Процесс разборки узлов проточной части турбины высокого давления
Во фланцевых соединениях цилиндров высокого давления современных турбин действуют значительные усилия, поэтому затяжка (и соответственно разборка) крепежа диметром 64 мм и более производится «нагорячо» с применением специальной оснастки (шпильконагревателей) и контролем удлинения шпилек. Нагрев до образования зазора между торцом гайки и плоскостью подрезки осуществляется в течение 20…30 мин… Читать ещё >
Процесс разборки узлов проточной части турбины высокого давления (реферат, курсовая, диплом, контрольная)
Аннотация
В данной курсовой работе приведён процесс разборки узлов проточной части ТВД.
- Введение
- 1 Принцип работы и технические характеристики ГТК — 25ИР
- 1.1 Принцип работы газотурбинной установки
- 1.2 Технические характеристики ГПА
- 2 Демонтаж узлов ТВД установки ГТК-25ИР
- Основные сокращения
- Список использованных источников
Введение
Перед началом разборки ТВД снимается обшивка всей турбины. С цилиндра и корпусов подшипников турбины убираются контрольно-измерительные приборы, электропроводка исполнительных механизмов и сами механизмы.
Перед вскрытием ТВД должна быть удалена изоляция турбины, так как в процессе ремонта производится зачистка под контроль металла цилиндров.
До вскрытия цилиндров в обязательном порядке необходимо выполнить следующие работы:
— вскрыть корпуса подшипников;
— вскрыть сами подшипники;
Перечисленные работы должны быть выполнены для того, чтобы при подъеме крышки цилиндра, в случае возникновения задевания ее за ротор и, вследствие этого, подъема ротора вместе с крышкой, не погнуть ротор.
По мере разборки цилиндра в открывающиеся проемы и отверстия должны устанавливаться заглушки для предохранения от попадания посторонних предметов (в трубопроводы малых диаметров допускается установка деревянных пробок).
Все снимаемые при разборке детали маркируются. Маркировка деталей производится краской. На шпильках и гайках литых цилиндров указывается их номер в соответствии с чертежом и сторона установки. На диафрагмах и обоймах указывается номер ступени и какая (верхняя или нижняя) половина (в дополнение к номеру, выбитому на каждой детали). Дополнительная маркировка сегментов уплотнений не производится (клеймение производится только в случае замены сегментов).
Во фланцевых соединениях цилиндров высокого давления современных турбин действуют значительные усилия, поэтому затяжка (и соответственно разборка) крепежа диметром 64 мм и более производится «нагорячо» с применением специальной оснастки (шпильконагревателей) и контролем удлинения шпилек. Нагрев до образования зазора между торцом гайки и плоскостью подрезки осуществляется в течение 20…30 мин. После нагрева отвертывание гайки производится с помощью ключа с рычагом 1,0… 1,5 м.
После разборки крепежа снимается верхняя половина корпуса цилиндра с помощью специальных грузоподъемных приспособлений — траверс. Перед подъемом крышки краном ее предварительно приподнимают на несколько миллиметров отжимными болтами. При подъеме необходимо контролировать отсутствие перекосов и смещений верхней половины цилиндра относительно нижней.
После вскрытия верхней половины цилиндра производится разборка верхних половин деталей проточной части цилиндра (обойм диафрагм, диафрагм и обойм уплотнений).
Перед разборкой нижней половины проточной части должен быть снят паспорт проточной части цилиндра. При этом замеряются все осевые и радиальные зазоры между деталями статора и ротора; полученные величины заносятся в специальные формуляры.
При конструкции турбин, в которых диафрагмы устанавливаются в обоймы, после снятия крышки цилиндра следует выполнить проверку правильности положения обойм в цилиндре, так как при короблениях цилиндра или обойм возможны отклонения гребней обойм от вертикали.
До выемки ротора из цилиндра необходимо произвести замеры осевых зазоров между дисками и диафрагмами с обеих сторон по бандажам лопаток и промежуточным телам, а также радиальных зазоров между гребнями уплотнений диафрагм и валом. Зазоры измеряются с помощью плоских, клиновых и длинных ленточных щупов при осевом положении ротора, отжатом в упорном подшипнике на рабочие колодки.
После проверки зазоров производится выемка обойм с диафрагмами или отдельно диафрагм (при отсутствии обойм). Для этого в специальные резьбовые отверстия, имеющиеся в диафрагмах и обоймах, вворачиваются рым — болты. Выемка осуществляется малым крюком крана с помощью стального троса.
Диафрагмы, особенно чугунные, иногда заклиниваются в корпусе цилиндра. Причиной этого могут быть недостаточные тепловые зазоры. Выемка заклинивших диафрагм производится после обильного смачивания мест заедания керосином и обстукивания диафрагм свинцовой кувалдой по торцам и стыку.
