Анализ влияния неполной растворимости вспенивающего агента в полимере на морфологические свойства пенополимера при экструзионном методе вспенивания
Апробация работы. Материалы и результаты, выполненные по теме диссертационных исследований., опубликованы в работах, докладывались и обсуждались на 12-й школе-семинар «Проблемы газодинамики и теплообмена в энергетических установках» (Москва, ! 999) — на 5-й Всероссийской научно-технической конференции «Теплофизика процессов горения и охрана окружающей среды, теория и практика интенсивно… Читать ещё >
Содержание
- УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
- ВВЕДЕНИЕ
- ГЛАВА. 1. ОБЗОР РЕЗУЛЬТАТОВ ЭКСПЕРИМЕНТАЛЬНЫХ Ц
- ТЕОРЕТИЧЕСКИХ ИССЛЕДОВАНИЙ ПО
- НУКЛЕОБРАЗОВАНИЮ И КОАЛЕСЦЕНЦЙИ ПУЗЫРЕЙ ПРИ ЭКСТРУЗИОННОМ МЕТОДЕ ВСПЕНИВАНИЯ
- ПОЛИМЕРОВ
- 1. 1. Сущность эксгрузионного метода вспенивания
- 1. 2. Процессы нуклеобразования и коалесценции пузырей.1 $
- 1. 3. Причины возникновения пузырей в еопяе
- 1. 4. Выводы и постановка задач исследования
- ГЛАВА 2. СМЕШЕНИЕ ВСПЕНИВАЮЩЕГО АГЕНТА С
- ПОЛИМЕРОМ
- 2. 1. Основные положения
- 2. 2. Критерий полной растворимости вспенивающего агента в расплаве полимера в докритических условиях.2 $
- 2. 3. Критерий полной растворимости вспенивающего агента в расплаве полимера в сверхкритических условиях
- ГЛАВА 3. ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТ
- 3. 1. Экспериментальное оборудование
- 3. 2. Материалы
- 3. 3. Экспериментальное исследование и оценка погрешностей
- ГЛАВА 4. РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТАЛЬНОГО ИССЛЕДОВАНИЯ И СОПОСТАВЛЕНИЕ ИХ С ДАННЫМИ ДРУГИХ АВТОРОВ
- 4. 1. Анализ влияния массовой концентрации талька на свойства пенополиэтилена
- 4. 2. Анализ влияния массовой концентрации фреонана свойства пенополиэтилена.5%
- 4. 3. Анализ влияния массового расхода полимера на морфолог ические характеристики пенополиэтилена
- 4. 3. 1. Влияние массового расхода полимера на свойства пенополиэтилена при изменении объема статического смесителя
- 4. 3. 2. Влияние концентрации талька при вариации массового расхода полимера на морфологические свойства пенополиэтилена
- 4. 4. Анализ влияния температуры выходного сопла на морфологические свойства пенополиэтилена
- 4. 5. Анализ влияния конструкции сопла на морфологические свойства пенополиэтилена
- 4. 6. Разработка корреляционных соотношений и практических рекомендаций для промышленного использования полученных результатов
- 4. 6. 1. Корреляционные соотношения
Анализ влияния неполной растворимости вспенивающего агента в полимере на морфологические свойства пенополимера при экструзионном методе вспенивания (реферат, курсовая, диплом, контрольная)
Актуальность работы. Разработка эффективной теплоизоляции является важной задачей, которую приходится решать в авиационной, криогенной, автомобильной и других отраслях промышленности. Вспененные полимеры в настоящее время находят все более широкое применение в качестве теплоизоляционных материалов. Они обладают низким коэффициентом теплопроводности, низкой плотностью, достаточно широким диапазоном эксплуатационных температур.
Свойства пенополимера определяются не только характеристиками самого полимера и вспенивающего агента, но и методом его получения. Существует множество методов получения вснененных полимеров [1−20]. Одним ш наиболее распространённых — является экструзионный метод вспенивания. Важные результаты в экспериментальном и теоретическом направлениях исследования получены в работах: Lee S.-T., Lee К, Villamizar С.А., Han C.D., Ма С.-Y, Ramesh N.S. и ряда других авторов. Однако, известные на сегодня методы анализа этого процесса не дают удов летворител ь ного объяснения целому ряду экспериментальны х данных. В связи с этим необходимо дальнейшее исследование процесса зкструзионного вспенивания, в особенности явлений нуклеобразования и коалесценции пузырей (образование зародbfшей и слияние пузырей). Более полное понимание физики экструзионного вспенивания позволит квалифицированно сформулировать практические рекомендации для промышленного использования полученных результатов. В частности, позволит получать пенополимеры с заданными морфологическими свойствами.
