Методика автоматизированного определения сложности геометрии электронной модели изделия
Программный продукт требует ручного ввода данных для определения конструктивной сложности. Если для определения технологической сложности необходимо создать технологический процесс и ИС произведет расчет автоматически, то для вычисления конструктивной сложности необходимо экспертно проанализировать ДСЕ на предмет количества следующих характеристик: «Плоскости», «Контуры», «Уступы», «Пазы… Читать ещё >
Содержание
- ОСНОВНЫЕ СОКРАЩЕНИЯ, ОБОЗНАЧЕНИЯ И ИНДЕКСЫ
- ГЛАВА 1. АНАЛИЗ ЛОКАЛЬНЫХ КРИТЕРИЕВ СЛОЖНОСТИ И ПОСТАНОВКА ЗАДАЧИ ИССЛЕДОВАНИЯП
- 1. 1. Анализ систем геометрического моделирования
- 1. 2. Описание основных методов работы в системах твердотельного моделирования детали. выявление локальные критериев детали
- 1. 3. Описание методов формирования структуры сборочных единиц и выявление локальных критериев
- 1. 4. Структурная декомпозиция локальных критериев
- 1. 5. Вербальная постановка задачи исследования
- 1. 6. Математическая постановка задачи исследования 37 1.6. Выводы главы
- ГЛАВА 2. МЕТОДИКА РАСЧЕТА СЛОЖНОСТИ ГЕОМЕТРИИ ЭЛЕКТРОННОЙ МОДЕЛИ ИЗДЕЛИЯ
- 2. 1. Общее описание методике расчета единого критерия сложности электронной модели изделия
- 2. 2. Расчет вектора локальных критериев ДСЕ
- 2. 3. Расчет характеристик (А,) сборочных единиц в ЭМИ
- 2. 4. Расчет характеристик (р,) деталей в ЭМИ
- 2. 5. Скаляризация вектора локальных критериев ДСЕ в единый критерий сложности ЭМИ
- 2. 6. Расчет эталонных интервалов (адаптация методики на предприятии)
- 2. 7. Выводы главы
- ГЛАВА 3. РЕАЛИЗАЦИЯ И ИССЛЕДОВАНИЯ ПРИМЕНИМОСТИ МЕТОДИКИШ
- 3. 1. Пример расчета единого критерия сложности геометрии ЭМИ для детали и сборочной единицы
- 3. 2. Исследование по ограничению применимости
- 3. 3. Реализация бизнес-процесса аутсорсинга чертежных работ на основе единого критерия сложности геометрии ЭМИ
- 3. 4. Реализации бизнес-процесса разработки управляющих программ для станков с ЧПУ на основе единого критерия сложности ЭМИ
- 3. 5. Проектные исследования
- 3. 6. Перспективные пути исследования на основе единого критерия сложности геометрии ЭМИ
- 3. 5. Выводы главы
Методика автоматизированного определения сложности геометрии электронной модели изделия (реферат, курсовая, диплом, контрольная)
Актуальность работы. Руководители предприятий дискретного цикла осознают всю сложность процессов разработки изделия. Во всех отношениях — начиная с распределенных промышленных предприятий, поставщиков и заканчивая все возрастающим давлением со стороны заказчиков и партнеровпроцессы разработки изделия являются сегодня более сложными, чем когда-либо и подразумевают большой риск для предприятия. Для сокращения стоимости КТПП и вывода нового изделия на рынок и поддержки его эксплуатации все промышленные предприятия вынуждены распараллеливать основные бизнес функции (рис. 1) в процессах и стадиях ЖЦИ (план, концепт, проектирования, инженерный анализ, производство, поддержка). Для сохранения контроля над такой сложной системой руководители осознают важность управления электронными данными процессов взаимодействия производителей, заказчиков и поставщиков, включающих в себя обмен электронной информацией и электронным определением разрабатываемых изделий. Таким образом, благодаря вовлечению всех участников ЖЦИ в процесс разработки при помощи индивидуальных представлений инженерных данных ещё до начала производства дорогостоящего физического прототипа, реализация проекта становится стабильной и гарантирует результат. Такая стратегия получила название «Product Lifecycle Management (PLM)». Технологии PLM-решения позволяют наладить информационное сопровождения изделия на всех стадиях его жизненного цикла в единой интегральной среде. По данным компании РТС (Parametric Technology Corporation) PLM технологии позволяют автоматизировать 24 бизнес-процесса предприятия^].