Выемка диафрагм из обоймы производится после установки обоймы на подкладки или в специальные кассеты. Вынутые диафрагмы укладываются на доски или резиновые маты (изготовленные из старой транспортерной ленты) и маркируются.
Одной из самых важных операций, которой должно уделяться максимальное внимание, является вскрытие корпусов подшипников и их разборка. При вскрытии крышки корпуса подшипника очень важно проверить натяг по верхней колодке вкладыша (обоймы) подшипника, а при разборке собственно подшипника необходимо выполнить замеры верхнего и боковых зазоров и проверить прилегание центрирующих колодок к расточке корпуса подшипника. Эти сведения необходимы как для анализа работы турбоагрегата до ремонта, так и для принятия решения по требующемуся объему ремонта. Указанные замеры должны быть занесены в ремонтный формуляр.
Выемка ротора производится после выполнения комплекса необходимых замеров зазоров и положений деталей при полностью остывшей турбине: осевых и радиальных зазоров в проточной части турбины, прогиба вала, разбега в упорных подшипниках, осевого и радиального биения рабочих дисков, упорного диска, полумуфт и других насаженных на вал деталей, зазоров по лабиринтовым уплотнениям, по подшипникам и других.
Выемка ротора из цилиндра и производится с помощью подъемных приспособлений — траверс.
Во время подъема ротора необходимо следить за отсутствием задеваний бандажами, дисками или лопатками о детали статора, а также за сохранением зазора между соединительными полумуфтами. При перекосах, заеданиях и задеваниях дальнейший подъем ротора должен быть прекращен до выяснения и полного устранения их причин.
После подъема на высоту, достаточную для отвода в сторону, ротор краном доставляется к месту укладки на заранее подготовленные стойки. При опускании ротора на стойки необходимо следить, чтобы кольца лабиринтовых уплотнений не ложились на стойки.
1 Принцип работы и технические характеристики ГТК-25ИР
1.1 Принцип работы газотурбинной установки
Газотурбинная установка представляет собой тепловой двигатель, для преобразования энергии подводимого теплового потока измеряемого в КДж/ч, в механическую мощность, измеряемую в КВт.
В качестве рабочей среды газовые турбины используют окружающий воздух. Забор воздуха, являющегося рабочей средой турбины, осуществляется воздушным компрессором турбокомпрессорного агрегата. Существующее давление воздуха повышается в компрессоре; при этом приводом компрессора служит турбина высокого давления. Воздушный компрессор и ротор турбины высокого давления в сборе образуют узел компрессора и ротора ТВД.
При нормальном потреблении мощности, подаваемой газотурбинной установкой, компрессор и ротор ТВД вращаются при номинальном числе оборотов 5100 об/мин. Расход воздуха на входе остается фактически постоянным, поскольку число оборотов ротора компрессора и ротора ТВД остаются неизменными, даже при изменении выходной мощности газотурбинной установки или при изменении значений температуры и давления окружающего воздуха. В нормальных условиях температура составляет 15 0С, а давление 760 мм рт.ст.
Воздушный поток поступает в рекуператор и теплообменник, где происходит противоточный теплообмен между выхлопными газами турбины и сжатым осевым компрессором воздухом. Далее подогретый воздух поступает в камеру сгорания где смешивается с природным топливным газом и сжигается. Газовый поток, созданный продуктами сгорания, поступает на первую ступень турбины высокого давления, где давление и температура рабочего газа понижаются по мере отдачи для подачи мощности на компрессор и ротор турбины для привода воздушного компрессора.
Затем поток рабочего газа поступает на вторую ступень турбины низкого давления, где его давление понижается до уровня давления окружающего воздуха. В то же время понижается температура газа. При этом процессе мощность, отдаваемая газовым потоком на ротор турбины низкого давления, должна быть достаточной для привода нагнетателя природного газа.