Основополагающим морфологическим параметром газонаполненных полимеров является величина плотности, от которой зависят технические показатели пенопластов [21]: прочностные, теплофизические, электрические и т. д. Коэффициент теплопроводности пенопластов складывается в общем случае из коэффициентов теплопроводности твердой фазы (Лт), газа (Лг), а также конвективной (Лх) и лучистой (Лр > составляющей [22,23]:
Л = Лт + Лг + Лк + Лр. (1−1).
При использований пеноиластов в качестве тешкшзозшруюнщх материалов следует по возможности уменьшить вклад каждой из компонент в суммарную величину Л .
Вклад величины Лт весьма мая по двум причинам. Во-первых, коэффициент тешюпроводаости полимерной фазы весьма незначителен и составляет 0.12−0.35Вт/(мК) [24]. Во-вторых, доля полимерной фазы в пеношшстах занимает незначительную часть общего объема материала. Например, при плотности 32 кг/м3 доля полимера составляет около 3%, Однако дальнейшее уменьшение Л за счет снижения доли твердой фазы не всегда возможно (не все полимеры можно вспенивать е высокой кратностью), не всегда целесообразно (по экономическим и технологическим соображениям) или нежелательно (чем меньше плотность, тем, в частности, ниже прочностные показатели пенопластов).
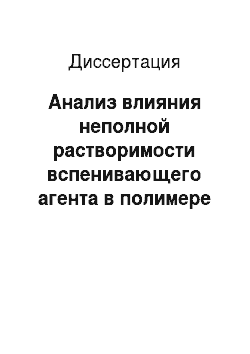
Для пеноиластов е ярко выраженной анизотропией макроструктуры вклад теплопроводности твердой фазы в общую величину теплопередачи образца всегда возрастает, если шток тепла распространяется параллельно направлению вытянутости ячеек [25], т. е. когда коэффициент формы ячеек /<4 превышает / (рис.В. 1).
Газ, содержащийся в ячейках, вносит наибольший вклад в теплопередачу, поскольку объемное содержание газа в пенопдастах обычно превышает 90%. После завершения процесса ценообразования вспенивающий газ в результате диффузии начинает замещаться на воздух. Основными факторами, влияющими на скорость установления диффузионного равновесия, являются [25]:
1) химическая природа полимера и газа, т. е. проницаемость стенок ячеек данного полимера для данного газа и воздуха;
2) размер ячеекбольшое количество маленьких ячеек оказывает более сильное сопротивление газообмену, чем малое количество больших ячеек;
3) степень замкнутости ячеек и наличие уплотненной поверхностной корки;
4) конфигурация изделия из пенопласта: газообмену с окружающей средой подвергаются сначала зоны, прилегающие к поверхности, и только потом — более глубокие зоныпоэтому по мере увеличения толщины образца пенопласта скорость установления равновесного состояния замедляется;
5) условия хранения: температура и влажность помещения. С учетом всех этих факторов процесс установления диффузионного равновесия может занимать несколько лет [25] (рис.В.2).
Вклад Ар в суммарную величину Л имеет второстепенное значение, хотя ее значения при малых величинах объемного веса метут быть весьма высокими. Непосредственна оценить абсолютный вклад Лр в величину Л не представляется возможным, так как зависимость Хр справедлива только для определенной температуры [25−27].
Я, Вт/м-К.
0,022 г 0.02 0.018 -0.016.
0.4 0.6 0.8 1 1.2 1.4 1.6.
Рис. ВД.
Изменение коэффициента теплопроводности (Л) пенополиуретана (вспенивающий газ-СРСЬ) в зависимости от ориентации ячеек (/^(/а^) относительно направления теплового потока.
Л, Вт/м-К 0.03.
0.025.
0.02.
0.015 0.
4 5.
ГОДЫ.
Рис. ВД.
Изменение коэффициента теплопроводности (Л) пенополиуретана, вспененного СБОз в зависимости от времени (тхр) и температуры хранения:
1-/7 = 45 кг/м 20°С-2-/7 = 45 кг/л*3, 50°С-3~/? = 45 кг/ж 80°С-4-р = 32 24°С- 5-/7 = 30 яг/л*3, 60 °C [25].
Доля лучистого теплообмена в теплопередаче пенопласгов в очень большой степени зависит от диаметра газовых ячеек. Благодаря тому, что в каждой стенке, разделяющей две ячейки, расположенных вдоль направлеши теплообмена, возникает поглощение, рассеяние и излучение тепла пеноматериал с большим количеством мелких ячеек при прочих равных условиях оказывает большее сопротивление лучистому теплообмену, чем материал с меньшим числом более крупных ячеек.
Конвекционные потоки в ячейках, заполненных газом, возникают тогда, когда размеры ячеек превышают определенную величину. Эта величина лежит в пределах 2−5 мм [25]. Таким образом, из-за незначительного вклада составляющих Л[т, Лк, и Лд коэффициент.
