57−58.
- Кокс Д., Смит У. Теория очередей. — М.: Шр, 1966 — 137 с.
- Колосов В.Г., Мелехин В. Д. Проектирование узлов и систем автоматики и вычислительной техники. — I,: Знергоатомиздат, 1983. — 256 с.
- Коглплексная автоматизация мелкосерийного производства в ш — шиностроении: Обзор / НРШМШ. Серия C-I. М.: 1976. — 61 с.
- Конвой Р.В., Максвелл В. Л., Шллер Л. В. Теория расписаний. М.: Наука, 1975. — 360 с.
- Корбут А.А., Финкельштейн Ю. Ю. Дискретное програттирование. М.: Наука, 1964. — 368 с.
- Коряш^оВ.П:., Дьяконов В, А., Хитрун В. Н. Оптимизация робота транспортных устройств ьшогопроцессшк гальваничес1шх линий.-Электронная техника. Серия 7. 1976. Вып.3/73 — 121−129. — 162 —
- Кофман А., Крюон Р. Массовое обслудавание. Теория и приложения. М.: Мир, 1965. — 302 с.
- Кропотов В.И., Медведев К., Хазан А, А., Шевеля В. Н. Автоматизированная система управления тезшологиче С1шми процессаш нанесения электрохишческих покрытий. — Обмен опытом в радио-проглышленности. 1983, }Ы. — с.7−10.
- Левин А.Н. К методике динаьлического расчета исполнительных механизмов проглышленных роботов. В сб.: Металлорелсуише стан-уж и автоматические линии. ШШГМШ. М.: Вып. II, 1975. — с .43−47.
- ШвжЕ гальванопокрытий фирмы SeU- Rex Эксплуатационная докуглентация.
- Малиновский Б.Н. Цифровое упраБлвШ'1е машин и автоматизация производства. — М.: Машгиз, 1963. — 288 с.
- Материалы Ш1 съезда КПСС. — М.: Политиздат. I98I, 223 с.
- Мова В.В., Пономарешсо Л. А., Калиновс1Шй A.M. Организация приоритетного обслушвашш в АСУ. — Киев: Техника, 1977. -160 с.
- Мэн А. С. Задача календарного плаш-грования для предприятий единичного и мелкосерийного производства, В кн.: Календарное пла-ьшрование. М.: Прогресс, 1966, с.222−227.
- Операторные автоматические линии типа АГ-24 для. нанесения гальванических, хишческих и анодизационных покрытий / Спра-вочпьй материал ОНИ. М.: 1967, 7 с.
- Основы технологии машиностроения / п о д ред.В. С. Корсакова: М.: Машиностроение. 1977. — 416 с.
- Парамонов Ф.И. Математические методы расчета многономешша- турных потоков. — М.: Машиностроение. 1964. — 264 с.
- ПоляноБ Ю. А. Оргаьшзация проектирования поточных линий и расчет плановых ваданий. — Приборы и системы управления, 1970, В 2. — с.60, 61.
- ПортугалБ.М. Поиск допустшлых решений в задаче календарного планирования АСУ мелкосерийного производства. — Ali СССР. Научный совет по ковлплексной проблеме «Оптимальное планирование и управление народныг.1 хозяйством». — М.: 1969. — 9 с.
- Потеев М.И., Потеева А.С, Жаботинский Ю. Э. Динамика проглыш- ленного робота с двуьля исполни те льньтш механизмаш-!. — Станки и инструмент. — 1978, В 7. — с.19, 20.
- Прохоренко В.А. и др. Система автоматического зшравления гальванической линией. — Электротехническая прожталенность. Серия: Технология электротехнического производства. — I98I. Вып. I I (150). — с.8−14.
- Рейниц Р.С. Задачи кален^дарпого планирования в цехах с еди- - 164 -ничншл и мвлк-осерийншл производством. В кн.: Календарное планирование. — М.: Прогресс, IS66. — с.84−108.
- Рьжов В.В., Дэмбврг Э.Е. Об оптимальных динамических приоритетах в однолинейных системах массового оболз^ливания. — Техническая кибернетика: Известия АН СССР, 1967, 13 I. — с.25−34.
- Селиванов Г., Фокин А. Н. Методичесюш принципы коршонов1Ш автоматичес1сих линий гальванопсьсрытий. — Приборы и система управления, I98I, }Ь 2. — с.33.
- Смоля!) Л. М. Методы оперативного плашрованин в дискретном производстве. — М.: Наука, 1978. — 320 с.
- Пат.3 798 427 (США). Способ автоматического замедлвн1'1я двюку- щегося объекта до нулевой скорости. Авт. изоброт. Джон Кон-нерс и др. Класс Ст. ОбР 15/46. Ощгбл. 19.03.1974 г. .
- Старр М. Управление производством. — М: Прогресс, 1968. — 398 с.
- Струтинский А.Н. Коглплексная автоматизаидя гальванического производства с применением ЦВМ. — Длссертация каьццедата тех-ничес1шх наук. — Киев: 1966. — 167 л.
- Танаев B.C., Шг-сурба В.В. — Введение в теорию расписаний. — М.: Наука, 1975. — 256 с.
- Твхнологичес1сий регламент 0С2.040. — 127−69. — Механическая обработка корщгсов гидропанелей в условиях серийного производства. — М.: НИ1'МАШ, 1970. — I I с.
- Тернер Д. Вероятность, статистика и исследование операций. — - 165 -М.: Статистика, 1976. — 432 с.