1.2 Технические характеристики ГПА
Таблица 1 — Технические характеристики ГПА
Наименование | Единица измерения | Значение | |
Номинальная мощность | КВт | ||
Коэффициент полезного дейстия | % | ||
Номинальная скорость вращения компрессора | об/мин | ||
Ном. скорость вращения силовой турбины | об/мин | ||
Количество ступеней компрессора | ; | ||
Допустимый разброс температуры на выхлопе | єС | ||
Разрежение, при котором открывается аварийная дверца ВЗК | мм вод. ст. | ||
Число оборотов, при которых срабатывает бойковый автомат ТВД | об/мин | 5650±50 | |
Число оборотов, при которых срабатывает бойковый автомат ТНД | об/мин | 5236±50 | |
Число оборотов, при которых срабатывает бойковый автомат турбодетандера | об/мин | 5000±150 | |
Максимальная температура корпусов диафрагмы второй ступени | єС | ||
Максимальный уровень вибрации в горизонтальном и вертикальном направлении | мм/сек | 2,540 | |
Главный масляный насос | |||
— производительность | л/мин | ||
— давление | кгс/смІ | 5,300 | |
Пусковой насос смазочного масла | |||
— производительность | л/мин | ||
— давление | кгс/смІ | 6,300 | |
Аварийный насос смазочного масла | |||
— производительность | л/мин | ||
— давление | кгс/смІ | 1,41 | |
Расходы масла на смазку | |||
— редуктора | л/мин | ||
— подшипника № 1 | л/мин | ||
— подшипника № 2 | л/мин | ||
— подшипника № 3 | л/мин | ||
— подшипника № 4 | л/мин | ||
— нагнетателя | л/мин | 280−470 | |
— промежуточного вала «редуктор — осевой компрессор» | л/мин | ||
— промежуточного вала «турбина — нагнетатель» | л/мин | ||
Давление в коллекторе масла к подшипникам | кгс/смІ | 1,760±0,400 | |
Перепад на фильтрах масляной системы | кгс/смІ | не выше 1,030 | |
Главный насос гидравлической жидкости | |||
— давление на выходе насоса | кгс/смІ | 140−210 | |
— температура масла не более | єС | ||
— степень фильтрации масла | мм | ||
Перепад на фильтре гидравлической жидкости | кгс/смІ | 1,400−1,750 | |
Ёмкость маслобака | л | ||
Уровень масла в маслобаке (от верхнего края бака) | |||
— высокий уровень | мм | ||
— низкий уровень | мм | ||
2 Демонтаж узлов ТВД установки ГТК-25ИР
Таблица 1 — Демонтаж верхней половины соплового аппарата ступени ТВД
Операция | Содержание операции | Технические требования | |
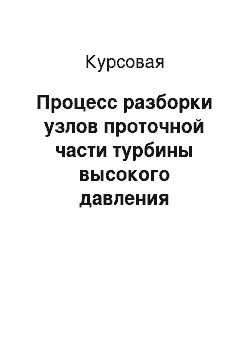
1 Демонтаж верхней половины соплового аппарата 1-ой ступени См. рисунок 1а, 16, 1 В. | 1.1 См. рисунок 1а. Замерить тепловой зазор «а» на опоре обоймы слева и справа. Данные занести в ремонтный формуляр. 1.2 Расстопорить и отвернуть пять болтов 1 на верхней половине зажимного кольца 2. Снять стопорные пластины 3. 1.3 Снять верхнюю половину кольца 2. 1.4 См. рисунок 16. Снять два шнуровых уплотнения 20. 1.5 См. рисунок 1а. Отвернуть и снять шесть болтов 4 на горизонтальном разъёме соплового аппарата первой ступени 5. Маркировать болты. 1.6 См. рисунок 1 В. Застропить верхнюю половину соплового аппарата 5. 1.7 Отделить верхнюю половину соплового аппарата 5 от нижней половины и установить на брусья. 1.8 См. рисунок 16. Снять сегменты уплотнения 8. 1.9 См. рисунок 1а. Снять уплотнительные пластины 10 с горизонтального разъёма соплового аппарата 5. | Зазор «а» =0,26−0,43 мм | |