Х- /(р) (рис.В.З) можно объяснить различным механизмом теплопроводности пеыопласгов в зависимости от размеров ячеек.
Л, Вт/м-К.
Зависимость коэффициента теплопроводности (Л) пешшжетирояаот плотности (р) при различных температурах образца, °С: 1- 0- 2- 40 [25].
Необходимость получения пеноиолимеров с заданными свойствами, например, с низкой плотностью и мелкопористой структурой, требует глубокого понимания физики экструзионного вспенивания, поэтому исследование проблем жструзионного вспенивания является актуальной задачей.
Целью настоящей работы является исследование и анализ влияния неполной растворимости вспенивающего агента в полимере на морфологические свойства иенополимера при экструзионном методе вспенивания, что позволит разработать практические рекомендации для повышения эффективности работы оборудования для экструзионного вспенивания.
0.02.
0 20 40 60 80 100 120 р кг/м3.
Рис. В.З.
Для достижения указанной цели были поставлены следующие задачи исследования:
1. Разработка и создание экспериментального оборудования для исследования и анализа влияния времени смешения на процесс экструзионного вспенивания полиэтилена высокого давления.
2. Теоретический анализ процесса растворимости газа в полимере при экструзионном вспенивании. Экспериментальное исследование экструзионного вспенивания полиэтилена высокого давления с использованием в качестве вспенивающего агента фреона-22 при вариации времени смешения, массовой концентрации талька, массовой концентрации фреона-22, массового расхода раствора через экстру дер, конструкции и температуры сопла.
3. Анализ полученных результатов и сопоставление их е данными других авторов, разработка корреляционных соотношений.
4. Разработка практических рекомендаций для промышленного использования полученных результатов.
Научная новизна работы. В ходе исследования получены следующий наиболее важные результаты:
1. Исследовано и проанализирована влияние нерастворившихся микропузырей вспенивающего агента (фреона-22) на морфологические свойства пенополиэтилена при вариации времени смешения, массовой концентрации талька, массовой концентрации фреона-22, массового расхода раствора через экструдерт конструкции и температуры сопла.
2. Исследованы процессы коалееценцни пузырей при вариации времени смешения, массовой концентрации талька, массовой концентрации фреона-22, массового расхода раствора через экетрудер, конструкции и температуры сопла.
3. Получены критериальные условия полной растворимости вспенивающего агента в расплаве полимера за время пребывания в экстру дере. Критериальные соотношения относятся к докритическому и сверхкритическому сос тоянию вспенивающего агента" экструдере.
Достоверность результатов. При проведении экспериментальных исследований использовались только аттестованные средства измерения. Полученные результаты удовлетворительно согласуются е данными других авторов.
Практическое значение и реализация результатов. Выполненные эксперименты и анализ полученных результатов дают возможность:
— увеличить производительность зкетрудера;
— обеспечить работу установок на вспенивающем агенте с низким значением константы Генри;
— получать пенополимеры с заданными морфологическими свойствами.
Результаты обработки полученных данных и анализ влияния нерастворимости вспенивающего агента используется в практике ЗАО «Научно-производственного предприятия «Пенополимер» .
Краткое содержание и основные результаты работы.
Во введении обосновывается актуальность проблемы, формулируется цель работы, характеризуется научная новизна, достоверность и практическая ценность полученных результатов, указываются вопросы, которые вынося тся на защиту.
В первой главе дан обзор наиболее важных теоретических и экспериментальных резуль татов по проблемам экетрузионного вспенивания, когда нуклеобразование во вспениваемом полимере осуществляется не только за счет флуктуационного механизма, но и ори наличии готовых зародышей. Делаются выводы из обзора литературы. Ставятся задачи экспериментального исследования.
Во второй главе рассматриваются теоретические проблемы по растворимости вспенивающего агента в расплаве полимера, за время пребывания в экструдере. Приводятся критериальные условия для полной растворимости газа в полимере, для докритического и сверхкритического состояния вспенивающего агента в экструдере.
В третьей главе приводится описание экспериментального оборудования, используемых материалов, методики проведения экспериментов. производится оценка погрешностей величин экспериментального исследования,.
В четвертой главе приводятся результаты экспериментального исследования по экструзионному вспениванию полиэтилена высокого давления с использованием в качестве вспенивающего агента фреона-22, разрабатываются корреляционные соотношения и практические рекомендации для промышленного использования полученных результатов.
На защиту выносятся:
1. Методика проведения экспериментов.
2. Критериальные условия для полной растворимости газа в полимере, для докритического и сверхкритического состояния вспенивающего агента в экструдере.
3. Результаты экспериментального исследования по экструзионному вспениванию полиэтилена высокого давления с использованием в качестве вспенивающего агента фреона-22.
4. Корреляционные соотношения и практические рекомендации для промышленного использования полученных результатов.