ЖИЗНЕННЫЙ ЦИКЛ ПРОДУКТА Планирование. v Концепция ¦¦ Разработка г Испытания Производство ¦¦' Сопровождение.
Управление портфелем заказов .v."-«.
Управление программами < - .г.
Управление проектами.
Управление экологичностыо продуктов ;
Обеспечение соответствия требованиям законодательства? г-т^-лл.
Управление качеством жиа".
Управление изменениями и конфигурациями в®-«.
Анализ контракта i" ¦ л.
Управление требованиями.
Концептуальная разработка""!
Системное пр-ние.
Детальное пр-ие Проверка и испытания.
Ра «работка вариантов и модификаций.
Design Outsourcing ,.
Опережающие поставки.
Управление компонентами и поставщиками Упрашениетехнотогичесшми (процесшмИ-:*'чРазработка и «згоювление оснастки——.г Manufacturing Outsourcing.
Анализ’и планирование сопровождения разработка":распространение тех. документации ,.
Анализ эксгамдаи отзывов Заказчиков ;
Рис. 1. 24 бизнес-процесса жизненного цикла продукта в концепии PDS [5].
Самым ответственным этапом выполнения проекта является стадия разработки, именно на ней решаются многие финансовые и технические вопросы и именно на ней совершаются самые грубые ошибки. С целью избежать грубых ошибок и исправить многие типичные проблемы, — промышленные предприятия перешли на PLM ориентированную стратегию в области внедрения информационных технологий в процесс разработки изделий. Следует понимать, предприятия, не предпринимающие конкретных шагов по оптимизации своего производственного процесса с помощью современных ИТ, в будущем не только не смогут расширить круг своих клиентов и увеличить прибыль, но и рискуют потерять уже имеющийся объем выполняемых работ и услуг.
Стратегия PLM [3,4] направлена на применение в процессе разработки следующих технологий в едином интегральном информационном комплексе:
1) Полное электронное определение изделия.
2) Управление инженерными данными изделия.
3) Управление изменениями.
Организация.
Управление.
Продажи и маркетинг.
Разработка.
Обеспечение.
Производство.
Сервис.
4) Управление конфигурациями.
5) Совместная работа над проектом.
6) Управление проектом и его исполнением.
7) Подготовка к производству в единой среде разработки.
8) Автоматизация сопровождения технических публикаций.
Одной из проблем для построения эффективного РЬМ-решения является, устаревшие методы работы, основанные на бумажном документообороте. Если не меняются методы работы, не меняется и предприятие. Часто происходит ситуация, когда предприятие потратило огромные усилия и средства на внедрение РЕМ-решения, но не получила эффект от этих действий. Одной из основных причин являются специализированные методики расчета различных технико-экономических параметров, влияющих на функционирование промышленного предприятия в целом. Одним из таких параметров является трудоемкость изготовления изделия, на основе которого на предприятиях производится трудовое нормирование, и как следствие взаиморасчет с сотрудниками. В работе Кравец Е. В. [19] приводит следующие определение: «В основе технологической трудоемкости изготовления изделия лежит расчет конструктивно-технологической сложности изделия». В качестве единицы сложности приводится «технологический эквивалент — это корреляционная функция, представленная в виде отношения трудоемкости искомого изделия, к величине трудоемкости эталонного изделия». Одним из главных результатов работы стало выявление четырех «доминирующим характеристик: количество измерений (число размеров на чертеже), наивысший класс шероховатости поверхностей, масса заготовки детали, предел прочности при растяжении». В работе [19] предлагается следующая методика расчета технологической трудоёмкости, состоящая «из следующих этапов: на основе измерения конструктивно-технологической сложности изделия и включения его в определенную классификационную группу и подгруппу изделий цеха, получить нормативы трудоемкости и основной заработной платы на единицу сложности». Данные технологии были внедрены на двух серийных заводах (ОАО «МИЗ», ОАО «ММЗ «Вымпел»).
В подтверждении выводов Кравец Е. В., Широбоков A.C. в своей работе [20] придерживается следующей точки зрения: «Наибольшее влияние на величину трудоемкости изготовления деталей оказывают такие производственные потребительские свойства, как измерения, масса, неровности, прочность материала. Наибольшее влияние на величину трудоемкости изготовления сборочных единиц оказывают количество сопрягаемых поверхностей, точность сборки, масса её».
Значительный вклад в изучение и анализ сложных систем внесли такие ученые как Н. П. Бусленко, Дж. Каста, Дж. Клир, А. Н. Колмогоров, Г. Н. Поваров, И. Пригожин, Т. Саати, Г. Саймон, Д. Сэвидж, Г. Хакен и др.