2 Демонтаж опорного кольца См. рисунок 1а, 1в | 2.1 См. рисунок. 1а. Отвернуть и снять четыре болта 11 на горизонтальном разъёме опорного кольца 9. 2.2 См. рисунок. 1 В. Установить приспособление 12 для подъёма опорного кольца, завернув болт 1. 2.3 Завернуть в приспособление 12 рым-болт 13. 2.4 Застропить верхнюю половину опорного кольца 9. 2.5 См. рисунок 1а. Отделить верхнюю половину опорного кольца 9 от нижней половины. Подъём осуществлять медленно, без перекосов, во избежание повреждения двух контрольных штифтов 14. Контрольные штифты 14 без необходимости не снимать. 2.6 Уложить верхнюю половину опорного кольца 9 на брусья. 2.7 Замерить зазоры «б-е» по проточной части ТВД слева и справа. Данные занести в ремонтный формуляр. 3 Очистить детали от грязи, коррозии; промыть и продуть сжатым воздухом. 4 Произвести дефектацию деталей и крепежа. | Ротор ОК-ТВД должен быть сдвинут до упора в рабочие колодки (в сторону всаса) | |
Рисунок 1 — Сопловой аппарат 1-ой ступени ТВД
1,4,11,15,18-болт; 2-зажимное кольцо (верхняя половина); 3-стопорная пластина; 5-сопловой аппарат 1-ой ступени; 7, 14- контрольный штифт; 8-сегмент уплотнения; 9-опорное кольцо; 10-уплотнительная пластина; 12-приспособление; 13-рым-болт; 16-зажим; 17-пластина; 19-эксцентриковый штифт; 20- уплотнение; 21-сегмент сопла; 22-упорная полоска Таблица 2 — Демонтаж верхней половины соплового аппарата ступени ТВД
Приспособления | Кол-во | Номер опер. | Инструмент | Кол-во | Номер опер. | Расходные материалы | Кол-во | |
Приспособление для подъёма опорного кольца | Слесарно-монтажный инструмент | |||||||
ОС 519.000 (СКБ «СГТР») | Ключ шестигранный 5/8 (имп.) | |||||||
Рым-болт ¾(имп.) | Ключ шестигранный ¾ (имп.) | |||||||
Скоба ГП 1000 кг (имп.) | Ключ шестигранный 7/8 (имп.) | |||||||
Болт отжимной ¾ (имп.) | Ключ с открытым зевом 1×1 1/8 (имп.) | |||||||
Штифт направляющий (имп.) | Молоток 7850−0103 (Q=0,5 кг) | |||||||
Строп 1050 мм (имп.) | Крейцмейсель 2814−0002 | |||||||
Строп 1500 мм (имп.) | Мерительный инструмент | |||||||
Строп 1820 мм (имп.) | Щупы № 2, кл. 2 | |||||||
Скоба ГП 3250 кг (имп.) | Плоскопараллельные меры длины 1-Н2 | |||||||
Брус деревянный 100×100×1000 | ||||||||
Брус деревянный 100×100×2000 | ||||||||
Таблица 3 — Разборка подшипников ротора ОК — ТВД
Операция | Содержание операции | Технические требования | |
1 Разборка подшипника № 1 См. рисунок 2.1 | 1) При проведении замеров ротор должен быть смещён в сторону всаса до упора в рабочие колодки. 2) Обозначение зазоров «слева» и «справа» считать в направлении потока. 1.1 См. рисунок 2.1. Отвернуть и снять восемь болтов 14 и снять корпус магнитного датчика тахометра 15. Выпрессовать контрольные штифты 16. 1.2 Замерить осевой разбег ротора: • установить штатив с магнитным основанием так, чтобы головка индикатора касалась бурта ротора ОК-ТВД; • продвинуть ротор ОК-ТВД в сторону всаса до упора в рабочие колодки и установить стрелку индикатора на «0» ; • продвинуть ротор в сторону выхлопа до упора в установочные колодки, записать показание индикатора, которое является осевым разбегом ротора. 1.3 Повторить п. 1.2 дважды. Данные занести в формуляр. 1.4 Снять штатив с индикатором. 1.5 Отвернуть и снять четыре болта 17 и 18 болтов 18 на горизонтальном разъёме корпуса подшипника 1.6 Выпрессовать из горизонтального разъёма корпуса 1 четыре установочных штифта 19. 1.7 Завернуть в крышку подшипника два рым-болта 20 и застропить. Установить четыре направляющих штифта 21 в нижнюю половину. 1.8 Отжать крышку подшипника при помощи двух отжимных болтов 22. 1.9 Снять верхнюю половину корпуса подшипника 1 и уложить на брусья горизонтальным разъёмом вверх. 1.10 Отвернуть два винта 13 крепления верхней половины вкладыша 9; снять две шайбы 23 и вынуть вкладыш. 1.11 Замерить зазоры по масляным уплотнениям «г1» «д1» и «е1» справа и слева от горизонтального разъёма. Данные занести в формуляр. 1.12 Отвернуть стопорный винт 12 на верхней половине подшипника 1 и снять верхнюю часть масляного уплотнения 10. 1.13 Вынуть из верхней половины корпуса подшипника 1 верхние части: масляного уплотнения 2, прокладки 4, обоймы упорных рабочих колодок 5 с колодками 6; установочных упорных колодок 7, прокладки 8. 1.14 Выкатить из нижней половины корпуса подшипника 1 нижние части: упорных рабочих колодок 5, 6; установочных упорных колодок 7, прокладки 8, прокладки 4. | Размер «Р» =0,36−0,50 мм | |