Апробация работы. Материалы и результаты, выполненные по теме диссертационных исследований., опубликованы в работах [28−31], докладывались и обсуждались на 12-й школе-семинар «Проблемы газодинамики и теплообмена в энергетических установках» (Москва, ! 999) — на 5-й Всероссийской научно-технической конференции «Теплофизика процессов горения и охрана окружающей среды, теория и практика интенсивно закрученных потоков» (Рыбинск — Москва, 2001) — на 3-й Российской национальной конференции по теплообмену «Двухфазные течения. Дисперсные потоки и пористые среды» (Москва, 2002).
124 ВЫВОДЫ.
1. В работе на основе экспериментального исследования проанализирована роль нерастворившихся микропузырей вспенивающего агента (фреона-22) на морфологические свойства пенопод"этилена при экструзионном методе вспенивания.
2. Установлено, что нерастворившиеся микропузыри оказывают наиболее существенное влияние на свойства пенополимера при малой концентрации нуклеобразующего агента (талька), ас ее ростом их роль ослабевает. В случае отсутствия нуклеобразующего агента пузыри образуются главным образом на основе нерастворившихся микропузырей вспенивающего агента при этом роль гомогенного флуктуационного зародышеобразования мала.
3. Наибольшая численная плотность пор в пене и соответственно наименьшее значение ее плотности соответствует некоторому оптимальному значению концентрации нуклеобразующего агента (талька) причем значение последнего растет с увеличением времени смешения.
4. С уменьшением времени смешения (ростом степени нерастворимости) формируется больше крупных пор в пенополимере. С ростом концентрации талька интегральные функции распределения пор по размеру, вне зависимости от времени смешения, сближаются.
5. Если концентрация нуклеобразующего агента превышает оптимальный уровень 0.3%, то с ростом концентрации фреона-22 наблюдается уменьшение численной плотности пор в пене. Изменение времени смешения не приводит к качественному изменению этой зависимости, хотя при больших временах смешения численная плотность пор выше, что связано с уменьшением размера и концентрации нерастворившихся микропузырей.
6. С ростом сдвиговых напряжений в сопле интенсифицируется процесс нуклеобразования, что способствует увеличению численной плотности пор. При фиксированных геометрических параметрах экстру дера зависимость численной плотности пузырей в пене от массового расхода имеет минимум, существование которого обусловлено с одной стороны интенсификацией нуклеобразования с ростом массового расхода, а с другойуменьшением времени растворения и, как следствие, ростом концентрации нерастворившегося вспенивающего агента в полимере.
7. Экстремальный характер зависимости численной плотности пор в пене от температуры обусловлен конкуренцией между нукяеобразованием и коалесценцией.
8. При уменьшении диаметра выходного сопла (с 5 до 3 мм) усиливаются процессы коалесценции пузырей в пене, влияние температуры сопла на свойства пены становится более значительным.
9. Получены критериальные условия полной растворимости вспенивающего агента в расплаве полимера за время пребывания в экструдере. Критериальные соотношения относятся к до — и сверхкритическому состоянию вспенивающего агента в экструдере.
10. Получено корреляционное соотношение зависимости кратности вспенивания пенополиэтилена от его плотности и корреляционное соотношение для определения интегральной функции распределения пор по размеру в зависимости от плотности пенополиэтиленаконцентрации, плотности и размера частиц нуклеобразующего агента.
11. Выполненные эксперименты и анализ полученных результатов дают возможность увелич ить производительность экструдера, обеспечить работу установок на вспенивающем агенте с низкой значением константы Генри, получать пенополимеры с заданными морфологическими свойствами.
Список литературы
- Hansen R.H., Martin W.M. Novel methods for the production of foamed polymers // Industrial and Engineering Chemistry Product Research and Development 1964. — V.3, N2. — P. 137−141.
- Deal K.M., Morris D.C., Waterman R.R. New method of producing poly (vinylchloride) flexible foam // Industrial and Engineering Chemistry Product Research and Development. 1964. — V.3, N3. — P.209−213.
- Hansen R.H., Martin W.M. Novel methods for the production of foamed polymers. 2. Nucleation of dissolved gas by finely-divided metals // Journal of Polymer Science. Part B. 1965. — V.3, N4. — P.325−330.
- И1таркман Б.П., Курев E.M., Малышев Л. Н. Оценка перерабатываемости ПВХ методом экструзии // Пластические массы. -1967. № 6. — С.59−61.
- Wells J.N. Monitoring foamed plastics during extrusion // SPE Journal. 1970.-V.26,Nl.-P.53−56.
- Ларионов А.И., Матюхина Г. Н., Покровский Л. И. Пенополиэтилен с низким объёмным весом // Пластические массы. 1972. — № 2. — С.32−34.
- Fossey D.J., Smith С.Н. Fabrication of open-cell polyethylene foam // Journal of cellular plastics. 1973. — V.9, N6. — P.268−273.