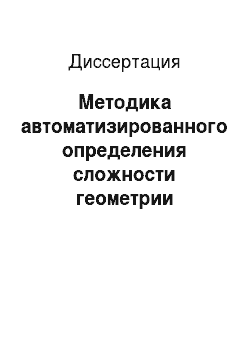
Актуальность расчета конструктивно-технологической сложности доказали Галимов М. Р. и др. [30]. Основной для доказательства стал поиск зависимости между распределением накладный расходов и конструктивно-технологической сложностью рисунок 2. 0.3.
0.25.
0.2.
0.15.
0.1.
0.05 0.
12.850 62.850 112.850 162.850 212.850 262.850.
Конструктивно-технологическа я сложность.
Рис. 2. График колебаний коэффициентов распределения накладных расходов относительно базового уровня для изделий от 12.85 до 282.22 единиц сложности Единица сложности при этом получена на основе теории сложности.
Оптимальный коэффициент распределения накладных расходов к,.
Базовая сложность. 1 i.
1 месяц. 1 1 я" 1 I ' 1 «.
2 месяц ч h 1 I ' I I V * 1 V 4 II 1 «к ч 11 * II «Ii * >Л.
Л ' ни".
Фундаментальные исследования в области теории сложности машиностроительного изделия проверили ученые Якимович Б. А., Коршунов А. И., Кузнецов А. П., Шарин Ю. С., Толмачев В. Г [23,24]. В частности в работе [23] дается следующее определение: «Конструктивно-технологическая сложность (КТС) машиностроительного изделия представляет собой неотъемлемое его свойство, учитывающее геометрические, структурные и субстантные свойства изделия и его структурных составляющих, а также предъявляемые к ним конструкторские и технологические требования в соответствии с существующим уровнем развития производительных сил».
Анализ работ выявил, что показатели количества измерений, трудоемкости и сложности учитываются раздельно. Трудоемкость и сложность в условиях производства, как правило, формируется экспертным путем. Таким образом, открывается возможность замены значений показателей, определяемых, в том числе, экспертным путем.
Одним из путей преодоления данной проблемы, это автоматизация расчета конструкторско-технологической сложности изделия. Основная идея это добиться автоматизированного расчета всех показателей с минимальным привлечением человеческого труда.
Это доказывает одна из последних работ Широбокова A.C. [22] и др., в которой реализована автоматизированная система на основе САПР Pro|ENGINEER. Приведенная система позволяет рассчитать технологическую трудоемкость по электронной модели изделия на основе конструктивно-технологической сложности. Анализ данной системы выявил некоторые недостатки:
1) Данная система работает по типовым технологическим процессам (ТП). Алгоритм ИС сравнивает полученные данные из дерева построения модели и атрибутивного состава электронной модели изделия (ЭМИ) с эталонами. Если эталон ТП не найден, то расчет технологической трудоемкости сделать невозможно и необходимо рассчитать ТП вручную на основе экспертных знаний специалистов.
2) Расчет конструктивной сложности возможен, только после оформления чертежа по ЭМИ, т. е. когда можно будет рассчитать количество размеров. При этом возникает следующая проблема, в процессе создания большого количество САБ-моделей разные специалисты ставят разное количество размеров на чертеже с одинаковыми ДСЕ, это приводит к ошибкам корректного расчета трудоемкости изготовления изделия. В условиях производства на станках с ЧПУ чертежи не создаются, что приводит к невозможности расчета.
3) Методика работоспособна только с САПР Рго|ЕМС1ЫЕЕ11. Это приводит к сокращению предприятий, которые данную систему могут использовать.