1.15 Замерить диаметральный зазор «в» по уплотнительному кольцу 3. Данные занести в ремонтный формуляр. 1.16 Зазоры «а» и «H1» по опорному вкладышу и зазоры «г1» «д1» и «е1» сверху и снизу определить методом обмера после снятия ротора осевого компрессора. Данные занести в ремонтный формуляр. | Зазор «в» = 0,10−0,20 мм | ||
2 Разборка подшипника № 2 См. рисунок 2.2 | 2.1 См. риcунок. 2.2. Выпрессовать из горизонтального разъёма корпуса подшипника 1 четыре контрольных штифта 2. 2.2 Отвернуть и снять два болта 3. 2.3 Отвернуть и снять 12 болтов 4 на горизонтальном разъёме корпуса подшипника 1. 2.4 Завернуть в верхнюю половину корпуса подшипника 1 два рым-болта 5. 2.5 Застропить верхнюю половину корпуса подшипника № 2. 2.6 Завернуть четыре отжимных болта 6 и отжать верхнюю половину корпуса подшипника 1 от нижней половины. 2.7 Снять верхнюю половину корпуса подшипника 1 и установить на брусья горизонтальным разъёмом вверх 2.8 Отвернуть два винта 7, снять две шайбы 8 и верхнюю половину вкладыша 9. 2.9 Отвернуть два стопорных винта 10 из верхней половины корпуса подшипника 1 и выкатить два масляных уплотнения 11. 2.10 Замерить на горизонтальном разъёме зазоры по масляным уплотнениям «б2-д2» слева и справа. Данные занести в ремонтный формуляр. Примечание — Зазоры «б2-д2» снизу и сверху, а также «Н2» и «а2» определить методом обмера после снятия ротора ОК-ТВД. Данные занести в ремонтный формуляр. | ||
Рисунок 2.1 — Подшипник № 1
1-корпус подшипника; 2,10-масляное уплотнение; 3,11-уплотнительное кольцо; 4,8-прокладка; 5-обойма рабочих колодок, 6-упорные рабочие колодки; 7-установочные упорные колодки; 9-вкладыш (верхняя половина); 12,16,24-стопорный винт; 13-винт; 14,17,18-болт; 15-корпус магнитного датчика тахометра;
19-установочный штифт; 20-рым-болт; 21-направляющий штифт; 22-отжимной болт; 23- шайба; 25-вкладыш (нижняя половина) Рисунок 2.2 — Подшипник № 2
1-корпус подшипника; 2,10-контрольный штифт; 3,4-болт; 5-рым-болт; 6-отжимной болт; 7-винт; 8-шайба; 9-верхняя половина вкладыша; 11,13- масляное уплотнение; 12-нижняя половина вкладыша Таблица 4 — Разборка подшипников ротора ОК-ТВД
Приспособления | Кол-во | Номер опер. | Инструмент | Кол-во | Номер опер. | Расходные материалы | Колво | |
Штифт направляющий (имп.) | Слесарно-монтажный инструмент | |||||||
Болт отжимной ¾ (имп.) | Ключ с открытым зевом 13/16×15/16 (имп.) | |||||||
Строп 1СК-1.0ХЛ 1100 | Ключ шестигранный 1/8 (имп.) | |||||||
Строп СКГИ-0,7 ХЛ 1500 | Ключ шестигранный ¼ (имп.) | |||||||
Скоба ГП 1000 кг (имп.) | Ключ шестигранный 3/8 (имп.) | |||||||
Брус деревянный 100×100×500 | Ключ шестигранный 5/8 (имп.) | |||||||
Приспособления для удаления штифтов 3/8 — 16; | Ключ шестигранный 7/8 (имп.) | |||||||
¾ -10 (имп.) | Головка накидная 12-ти гранная ¾×1 1/8 (имп.) | |||||||
Домкрат для перемещения роторов ОК и ТНД (имп.) | Отвертка 7710−0301 | |||||||
Рым-болт ¾ (имп.) | Удлинитель ½ (имп.) | |||||||
Вороток ½ (имп.) | ||||||||
Трещётка 1 | ||||||||
Мерительный инструмент | ||||||||
Штангенциркуль ШЦ-1−125−0,1 | ||||||||
Штангенциркуль ШЦ-И -250−0,05 | ||||||||
Щупы № 2, кл. 2 | ||||||||
Штатив LUM-IIH-8 | ||||||||
Индикатор ИЧ10 кл.1 | ||||||||
Микрометр МК 150−1 | ||||||||
Микрометр МК 225−1 | ||||||||
Микрометр МК 250−1 | ||||||||