- Throne J.L. Structural foam molding parameters // Journal of Cellular Plastics. -1976. V.12,N3. -P. 161−176.
- Gross L.H., Angell R.G. Smooth surface structural foam // 34th Annual Technical Conference: Society of Plastics Engineers. Atlantic City (New Jersey), 1976. -P.26−29.
- Throne J.L. The newer structural foam techniques // Journal of Cellular Plastics. 1976. — V.12, N5. -P.264−284.
- И.Юзефович П. Л., Ицкова Т. Г. Вспененные полиэтиленные плёнки //Пластическиемассы. 1977. — № 4. — С.9−10.
- Абрамов В.В., Чижов Ю. П., Вохмина Т. Н. Листовой материал из подвспененного ПЭНП // Пластические массы. 1977. — № 5. — С.24−26.
- П.Сафулин Д. М. Влияние состава композиций и параметров процесса экструзии на свойства вспененных ПВХ-пластикатов // Пластические массы. 1977. — № 8. — С.40−41.
- Сафулин Д.М., Балашов М. М. Разбухание и неустойчивое течение ПВХ-пластикатов при экструзии // Пластические массы. 1977. — №>8. -С.42.
- Integral-skin poly иге thane foams I J .11. Martiano, M.M. Reboredo, A.J. Rojas, R.J. Williams // Polymer Engineering and Science. 1986. — V.26, N11. -P.717−724.
- Byon S.K., Youn J.R. Ultrasonic processing of thermoplastics foam // Polymer Engineering and Science. -1990. V.30, N3. — P.147−152.
- Matthews F.M., Hoffman D.M. Low density foams produced from sheared ullra-high-molecular-vveighl polyethylene gels // Polymer Engineering and Science. -1990. V.30, N13. — P.783−797.
- Halewood S. J, Polyester foaming resin technology // 1С AC'95 4th Int. Conf. Antom. Compoc. Nottingahm, 1995. — V.l. -P.151−157.
- Djoumaliiski S., Touleshkov N. A modification of the low pressure foam molding process // Journal of Materials Science and Technology. 1996. -V.4, N1. — P.32−41.
- Thermal expansion of crosslinked closed-cell polyethylene foams /М.А. Rodriguez-Perez, O. Alonso, A. Duijsens, J.A. De Saja // Journal of
- Polymer Science. Part В Polymer Phisics. -1998. — V.36. — P.2587−2596.
- Almanza O.A., Rodriguez-Perez M.A., De Saja J.A. Prediction of the radiation term in the thermal conductivity of crosslinked closed cell polyolefin foams // Journal of Polymer Science. Part В Polymer Physics. — 2000. — V.38. -P.993−1004.
- Новиченок JI.H., Шульман З. П. Теплофшические свойства полимеров. Минск: Наука и техника, 1971 — 117 с.
- Берлин А.А., Шутов Ф. А. Химия и технология газонаполненных высокополимеров. М.: Наука, 1980. — 504 с.
- Чудновский А.Ф. Теплофшические характеристики дисперсных материалов. М.- АН СССР, 1962. — 456 с.
- Jones R.E., Patten G., Steingiser S. In Handbook of Foamed Plastics. -N.Y.: Lake Pubi. Corp., 1965. 52 p.
- Кичатов Б.В., Елаев А. Б., Коршунов А. В. Экспериментальное исследование истечения парожидкостной смеси через пористый образец // Проблемы газодинамики и теплообмена в энергетических установках: Тр. 12 Рос. шк.-сем. М., 1999. — С.227−228.
- Рост газовых пузырей при экструзионном вспенивании полиэтилена / Б. В. Кичатов, A.M. Коршунов, А. Б. Елаев, А. Г. Здитовец // Двухфазные течения. Дисперсные потоки и пористые среды: Труды 3 Рос. нац. конф. по теплообмену. М., 2002. — Т.5. — С.223−226.
- Кичатов Б.В., Сухов А. В., Елаев А. Б. Влияние неполного растворения вспенивающего агента в полимере на структурупенополимера // Двухфазные течения. Дисперсные потоки и пористые среды: Труды 3 Рос. нац. конф. по теплообмену. М., 2002. — Т.5. — С.227−230.
- К1ешрпег D., Frisch К.С. Handbook of Polymeric Foams and Foam Technology. Munich: Hanser Publishers, 1991. — 230 p.
- Street J.R., Frickle A.L., Reiss L.P. Dynamics of phase growth in viscous, non-Newtonian liquids // ind. Eng. Chem. Fundam. 1971. — V.10, N1.- P.54−64.
- Venerus D.C., Yala N., Bernstein B. Analysis of diffusion-induced bubble growth in viscoelastic liquids // Journal of Non-Newtonian Fluid Mechanics. 1998. — V.75, — P.55−75.