Группа авторов Коршунов А. И., Пасынков С. Н., Якимович Б. А [25,26] разработали и создали автоматизированную систему технического нормирования и оценки затрат на изготовление машиностроительного изделия на основе автоматизированного расчета конструктивно-технологической сложности. Анализируемая автоматизированная система предназначена для информационного обеспечения процессов технической, организационно-экономической подготовки производства и интеллектуальной поддержки процессов управления на машиностроительном предприятии. Она решает следующие задачи: формирование и ведение справочника номенклатуры выпускаемых изделийформирование и сопровождение информационной модели изделияоценка КТС машиностроительного изделия и его структурных составляющихразработка технологических процессов изготовления изделия и входящих в него ДСЕнормирование технологических процессов изготовления изделияоценка трудоемкости изготовления изделия и определение рациональных технологических решений в соответствии с требуемым уровнем точности и организационно-техническим уровнем производственной системыформирование и сопровождение справочников ресурсов и организационно-технического уровня предприятияформирование и ведение справочников типовых технологических решений и типовых технологических процессовнормирование материаловформирование трудовых и материальных ведомостей и отчетовоценка затрат на изготовление машиностроительного изделия. Анализ данной информационной системы выявил некоторый недостаток:
1) Программный продукт требует ручного ввода данных для определения конструктивной сложности. Если для определения технологической сложности необходимо создать технологический процесс и ИС произведет расчет автоматически, то для вычисления конструктивной сложности необходимо экспертно проанализировать ДСЕ на предмет количества следующих характеристик: «Плоскости», «Контуры», «Уступы», «Пазы», «Отверстия», «Фасонные поверхности». Приведенная автоматизированная система не имеет прямой интеграции с данными электронной модели изделия. Это приводит к ситуации, когда невозможно автоматически рассчитать данные по электронной модели изделия. На основе проведенного анализа разделим критерии, влияющие на трудоемкость изготовления изделия на две группы:
1) критерии конструктивной сложности;
2) критерии технологической сложности.
Анализ методик расчета для двух критериев сложности изделия показал: авторы уделяли больше внимания автоматизации расчета критериев технологической сложности. Это можно объяснить тем, что их целью работы были новые методы взаиморасчетов и мотивации сотрудников промышленных предприятий. Критерии конструктивной сложности рассматривалась в качестве экспертно определяемых характеристик ДСЕ. Анализ также выявил, в разработанных методиках нет единого похода к описанию характеристик конструктивной сложности, определяемых автоматических путем.
Анализ работ в области методик трудоемкости изготовления изделий убеждает в актуальности проблемы автоматического (без привлечения человеческого труда) расчета критерия конструктивной сложности.
Для поиска способов решения проблемы произведен анализ методологий и теоретических основ систем разработки изделий, представленных в работах: Братухина А. Г. [3], Давыдова Ю. В., Елисеева Ю. С., Павлова Ю. Б., Левина Д. [4], Малюха В., Ушакова Д., Ли К. [15], Аверчинкова В. И., Камаева В. А [6], P.A. Бирбраера, И. Г. Альтшулера [10], Елиферова В. Г., Репина В. В. [11], Майкла Дж. Д. Саттона [9] и др. В частности, в трудах [4, 5] рассмотрены результаты работ в области научного и практического компьютерного обеспечения процессов жизненного цикла сложных изделий и интегрированного информационно технического взаимодействия, построенного на принципах виртуального предприятия, реализованные на всемирно известных предприятияхуказаны основные подходы к построению единого информационного комплексарассмотрены методики внедрения ИС на предприятиях, описаны подходы к проектированию виртуальных предприятий на основе реальных примеров. В этих работах также изложены экономические и технические точки зрения на построение PLM решений в рамках объединений, с указанием примеровприведены описания предлагаемых подходов к решению проблем отечественного производства авиационных систем. В работах [14,15] рассмотрены принципы построение САПР и их классификация. Описаны основные функции и математические подходы к описанию геометрических сущностей автоматизированных систем проектирования. Описаны принципы применения и внедрения САПР систем в работу авиакосмических предприятий. В работе [8,9,11] приведены методы и примеры описания автоматизированных бизнес-процессов для работы в корпоративных системах управления предприятием.
Анализ работ ученых и информационных технологий подтверждает необходимость разработки рекомендаций и подходов к созданию информационного комплекса, обеспечивающего инвариантный метод расчета конструктивной сложности изделия. При этом необходимо вычислять единый показатель конструктивной сложности, выраженный в понятных человеку логических терминах. Базируясь на работах [20, 29] основным показателем конструктивной сложности примем геометрию и топологические связи изделия. При этом алгоритм расчета конструктивной сложности должен иметь возможность внедрения в бизнес-процессы, инфраструктуру проектных и машиностроительных предприятий авиакосмической отрасли, и быть экс-пертно независимым.
Практическая ценность диссертационной работы. Предложенные в данной диссертационной работе математические модели и алгоритмы расчета единого критерия сложности ЭМИ позволяют реализовать различные алгоритмы работы промышленных предприятий, где требуется распределять работы, анализировать или рассчитывать различные технико-экономические показатели деятельности, основанные на конструктивной сложности изделия, что приведет к переходу на безбумажные сетевые формы документооборота и интеграции САПР в общую архитектуру автоматизированной проектнопроизводственной среды. Например, реализация бизнес процесса аутсорсинга чертежный работ или расчет трудоемкости изготовления изделия.