Микрометр МК 275−1 | ||||||||
Нутромер НМ 600 | ||||||||
Таблица 5 — Демонтаж ротора ОК — ТВД
Операция | Содержание операции | Технические требования | |
1 Демонтаж ротора ОК — ТВД См. рисунок 3 | 1.1 См. рисунок 3. Установить траверсу 1 для роторов ОК — ТВД и ТНД в положение для поднятия ротора ОК — ТВД. 1.2 Застропить ротор ОК-ТВД 2 и выбрать натяжение стропов. 1.3 Поднять ротор 2, отвести в сторону. | Стропы должны быть обрезинены | |
2 Определение зазоров по проточной части См. рисунок 2.1, 2.2, 4 | 2.1 Положить свинцовую проволоку для замера нижних зазоров: * «а», «б» — по рабочим и направляющим лопаткам «0», «1−15» ступеням осевого компрессора: * «а» — снизу по рабочим лопаткам ТВД. 2.2 Уложить ротор турбокомпрессора на нижние половины вкладышей. Ослабить стропа. 2.3 Повторить пункт 1.3 и уложить ротор на «козлы» . 2.4 Замерить толщину оттисков свинцовой проволоки. Данные занести в ремонтный формуляр. 2.5 См. рисунок 2.1. Снять нижнюю половину вкладыша 25 и нижнюю половину воздушного уплотнительного кольца 11 подшипника № 1. 2.6 См. рисунок 2.2. Снять нижние половины: вкладыша 12 и масляных уплотнений 13 подшипника № 2. 2.7 См. рисунок 4. Завернуть в нижнюю половину воздушной обоймы 8 четыре рым-болта, застропить, выбрать натяжение стропа. 2.8 Отвернуть и снять четыре болта 7 крепления нижней половины воздушной обоймы 8 к напорному патрубку 2. 2.9 Снять нижнюю половину воздушной обоймы 8. 2.10 Собрать две половины воздушной обоймы 8 и определить методом обмера зазоры «и», «к». Данные занести в ремонтный формуляр. | " а" = 4,62−5,08 (по ТВД) Зазоры «и», «к» = 1,42−1,57 | |
3 Определение зазоров по подшипнику № 1 | 3.1 Определить методом обмера зазоры «а» и «H1» по опорному вкладышу и зазоры «г1» «д1» и «е1» сверху и снизу. Данные занести в ремонтный формуляр. | " аверх" =0,25−0,36 мм, «алев» =0,29−0,34 мм, «Н1» =0,02−0,13 мм, «г1-e1» =0,15−0,23 мм. | |
4 Определение зазоров по подшипнику № 2 | 4.1 Определить методом обмера зазоры «а» и «Н2» по опорному вкладышу и зазоры «б2 — д2» сверху и снизу. Данные занести в ремонтный формуляр. | " аверх" =0,32−0,43 ММ, «алев» =0,37−0,42 мм, «Н2» =0,02−0,13 ММ, «б2», «Д2» =0,33−0,38 ММ; «В2», «г2» =0,51−0,55 ММ. | |
5 Произвести дефектацию всех деталей. | |||
Рисунок 3 — Строповка ротора ОК — ТВД
1-траверса; 2-ротор Рисунок 4 — Напорный патрубок ОК
1,3 — контрольные штифты; 2 — верхняя половина напорного патрубка; 4,5,6,7,10 — болты; 8 — воздушная обойма; 9 — рым — болт; 11 — установочный штифт; 12 — гайка; 13 — призонная шпилька; 14 — таль.
Таблица 6 — Демонтаж ротора ОК — ТВД
Приспособления | Кол-во | Номер опер. | Инструмент | Кол-во | Номер опер. | Расходные материалы | Кол-во | |
Рым-болт ½ (имп.) | Слесарно-монтажный инструмент | Проволка ПКРХХ | ||||||
Брус деревянный 100×100×1000 | Ключ шестигранный 5/8 (имп.) | 1,25КТС1 | ||||||
Траверса для роторов Н 3576 AG01 (имп.) | Выколотка медная | |||||||
Скоба ГП 17 000 кг (имп.) | Мерительный инструмент | |||||||
Строп 1000 мм ГП 10 т (имп.) или 1СК-10.0 ХЛ 2000 | Штангенциркуль ШЦ-И25−0,1 | |||||||
Строп 3000 мм для роторов 1 и 2ой ступени (имп.) | Штангенциркуль ШЦ-И -250−0,05 | |||||||
Строп СКП1−0.7 ХЛ 1500 | Щупы № 2, кл. 2 | |||||||
Козлы (цеховые) | Щупы № 3, кл. 2 | |||||||
Штатив ШМ-НН-8 | ||||||||
Индикатор ИЧ10 кл.1 | ||||||||
Микрометр МК 150−1 | ||||||||
Микрометр МК 225−1 | ||||||||
Микрометр МК 250−1 | ||||||||
Микрометр МК 275−1 | ||||||||
Нутромер НМ 600 | ||||||||
Таблица 7 — Демонтаж нижней половины соплового аппарата ступени ТВД
Операция | Содержание операции | Технические требования | |