- Vrentas J.S., Vrentas C.M. Slow bubble growth and dissolution in viscoelastic fluid // Journal of Applied Polymer Science. 1998. — V.67. -P.2093−2103.
- Prediction of cellular structure in free expansion of viscoelastic media / K. Joshi, J.G. Lee, M.A. Shafi, R.W. Flumerfelt // Journal of Applied Polymer Science. 1998. — V.67. — P. 1353−1368.
- Vrentas J.S., Vrentas C.M. Validity of the first-order fluid model // Journal of Applied Polymer Science. -1999. V.73. — P.547−552.
- Papanastasiou A.C., Scriven L.E., Macosko C.W. Bubble growth and collapse in viscoelastic liquids analyzed // Journal of Non-Newtonian Fluid Mechanics. 1984. — V.16. -P.53−75.
- Thornton B.A., Villasenor R.G., Maxwell B. The melt elasticity of polymer blends: polystyrene/ poly (methyl methacrylate) // Journal of Applied Polymer Science. 1980. — V.25. — P.653−663.
- Richter E.B., Macosko C.W. Viscosity changes during isothermal and adiabatic urethane network polymerization // Polymer Engineering and Science.- 1980. V.20, N14. — P.921−924.
- Nakajima N., Harrel E.R. Contributions of elastomer behavior to mechanisms of carbon black dispersion // Rubber Chemistry and Technology. -1984. V.57. — P. 153−167.
- Lee S.-T., Ramesh N.S., Campbell G.A. Study of thermoplastic foam sheet formation // Polymer Engineering and Science. 1996. — V.36, N19. -P.2477−2482.
- Lee S.-T., Lee K. Surrounding temperature effects on extruded polyethylene foam structure// Advances in Polymer Technology. 2000. — V.19, N2. — P.87−96.
- Areftnanesh A., Advani S.G. Nonisothermal bubble growth in polymeric foams // Polymer Engineering and Science. 1995. — V.35, N3. -P.252−260.
- Lee S.-T., Ramesh N.S. Gas loss during foam sheet formation // Advances in Polymer Technology. -1996. V.15, N4. — P.297−305.
- Villamizar C.A., Han C.D. Studies on structural foam processing 2. Bubble dynamics in foam injection molding // Polymer Engineering and Science. 1978. — V. 18, N9. -P.699−710.
- Yoo H.J., Han C.D. Studies on structural foam processing. 3. Bubble dynamics in foam extrusion through a converging die // Polymer Engineering and Science. -1981. V.21, N2. — P.69−75.
- Han C.D., Yoo H.J. Studies on structural foam processing. 4. Bubble growth during mold filling // Polymer Engineering and Science. -1981. V.21, N21. -P.518−533.
- Upadhyay R.K. Study of bubble growth in foam injection molding // Advances in Polymer Technology. 1985. — Y.5, N1. — P.55−64.
- Shafi M.A., Joshi K., Flumerfelt R.W. Bubble size distribution in freely expanded polymer foams // Chemical Engineering Science. 1997. -V.52, N4. — P.635−644.
- Cable M., Frade J.R. Diffusion-controlled growth of multi-component gas bubbles // Journal of Materials Science. -1987. N22. — P.919−924.
- Русанов А.И. Термодинамика процессов образования новых фаз // Успехи химии. 1964. — Т. ЗЗ, вып.7. — С.873−899.
- Дерягин Б.В., Прохоров A.B. Статистическая термодинамика образования новой фазы. 2. Теория вскипания летучих жидкостей // Журнал эспериментальной и теоретической физики. 1977. — Т.73, вып.5(11). — С. 1831−1848.
- Дерягин Б.В., Прохоров A.B. К теории вскипания газированной жидкости // Коллоидный журнал. 1982. — Т.44, №>5. — С.847−862.
- Marciano J .H., Rojas A.J., Williams R.J.J. Curing kinetics of a rigid Polyurethane foam formulation // Polymer. 1982. — V.23. — P. 1489−1492.
- Кинетическое уравнение распада пересыщенного газом раствора / Ф. М. Куни, В. М. Огенко, JI.H. Ганюк, Л. Г. Гречко // Коллоидный журнал.- 1993. Т.55, № 2. — С.28−33.
- Куни Ф.М., Мелихов A.A., Трофимов Ю. В. Влияние параметров пересыщенного газом раствора и параметров внешнего создания метастабильности раствора на характеристики распада раствора // Коллоидный журнал. -1994. Т.56, №. — СЛ 87−192.
- Мелихов A.A., Трофимов Ю. В., Куни Ф. М. Теория преодоления активационного барьера при распаде пересыщенного газом раствора // Коллоидный журнал. -1994. Т.56, № 2. — С.201−204.
- Мелихов A.A., Трофимов Ю. В., Куни Ф. М. Метод итерационного нахождения спектра размеров закритических пузырьков газа при распаде пересыщенного газом раствора // Коллоидный журнал. 1994. — Т.56, № 2. -С.205−209.