Научная новизна диссертации заключается в разработке нового инвариантного метода оценки сложности геометрии ЭМИ, и подходов внедрения и применения единого критерия сложности геометрии ЭМИ в работе проектных и машиностроительных предприятий авиакосмической отрасли. Предложенный метод, позволяет получить экспертно независимый коэффициент сложности геометрии ЭМИ в автоматическом режиме без участия человеческого труда. Данный метод позволит перейти от бумажного (по чертежу) расчета критерия конструктивной сложности ДСЕ к электронному расчету.
Внедрение результатов. Разработанный метод автоматизированного расчета единого критерия сложности геометрии ЭМИ внедрен на заводе ОАО «Калужский Двигатель» [Приложение 1], в инженерных компаниях «АНХ-Инжиниринг» [Приложение 2] и «Про-Текнолоджиз» [Приложение 3].
Основные теоретические положения и некоторые результаты исследования опубликованы автором в трех научных статьях, в рецензируемых научных журналах [69−71], описание применяемых технологий опубликованы в двух работах [72,73], а также содержатся в тезисах докладов [74, 75] на научно-технических конференциях всероссийского и международного значения.
Объем и структура работы. Диссертационная работа состоит из введения, трех разделов, заключения, списка литературы (75 работ отечественных и зарубежных авторов) и четырех приложений. Общий объем диссертации -165 страниц, включая 15 таблиц, 55 рисунков и 140 формул.
3.5. Выводы главы 3.
1. Проведено исследование ограничение применимости методики расчета единого критерия сложности геометрии ЭМИ и выявлено 7 технологических ограничений;
2. Описано применение единого критерия сложности геометрии ЭМИ на примере процесса аутсорсинга чертежных работ. Результатом реализации данного процесса стало при сопоставимых ресурсных затратах время оформление проектной документации сократилось на 52%, это позволило высвободить высококвалифицированных сотрудников в штате для работы по двум дополнительным проектам.
3. Результатом применения процесса аутсорсинга проектных работ стало выявления ограничения количества проверяемых чертежей на одного проверяющего. Поставленный эксперимента выявил Один проверяющий может проверить в среднем в день 38 чертежа ДСЕ разной категории сложности.
4. Проведен анализ перспективных задач исследования на основе единого критерия сложности геометрии ЭМИ. Выявлено 8 задач, разделенных на 3 группы, а именно:
Группа 1. Исследование применимости единого критерия сложности ЭМИ в качестве одного из критериев для расчета технико-экономических параметров функционирования предприятияГруппа 2. Улучшение методики расчета единого критерия сложности ЭМИ;
Группа 3. Автоматизация расчета единого критерия сложности ЭМИ в различных информационных средах.
ЗАКЛЮЧЕНИЕ
.
Предложен новый метод оценки сложности геометрии электронной модели изделия, выполненной в системах твердотельного моделирования. Оценка сложности реализуется через единый критерий сложности ЭМИ и рассчитывается в автоматическом режиме в PDM-системе. Критерий сложности ЭМИ — это логическая переменная, которая может принимать логические значения от 1 до 10. Расчет единого критерия сложности ЭМИ относится к методам многокритериальной оптимизации. Математически задача поставлена, как задача скаляризации вектора локальных критериев в суперкритерий.
1. Разработанный программный комплекс расчета единого критерия сложности геометрии ЭМИ позволил автоматически оценивать конструктивную сложность изделия, без привлечения экспертных знаний специалистов.
2. Разработанный математический аппарат многоуровневой последовательной скаляризации показателей сложности ДСЕ в единый критерий сложности, выявил 4 типа сущностей: единый критерий сложности ЭМИлокальный критерий сложности ЭМИхарактеристикапризнак.
3. Исследование методов твердотельного моделирования позволило выделить 10 локальных критериев для деталей и 4 локальных критерия для сборочных единиц.
4. Для расчета характеристик сборочных единиц выявлено 4 признака. Разработан математический аппарат расчета характеристик сборочных единиц, базирующийся на ВОМ-отчете в PDM-системе.
5. Для расчета характеристик детали выявлено 59 признаков. Разработан математический аппарат расчета характеристик детали, базирующийся на автоматическом определении признаков в нейтральном формате STEP.
6. Для обеспечения внедрения единого критерия сложности геометрии ЭМИ в работу промышленных предприятий, разработан математический аппарат методики «эталонных интервалов». Данная методика должна применяться для настройки метода расчета единого критерия сложности ЭМИ в зависимости от специфики выпускаемой продукции на предприятии.