1 Демонтаж нижней половины соплового аппарата 1-ой ступени См. рисунок 1а, 1б, 4, 5 | 1.1 См. рисунок 1а. Расстопорить и отвернуть пять болтов 1 на нижней половине зажимного кольца. 1.2 Снять нижнюю половину зажимного кольца 2. 1.3 Завернуть в нижнюю половину опорного кольца 9 два рым-болта, застропить её и выбрать натяжение стропа. 1.4. См. рисунок 4. Отвернуть и снять 12 болтов 6 на вертикальном фланце напорного патрубка 2 и нижней половины опорного кольца 1.5 Вынуть нижнюю половину опорного кольца из корпуса и уложить на брусья. 1.6 См. рисунок 1б. Отвернуть четыре болта 15 и снять два зажима 16(предварительно нанести маркировку местоположения). 1.7 Отвернуть и снять два болта 18 крепления эксцентрикового штифта 19 на нижней половине корпуса турбины. 1.8 Снять эксцентриковый штифт 19, нанести маркировку. 1.9 См. рисунок 5. Завернуть в горизонтальный разъём нижней половины сопла ТВД 1 два рым — болта 2. 1.10 Застропить нижнюю половину сопла ТВД 1. 1.11 Поднять нижнюю половину сопла ТВД, уложить на брусья. 1.12 См. рис. 1б Снять сегменты уплотнения 8 с нижней половины сопла ТВД. 1.13 См. рис. 1а. Снять две опорные пластины 17. Маркировать местоположение. 1.14 См. рис. 1б. Снять два уплотнения 20. 2 Очистить от грязи, окалины; промыть и просушить. 3 Произвести дефектацию деталей. | ||
турбина высокий давление Рисунок 5 — Демонтаж нижней половины соплового аппарата первой ступени.
1 — нижняя половина сопла ТВД; 2 — рым — болт Таблица 8 — Демонтаж нижней половины соплового аппарата ступени ТВД
Приспособления | Кол-во | Номер опер. | Инструмент | Кол-во | Номер опер. | Расходные материалы | Колво | |
Рым-болт ¾ (имп.) | Ключ с открытым зевом ¾×7/8 (имп.) | |||||||
Рым-болт 1 ¼ (имп.) | Ключ с открытым зевом 1×11/8 (имп.) | |||||||
Строп СКП1−1.4 ХЛ 1500 | Крейцмейсель 2814−0002 | |||||||
Строп СКП1−1.4ХЛ 3500 | Ключ шестигранный ¾ (имп.) | |||||||
Скоба ГП 1000 кг (имп.) | Молоток 7850−0103 | |||||||
Брус деревянный 100×100×1000 | Электрограф 78 020−010 (имп.) | |||||||
Таблица 9 — Разлопачивание диска ТВД
Операция | Содержание операции | Технические требования | |
1 Разлопачивание диска ТВД См. рисунок 6 | 1.1 Установить ротор на роликовые опоры. 1.2 См. рисунок 6. Выбрать на передней стороне диска ТВД 3 широкую покрывную пластину 1. Примечание — Покрывная широкая пластина 1 шире узкой пластины 2 на 5 мм. 1.3 Маркировать елочный венец диска ТВД, расположенный справа от выбранной широкой стопорной пластины. цифрой «1», а ёлочный венец диска ТВД слева от выбранной пластины — цифрой «2» . 1.4 Маркировать елочные венцы покрывных пластин цифрами от «1» до «80» с передней и задней сторон диска ТВД. Задние покрывные пластины маркировать цифрами с точками — 1., 2., 3. и т. д., а передние — цифрами с буквой «П» . 1.5 Нанести временную маркировку на лопатки диска 3 цифрами от «1» до «80» с передней стороны идентично номерам покрывных пластин. Примечания 1) На диске ТВД не должно быть никаких других маркировок, кроме «1» и «2» . 2) Для маркировки не допускается использовать краски, содержащие свинец или графит. 3) Не допускается маркировка покрывных пластин с помощью ударных клейм. 1.6 Отогнуть застопоренные края головок поворотных замков 4, зачеканенных в паз диска ТВД. Примечание — При отгибании соблюдать осторожность, чтобы не повредить поверхность диска. 1.7 Обстукивая головки замков, развернуть их на 180° («лысками» от центра диска). 1.8 Зафиксировать замки в открытом положении клейкой лентой. 1.9 Снять широкую покрывную пластину 1 с номером «1П», постукивая по лопатке. 1.10 Пропустить следующую пластину и снять аналогичным образом широкую пластину с номером «ЗП». Снять пластину с номером «2П» . 