- Трофимов Ю.В., Мелихов А. А., Куш! Ф.М. Теория распада пересыщенного газом раствора после стадии эффективного зарождения закритических пузырьков газа // Коллоидный журнал. 1994. — Т.56, № 2. -С.235−240.
- Трофимов Ю.В., Мелихов А. А., Купи Ф. М. Замкнутая система уравнений зарождения и роста закритических пузырьков газа при распаде пересыщенного газом раствора // Коллоидный журнал. -1994. Т.56, № 2. -С.241−245.
- Blander М., Katz J.L. Bubble nucleation in liquids // AIChE Journal. -1975. V.21, N5. — P.633−848.
- Blander M. Bubble nucleation in liquids // Advances in Colloid and Interface Science. 1979. — Y. 10. — P. 1−32.
- Baldwin D.F., Park C.B. Suh N.P. A microcellular processing study of poly (ethylene terepthalate) in the amorphous and semicrystalline states. Part 1: microcell nucleation // Polymer Engineering and Science. 1996. — V.36, N11. -P. 1437−1445.
- Baldwin D.F., Park C.B., Suh N.P. A microcellular processing study of poly (ethylene terepthalate) in the amorphous and semicrystalline states. Part 2: cell growth and process design // Polymer Engineering and Science. 1996. -V.36, N11. -P.1446−1453.
- Зельдович Я.Б., Тодес О. М. Кинетика образования двухфазных систем вблизи критической точки // Журнал эспериментальной и теоретической физики. -1940. -Т.10, вып. 12 CJ441−1445.
- Каган Ю. О кинетике кипения чистой жидкости // Журнал физической химии. -1960. Т.34, № 1. — С.92−100.
- Colton J.S. Nucleation of microcellular foam: theory and practice // Polymer Engineering and Science. -1987. V.27, N7. — P.500−503.
- Colton J.S., Suh N.P. The nucleation of microcellular thermoplastic foam with additives. Part 1. Experimental results and discussion // Polymer Engineering and Science. -1987. V.27, N7. — P.493−499.
- Goel S.K., Beckman E.J. Generation of microcellular polymeric foams using supercritical carbon dioxide. 1. Effect of pressure and temperature on nucleation // Polymer Engineering and Science. 1994. — V.34, N14. — P.1137−1147.
- Goel S.K., Beckman E.J. Generation of microcellular polymeric foams using supercritical carbon dioxide. 2. Cell growth and skin formation // Polymer Engineering and Science. -1994. V.34, N14. — P. l 148−1156.
- Parks K.L., Beckman E.J. Generation of microcellular polyurethane foams via polymerization in carbon dioxide. 1. Phase behavior of polyurethane precursors // Polymer Engineering and Science. 1996. — V.36, N19. — P.2404−2416.
- Parks K.L., Beckman E.J. Generation of microcellular polyurethane foams via polymerization in carbon dioxide. 2. Foam formation and characterization // Polymer Engineering and Science. 1996. — V.36, N19. -P.2417−2431.
- Colton J.S., Suh N.P. The nucleation of microcellular thermoplastic foam with additives. Part 1: Theoretical considerations // Polymer Engineering and Science. 1987. — V.27, N5. — P.485−492.
- Hobbs S.Y. Bubble growth in thermoplastic structural foams // Polymer Engineering and Science. 1976. — V.16, N4. — P.270−275.
- Han C.D., Villamizar C.A. Studies on structural foam processing. l. The rheology of foam extrusion // Polymer Engineering and Science. 1978. -V.18, N9. — P.687−698.
- Han C.D., Ma C.-Y. Foam extrusion characteristics of thermoplastic resin with fluorocarbon blowing agent. 1. Low-density polyethylene foam extrusion // Journal of Applied Polymer Science. 1983. — V.28. — P.2961−2982.
- Han C.D., Ma C.-Y. Foam extrusion characteristics of thermoplastic resin with fluorocarbon blowing agent. 2. Polystyrene foam extrusion // Journal of Applied Polymer Science. 1983. — V.28. — P.2983−2998.
- Yang H.-H., Han C.D. Foam extrusion charatreristics of thermoplastic resin with fluorocarbon blowing agent. 3. Foam sheet extrusion of polystyrene and low-density polyethylene // Journal of Applied Polymer Science. 1985. -V.30. — P.3297−3316.
- Huang D.C. White J.L. Extrudate swell from slit and capillary dies: an experimental and theoretical study // Polymer Engineering and Science. 1979. -V.19, N9. — P.609−616.
- Han CD., Ma C.-Y. Rheological properties of mixtures of molten polymer and fluorocarbon blowing agent. 1. Mixtures of low-density polyethylene and fluorocarbon blowing agent // Journal of Applied Polymer Science. 1983. — V.28, N2. — P.831−850.