7. Исследование по ограничению применимости расчета единого критерия сложности геометрии ЭМИ выявило 7 технологических ограничений, что позволило создать функционально-архитектурную схему ИТ-инфраструктуры предприятия, пригодной для внедрения метода в автоматическом режиме.
8. Применение единого критерия сложности геометрии ЭМИ при реализации процесса «аутсорсинга чертежных работ», позволило получить следующий результат: при сопоставимых ресурсных затратах время оформление проектной документации сократилось на 52%, что подтверждено соответствующими актами о внедрении. А также проведенный эксперимент показал, что один проверяющий может проверить в среднем в день 38 чертежей ДСЕ разной категории сложности.
9. Оптимизация процесса разработки УП и ТП для СЧПУ на основе единого критерия сложности геометрии ЭМИ позволила сократить средние сроки КТПП изделий на 16%, что подтверждено соответствующим актом о внедрении.
10. Проведенный анализ перспективных задач исследования на основе единого критерия сложности геометрии ЭМИ, выявил 8 перспективных задач, разделенных на 3 группы.
Применение нейтрального формата STEP позволило создать инвариантный метод оценки сложности геометрии детали, работоспособный в гетерогенных средах разработки изделий. Внедрение программного алгоритма расчета единого критерия сложности ЭМИ в бизнес-процессы КТПП в PDM-систему, позволяет использовать метод на всех предприятиях аэрокосмической отрасли РФ с минимальными временными затратами на адаптацию. На основе приведенного критерия возможна реализация большого количества потоков работы в КТПП машиностроительных предприятий авиакосмической отрасли. Применение единого критерия сложности ЭМИ позволит увеличить скорость КТПП предприятиям, разрабатывающим и производящим сложную наукоёмкую продукцию.
Список литературы
- А.Д. Киселевич «Машинная графика в инженерном черчении», журнал № 2(4) «Прикладная Оеометрия, Инженерная Орафика, Компьютерный Бизайн» 2006 г.
- А.Гонеалес, В. Д. Костюков «Система автоматизированного проектирования технологических процессов инструментального производства», № 1 «Прикладная Оеометрия, Инженерная Орафика, Компьютерный Бизайн» 2005 г.
- А.Г. Братухин, Ю. В. Давыдов, Ю. С. Елисеев, Ю. Б. Павлов, В. И. Суров «CALS в авиастроении», Изд-во МАИ, 2000.-304с.
- Давид Левин, Владимир Малюх, Дмитрий Ушаков, «Энциклопедия PLM», Новосибирск 2008
- Product development-system. Copyrights Parametric Technology Corporation Inc. http://www.ptc.com/solutions/product-development-system/index.htm
- Аверчинков В.И., Камаев В.А, Основы построение САПР: учебное пособие Волгоград: Изд. ВПИ. 1984.- 120 с.
- Маклаков С.В. BPwin и Erwin. CASE-средства разработки информационных систем. М.: ДИАЛОГ МИФИ, 2000.
- Джеймс Харрингтон, К. С. Эсселинг, Харм Ван Нимвеген. Оптимизация бизнес-процессов. Документирование, анализ, управление, оптимизация. С-Пб.: Азбука, 2002.
- Майкл Дж. Д. Саттон. Корпоративный документооборот: принципы, технологии, методология внедрения. С-Пб.: Азбука, 2002. 448 с.
- Вермишев Ю.Х. Информационные технологии производственных систем/ Радиопромышленность 1993.
- И.Волкова Г. Д. Концептуальное моделирование при создании САПР машиностроительного назначения. В межотраслевом научно-техническом сборнике «Техника, экономика». Вып. 4.- М: ВИМИ. 1994.
- David Е. Weisberg. The Engineering Design Revolution. http://www.cadhistory.net/
- Ли К., «Основы САПР (CAD/CAM/CAE)», СПБ.: Питер, 2004 560 с.:ил.
- Григорий Чернобыль, «Цифровая верфь РТС продолжение знакомства», Журнал Rational Enterprise Management/Рациональное Управление Предприятием номер 04/2010, http://www.remmag.ru/
- Широбоков A.C. Методы прогнозирования трудоемкости изделий в единичном производстве и их использование для совершенствования планирования. Дис. канд. экон. наук: 08.00.21. Защищена 14.04.72.- Утв. 21.07.72. М.: 1971.