1.11 Снять два уплотнительных штифта 5. 1.12 Ударить слегка полиуретановым молотком по хвостовику лопатки № 5 и снять покрывную пластину «5П». Снять пластину «4П» и два уплотнительных штифта. 1.13 Повторить пункт 1.12, поворачивая ротор на роликовых опорах, для оставшихся пластин и штифтов. 1.14 Повторить п. 1.9−1.13 для пластин 6 и 7 с другой стороны диска. 1.15 Промаркировать лопатки, нанося маркировку на хвостовик лопатки. 1.16 Снять 80 лопаток, удаляя по одной за раз. 1.17 Снять клейкую ленту и вынуть из елочных пазов 80 поворотных замков 4. | ||
Рисунок 6 — Разлопачивание диска ТВД
1,2,6,7 — покрывная пластина; 3 — диск ТВД; 4 — поворотный замок; 5 — уплотнительный штифт
Таблица 10 — Разлопачивание диска ТВД
Приспособления | Кол-во | Номер опер. | Инструмент | Кол-во | Номер опер. | Расходные материалы | Кол-во | |
Опора роликовая (имп.) | Электрограф 78 020−010 (фирмы «АЕГ») или фломастер черный ТУ 250 327.002−84 | Лента изоляционная 1 ШОЛ-20×20 | ||||||
Молоток 7850−0115 Ц15 ХР | Керосин ОСТ 38.1 407−86 | |||||||
Крейцмейсель 2814−0002 У7АН12Х1 | ||||||||
Молотки полиуретановые. Набор ТУ 84−707−77 | ||||||||
Плоскогубцы 7814−0095X9 | ||||||||
Таблица 11 — Разборка соплового аппарата ступени ТВД
Операция | Содержание операции | Технические требования | |
1 Разборка соплового аппарата первой ступени См. рисунок 7 | 1.1 См. рисунок 7. Пронумеровать (при отсутствии маркировки) уплотнительные пластины 4 и сегменты лопаток 3. 1.2 Удалить сварные швы, фиксирующие пластину 2, шлифмашинкой. 1.3 Снять пластину 2 и зачистить от наплавленного металла. 1.4 См. рис. 7, вид В. Маркировать (при отсутствии маркировки) штифт 1 и его местоположение на обойме 6. 1.5 Удалить штифт 1. 1.6 Повторить п. 1.2−1.5 одиннадцать раз для штифтов 1. 1.7 Удалить сварку, фиксирующую штифт 5. 1.8 Удалить штифт 5. 1.9 Повторить п. 1.7, 1.8 23 раза. 1.10 Снять 12 уплотнительных пластин 4. 1.11 Снять сегмент № 1; смазать маслом обойму соплового аппарата. 1.12 Снять остальные одиннадцать сегментов. | ||
Рисунок 7 — Сопловой аппарат ступени ТВД
1,5 — штифт; 2 — пластина; 3 — сегмент лопаток; 4 — уплотнительная пластина; 6 — обойма
Таблица 12 — Разборка соплового аппарата ступени ТВД
Инструмент | Кол-во | Номер опер. | Расходные материалы | Кол; во | |
Ключ с открытым зевом 7811−0041 (27×30) | |||||
Напильник 2810−0027 | |||||
Зубило 2810−0153 | |||||
Кернер 7843−0039, 7843−0040 Н12×1 (d=4) | |||||
Сверло 2300−3682 | |||||
Молоток 7850−0116, 7850−0121 | |||||
Выколотка медная | |||||
Машина ручная сверлильная пневматическая ИП-1021 | |||||
Оправка 6039−0002 | |||||
Патрон 4-В10 | |||||
Круг Т 100×10×20 24А10П С27 К5 | |||||
Метчик 2629−0012 | |||||
Вороток 6910−0023 | |||||
Набор клейм | |||||
Основные сокращения
ТВД — турбина высокого давления ОК — осевой компрессор ВЗК — воздухозаборная камера ТНД — турбина низкого давления ГТУ — газотурбинная установка ВНА — входной направляющий аппарат ВЗК — воздухозаборная камера
Список использованных источников
1. Родин В. Н. и др. Ремонт паровых и газовых турбин — Учебное пособие / В. Н. Родин, А. Г. Шарапов, Б. Е. Мурманский, Ю. А. Сахнин, В. В. Лебедев, М. А: Кадников, Л. А. Жученко; под общей редакцией Ю. М. Бродова В. Н. Родина. Екатеринбург: УГТУ — УПИ, 2002. — 203 с., ил.
2. Бауман Н. Я., Яковлев М. И., Свечков И. Н. Технология производства паровых и газовых турбин. Учебник. — М.: Машиностроение, 1973. — 464 с.
3. Е. М. Канашенко. Комплект технологических карт. Разборка, контроль, сборка газотурбинной установки ГТК-25ИР. ДОАО «Центрэнергогаз», 2008. — 130 с.