- Han C.D., Ma C.-Y. Rheological properties of mixtures of molten polymer and fluorocarbon blowing agent. 2. Mixtures of polystyrene and fluorocarbon blowing agent // Journal of Applied Polymer Science. 1983. -V.28, N2. — P.851−860.
- Naturman L.I. How to select blowing agents for thermoplastics // Plastics Technology. -1969. -V.15, N10. P.41−47.
- Riahi F., Fellahi S., Karrad S. A new blowing agent for phenolic foams // ANTEC'90, Plast. Environ. Yesterday, Today and Tomorrow: Soc. Plast. Eng. 48th Annual Technical Conference and Exhibition. Dallas (Tex.), 1990. -P.680−682.
- Dwyer F.J., Zwolinski L.M., Thrun K.M. New blowing agent technology for extruded foams // ANTEC'90, Plast. Environ. Yesterday, Today and Tomorrow: Soc. Plast. Eng. 48th Annual Technical Conference and Exhibition. Dallas (Tex.), 1990. -P.721−725.
- Han J.H., Han C.D. A study of bubble nucleation in a mixture of molten polymer and volatile liquid in shear flow field // Polymer Engineering and Science. 1988. — V.28, N24. — P.1616−1627.
- Lee S.T., Biesenberger J.A. A Fundamental study of polymer melt devolatilization. 4. Some theories and models for foam-enhanced devolatilization // Polymer Engineering and Science. 1989. — V.29, N12. — P.782−790.
- Ramesh N.S., Rasmussen D.M., Campbell G.A. Numerical and experimental studies of bubble growth during the microcellular foaming process //PolymerEngineering and Science. -1991. V.31,N23. -P.1657−1664.
- Gorski R.A., Ramsey R.B., Dischart K.T. Physical properties of blowing agent polymer systems. 1. Solubility of fluorocarbon blowing agents in thermoplastic resins // Journal of Cellular Plastics. 1986. — V.22, N1. — P.21−53.
- Kemblowski Z., Sek J. Residence time distribution in a real single screw extruder // Polymer Engineering and Science. 1981. — V.21, N18. -P.l 194−1202.
- Hansen R.H. Production of fine cells in the extrusion of foams // SPE Journal. -1962. V.18,N1. -P.77−82.
- Khan S.A., Armrstrong R.C. Rheology of foams: 1. Theory for dry foams // Journal of Non-Newtonian Fluid Mechanics. 1986. V.22, N1. — P. l-22.
- Khan S.A., Armrstrong R.C. Rheology of foams: 2. Effects of polydispersity and liquid viscosity for foams having gas fraction approaching unity // Journal of Non-Newtonian Fluid Mechanics. 1987. — V.25. — P.61−92.
- Ю5.Малкин А. Я., Фридман М. Л. Реология и проблемы технологии пластических масс // Пластические массы. 1976. — № 8. — С.23−28.
- PrudrHomme R.K., Gregory W.J., Andres R.P. Homogeneous nucleation temperatures for concentrated polystyrene^enzene solutions // Journal of Polymer Science. Polymer Symposium. 1985. — V.72. — P.263−275.
- Amon M., Denson C.D. A study of the dynamics of foam growth: analysis of the growth of closely spaced spherical bubbles // Polymer Engineering and Science. 1984. — V.24, N13. — P. 1026−1034.
- Amon M., Denson C.D. A study of the dynamics of foam growth: simplified analysis and experimental results for bulk density in structural foam molding // Polymer Engineering and Science. 1986. — V.26, N3. — P.255−267.
- Kumar Y., Suh N.P. A process for making microcellular thermoplastic parts // Polymer Engineering and Science. 1990. — V.30, N20. -P. 1323−1329.
- Park H., Youn J.R. Study on reaction injection molding of polyurethane microcellular foam // Polymer Engineering and Science. 1995. -V.35, N23. — P. 1899−1906.
- Park C.B., Cheung L.K. A study of cell nucleation in the extrusion of polypropylene foams // Polymer Engineering and Science. 1997. — V.37, N1. P. MO.
- Borgaonkar H., Ramani K. Stability analysis in single screw extrusion of thermoplastic elastomers using simple design of experiments //Advances in Polymer Technology. -1998. -V.17, N2. P.115−126.
- Baser S.A., Khakhar D.V. Modeling of the dynamics of R-ll blown polyurethane foam formation // Polymer Engineering and Science. 1994. -V.34, N8. — P.632−641.
- Baser S.A., Khakhar D.V. Modeling of the dynamics of water and R-11 blown polyurethane foam formation // Polymer Engineering and Science. -1994. V.34, N8. — P.642−649.
- Bigg D.M., Preston J.R. An experimental technique for predicting foam processability and physical properties // Polymer Engineering and Science. 1976. — V.16, N10. — P.706−711.