- А.С.249 981 (СССР). Устройство для приема и регистрации инфор- мац1Ш. Авт. из обре т. В. Н. Хитрун и др. Onj'-бл. в 'Б.И., 1969, }Ь 25.
- А.С.977 521 (СССР). Устройство для элвктрол1'1тического покрытия деталей. Авт. изобрет. В. Н. Хитрун, И. В. Патрушева, Л. Г. Новиков. Опубл. в Б.И. 1982, В 44.
- А.С. 295 870 (СССР). Устройство для управления автооператора- Ш1 автоматической линии гальванопокрытий. Авт.изобрет. Б. А. Логивер. Опубл. в Б.И., I97I, J.^ 7.
- Форд Л., Фалкерстон Д. Потоки в сетях. М.: Шр, 1968. — 276 с.
- Фролов М.Б. Агрегатный многопроцессный автомат для гальванической обработки деталей. АГ-18. — 16 с. Л., ДЦЕТП, 1964. — с.16.
- Хитрзш В.Н. Задача оптимальной диспетчеризации многопроцессных производственных линий. — Мелшузовский сборник статей: Обработка информации Б автоматичйтжих системах. — Вып.2. Рязан- ' ский радиотехнический институт, 1975. — с.116−120.
- Хитрун В.Н. К вопросу оптиш1зации работы многопроцессных галь- ваничесшх линий. — Межвузовский сборник статей: Обработка ин-спормации в автоматических системах. Вып.З. Рязанс1Шй радиотех-ничес1Шй институт, 1976, с.194−197.
- Хитрун В.Н. Проблема построения гибких автоматических линий гальванообработки. Рукопись депонирована в JMWi «Электроника» •06.05.83 }^ ?-гб57.
- XiiTpyH В.Н., Бобрышн Б. Н. Устройство для определения уровня организации технологического процесса. Ишпорм. Л^ -Сток J'- 462, УДК 668.562: Технология и организация производства. — 2 с.
- Хитрун В.Н., Дьяконов Б. А. Новые принципы автоматизации галь- ваничес1шх линий. — Электронная техника. Сер.7, вып.5, 1980. -с.36−39. — 166 —
- ХитрунВ.Н., Калинина О. Н. Автодиспетчер глногопроцессной л1'1 НИИ гальванопокрытий на базе.гжкропроцессора. 8 стр. Рукопись депонирована в ЩШ «Электроника»: 06.05.83, !Ь 7-вВ58.
- ХитрунВ.Н, Дьяконов В. А., Коновалова S.A. Универсальная многопрограмлная система ЧПУ — Информационный листок Ш 500--76. УДК 621.357.74.035−52.
- ХитрунВ.Н., Дьяконов В. А., Токарева О. Б. Универсальная мн о- гопрограмтшая зшравляющая система для жщий гальванопокрытий. — Электронная техника. Сер.7, 1976. Вып.5/75-. — с. 114, 115.
- Чернова В.Г. Задача определения порядка допуска деталей, обеспечивающего юшимум пролежвания деталей. В сб.: Применение математических методов в эконоьмке. Вып.5. Ленинградс1®й ' Зшиверситет, 1969. — с, 10−17.
- Чехословацкая тя}квлая прогшпшенность. Специальный выпуск: Strojimport TST 1976, В 9. — с.42−45. .77. Чехословацкая тяжелая проьлыпшенность. Специальный выпуск: Strojlraport TST 1978, J.^ 9. — с.38−47.
- ЮрнвичЕ.И., Цветков А. А., Яшенко Ф. Е. Робот для, цеховой транспортной систеглы Ш-12Т с адаптивныгл управлением: Проглышлен-ный транспорт, I98I, Jf^ 5. — с.7, 8.
- High stakes in the botch production roce — Machinery and ProduO' tion engineering. — 1978, Vovember, p. 27−30.
- Hoskins Cherles. New Concepts Spon High — LOW wolume Cop. — - Production, 1977, W 4, p. 80−91.
- Hu Т. е. Multi-Kommodity Netvork Flov/s operations. — 1963, N 11, p.
- Patent Imporrements in or relating to nummerioally controllend machine tool installators.
- Klapas D., Hockim E., Benson F.A., Fellow lEEG. Electric Are Power Collection for High Speed Trains. — Proceedings lEEG, V. 64, 1976, N 12, p. 1699−1715. Ql" Moderne Computergesteuerte Galranikanlage — GalYanotechnik, 1978, N 9, s. 844−847.
- PCS goor for nonsynEronins lines — Machinist, 1978, vol. 122, N 10, p.
- Stadie W., Von, Flexible Fertigungssysteme in Japa, n, /Material- flufl in der Fertigung. — Zeitschrift fxir v/irtschaftliche Fer-tigung — 75 (1980), N 1, 3. 28−32.
- Steche H, von Ober — Ing, MikroproEsessoren fur Galvano-Auto- maten. — Galvanoteohnik, 1978, N 4, s. 329−339.
- Starr A, Planung und Realisierung flexibler Fertigungssysteme. — Zeitschrift fur industrielle Fertigung, 1979, N69,8.681−691.
- Sturm K.H. Automatisierung von Galvanik-Anlagen rait Prozefl- reohnern. — Galvanoteohnik, 1976, N 1, s. 41−51.
- Vattin, von. Analyse der Konzeptionen flexibler Fertigungssyste me. — VDJ., z., 121 (1979), N 2, V o. — s. 14−23. — 168 —