- Широбоков A.C. Использование натурального показателя «приведенная деталь» в оперативно-производственном планировании: сб. -Пенза: НТО, 1982.
- Широбоков A.C. Натурально-трудовой метод измерения продукции как фактор совершенствования планирования производства при внедрении бригадной организации труда // Межвуз. тематич. сб. науч. тр. М.: Изд-во МАИ, 1985.
- Широбоков A.C. Использование измерителя результатов труда в стратегическом управлении: Монография. Ижевск: Изд-во ИжГТУ, 1997.
- Тихомиров В.И. Организация, планирование и управление производством. М.: Машиностроение, 1985. 548 с.
- А.В. Волков, В. А. Саранчин, A.C. Широбоков, A.B. Саранчин, журнал № 8 (53) Реализация концепции управления производством оснастки на основе показателя «Приведенное изделие» (ПИ) в среде систем Pro/ENGINEER и Windchili
- Шарин Ю.С., Якимович Б. А., Толмачев В. Г., Коршунов А. И. Теория сложности: монография. —Ижевск: Изд-во ИжГТУ, 1999. — 132 с. + 3 вкл.
- Якимович Б.А., Коршунов А. И., Кузнецов А. П. Теоретические основы конструктивно-технологической сложности изделий и структур стратегий производственных систем машиностроения: монография. Ижевск: Изд-во ИжГТУ, 2007. — 280 с.
- Коршунов А.И., Пасынков С. Н. Создание автоматизированной системы оценки конструктивно-технологической сложности и трудоемкости технологического передела «Слесарно-сборочные работы». // Сборка в машиностроении, приборостроении. 2007. — № 7. — С.7−10.
- Коршунов А.И. Система технического нормирования машиностроительного предприятия. // Человек и труд. 2004. — № 8. — С. 80−81.
- Якунин В.И. Геометрические основы систем автоматизированного проектирования технических поверхностей. М.: изд. МАИ, 1980. 85 с.
- Кравец E. B Проблемы нормирования труда в многономенклатурном машиностроении. // Вестник Московского Государственного областного университета. Серия «Экономика» 2006 г.
- Альберг Дж., Нильсон Э., Уолш Дж. Теория сплайнов и ее приложения. -М.: Мир, 1972.-316 с.
- Piegl L.A., Tiller W. The NURBS Book. Springer Verlag, 1997. 646 p.
- Шикин E.B., Плис A.M. Кривые и поверхности на экране компьютера. -М.: ДИАЛОГ-МИФИ, 1996. 240 с.
- Харин В.В. Кинематический синтез трехмерной геометрической модели на основе связной сетки кривых. // Высокие технологии 2004: сборник трудов науч.-тех. форума с международным участием: В 4 ч.Ч. 1, с. 162−169.
- Рунге В.Ф., Сеньковский В. В. Основы теории и методологии дизайна. Учеб. пособие (конспект лекций) М.: МЗ-Пресс, 2003. 252 с.
- Дубова И. Автоматизация: от идеи до утилизации // Открытые системы, № 6/20 034 115. Очередько С. Концепция управления жизненным циклом // Открытые системы, № 02/20 024 216. Д’Агустино Д. Тернистый путь к PLM // PC Week Russian Edition САПР № 15/2004
- Черняк Л. PLM не роскошь, а необходимость // Открытые системы, № 06/2003
- Motta Е., Zdrahal Z. Parametric Design Problem Solving // Presented at the 10th Knowledge Acquisition for Knowledge-Based Systems Workshop, Banff Canada, November 1996. http://ksi.cpsc.ucalgarv.ca/KAW/KAW96/motta/pardes-banff.html
- Ермаков, E. С. Обзор наиболее популярных CAD систем автоматизированного проектирования мебели Текст. / Е. С. Ермаков // Технические науки: Сб. тр. аспирантов и магистрантов Н. Новгород: ННГАСУ, 2006., с. 208 210
- Чемоданова Т.В. Pro/ENGINEER: Деталь, Сборка, Чертеж. СПб.: БХВ-Петербург, 2003.-560 с.
- ГОСТ 2.001−93 Единая система конструкторской документации. Общие положения Текст. —М: Изд-во стандартов, 1995.
- ГОСТ 2.052−2006 Единая система конструкторской документации. ЭЛЕКТРОННАЯ МОДЕЛЬ ИЗДЕЛИЯ. Общие положения Текст. — М: Изд-во Стандартинформ 2006.
- ГОСТ Р ИСО 10 303−11−2000 Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Методы описания. Справочное руководство по языку EXPRESS Текст. М: Изд-во стандартов, 2000.
- ГОСТ Р ИСО 10 303−1-99 Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Общие представления и основополагающие принципы Текст. М: Изд-во стандартов, 1999.
- ГОСТ Р ИСО 10 303−1-99. Системы автоматизации производства и их интеграция. Представление данных об изделии и обмене этими данными Текст. М.: Изд-во стандартов, 1999.
- ГОСТ Р ИСО 10 303−203−2003 Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этим данными. Прикладной протокол. Проекты с управляемой конфигурацией Текст. М: Изд-во стандартов, 2003.
- ГОСТ Р ИСО 10 303−21−2002 Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Методы реализации. Кодирование открытым текстом структуры обмена Текст. М: Изд-во стандартов, 2002.
- ГОСТ Р ИСО 10 303−22−2002 Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этимиданными. Методы реализации. Стандартный интерфейс доступа к данным Текст. М: Изд-во стандартов, 2002.
- ГОСТ Р ИСО 10 303−31−2002 Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Методология и основы аттестационного тестирования. Общие положения Текст. М: Изд-во стандартов, 2002.
- ГОСТ Р ИСО 10 303−34−2002 Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Методы абстрактного тестирования для реализации прикладных протоколов Текст. М: Изд-во стандартов, 2002.
- ГОСТ Р ИСО 10 303−41−99 Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Интегрированные обобщенные ресурсы. Основы описания и поддержки изделий Текст. М: Изд-во стандартов, 1999.
- ISO 10 303−42:1994/Сог.3:2001 «Industrial automation systems and integration. Product data representation and exchange. Part 42. Integrated generic resources: Geometric and topological representation. Technical Corrigendum 3″, 12.07.2001.
- ГОСТ P ИСО 10 303−43−2002 Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Интегрированные обобщенные ресурсы. Структура представлений Текст. М: Изд-во стандартов, 2002.
- ГОСТ Р ИСО 10 303−44−2002 Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Интегрированные обобщенные ресурсы. Конфигурация структуры изделия Текст. — М: Изд-во стандартов, 2002.
- ГОСТ Р ИСО 10 303−45−2000 Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этимиданными. Интегрированные обобщенные ресурсы. Материалы Текст. — М: Изд-во стандартов, 2000.
- ГОСТ Р ИСО 10 303−46−2002 Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Интегрированные обобщенные ресурсы. Визуальное представление Текст. — М: Изд-во стандартов, 2002.
- ГОСТ Р ИСО 10 303−49−2003 Представление данных об изделии и обмен этими данными. Текст. — М: Изд-во стандартов, 2003.
- ГОСТ Р ИСО 9000−2001 Системы менеджмента качества. Основные положения и словарь Текст. — М: Изд-во стандартов, 2001.
- ГОСТ Р ИСО 9001−2001 Системы менеджмента качества. Требования Текст. М: Изд-во стандартов, 2001.
- Судов, Е.В. Концепция развития CAL S-технологий в промышленности России Текст./ Е. В. Судов, А. И. Левин, А. Н. Давыдов, В. В. Барабанов // НИЦ CALS-технологии „Прикладная логистика“. М., 2002. 129 с.
- Копорушкин П.А. Разработка структур данных и алгоритмов расчета параметрических моделей геометрических объектов : Автореф. дис. канд. техн. наук: 05.13.12 —Екатеринбург, 2005. 28 с.
- Е. Armstrong, J. Ball, S. Bodoff, D. Bode, С. Ian Evans, D. Green, K. Haase, E. Jendrock. The J2EE™ 1.4 Tutorial For Sun Java System Application Server Platform Edition 8.2. Sun Microsystems, Inc. 2006
- Козаченко Д.А., Григорьев E.B., Бодрышев B.B., Методика определения сложности геометрии электронной модели изделия. // журнал „Вестник Московского авиационного института“, номер 2, том 18, год:2011-
- Козаченко Д.А., Григорьев Е. В., Бодрышев В. В., Методология поискового проектирования как развитие концепции CALS. // журнал
- Вестник Московского авиационного института», номер 2, том 18, год:2011-
- Козаченко Д.А., Григорьев Е. В., Бодрышев В. В., Инвариантный метод расчета сложности геометрии электронной модели изделия, // электронный журнал «Труды МАИ» № 47, год 2011 http://www.mai.ru/science/trudy/published.php.
- Козаченко Д.А. Методика определения сложности геометрии математической модели изделия // Тезисы докладов 9-й международной конференции «Авиация и космонавтика — 2010″. — 2010. — С. 7172. г»