Методы оптимального управления, математические модели и адаптация в АСУТП чистовой группы широкополосного стана горячей прокатки
В соответствии с решениями ХХУ1 съезда КПСС Г О в II пятилетке предусматривается увеличение вьшуска листового проката в 1,5 раза. Основной прирост продукции черной металлургии намечено осуществить за счет повьш1ения производительности действующих предприятий. В прокатном производстве такое увеличение производительности возможно реализовать за счет усовершенствования технологии и повьш1ения уровня… Читать ещё >
Содержание
- ОБОЗНАЧЕНИЯ
- 1. ИССЛЕДОВАНИЕ И РАЗРАБОТКА КРИТЕРИЕВ ОПТИМАЛЬНОСТИ, МАТЕМАТИЧЕСКИХ МОДЕЛЕЙ И МЕТОДА ДЛЯ РАСЧЕТА НАЧАЛЬНОЙ НАСТРОЙКИ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ НШПС ГП
- 1. 1. Критерии оптимальности и стратегии для расчета начальной настройки чистовой группы
- 1. 2. Исследование и разработка математической модели очага деформации и межклетевого промежутка для расчета на -чальной настройки чистовой группы
- 1. 3. Метод расчета оптимально^начальной настройки чисто -вой группы
- Выводы
- 2. ИССЛЕДОВАНИЕ И РАЗРАБОТКА КРИТЕРИЕВ ОПТИМАЛЬНОСТИ, МЕТОДА И МАТЕМАТИЧЕСКИХ МОДЕЛЕЙ ДЛЯ КОРРЕКЦИИ НАЧАЛЬНОЙ НАСТРОЙКИ ЧИСТОВОЙ ГРУППЫ НШПС ГП
- 2. 1. Статистические характеристики горячекатаной полосы. Исследование и разработка критериев оптимальности для коррекции
- 2. 2. Исследование и разработка методов для расчета коррекции начальной настройки
- 2. 3. Разработка и исследование линейной математической модели для режима коррекции
- Выводы
- 3. РАЗРАБОТКА И ИССЛЕДОВАНИЕ СИСТЕМ АДАПТАЦИИ МАТЕМАТИЧЕСКИХ МОДЕЛЕЙ
- ЗЛ. Система адаптации нелинейной математической модели. 114 3.2. Система адаптации линейной математической модели
- Выводы
- 4. РЕАЛИЗАЦИЯ МАТЕМАТИЧЕСКОГО ОБЕСПЕЧЕНИЯ ДЛЯ АСУ ЧИСТОВОЙ ГРУППОЙ НШПС ГП
- 4. 1. Состав и функционирование в реальном времени математического обеспечения АСУ чистовой группой
- 4. 2. Алгоритм расчета начальной настройки
- 4. 3. Алгоритм расчета коэффициентов линейных моделей
- 4. 4. Алгоритм коррекции начальной настройки
- 4. 5. Алгоритм адаптации нелинейной математической модели и расчета параметров полосы
- 4. 6. Алгоритм адаптации линейной математической модели
- 4. 7. Система управления скоростным режимом главного привода чистовой группы
- 4. 8. Опытная проверка алгоритмов коррекции начальной настройки для АСУ чистовой группой стана 2000 НЛМЗ
- 4. 9. Комплексные испытания программного обеспечения информационной подсистемы для АСУ чистовой группой стана 2000 НЛМЗ
- Выводы
Методы оптимального управления, математические модели и адаптация в АСУТП чистовой группы широкополосного стана горячей прокатки (реферат, курсовая, диплом, контрольная)
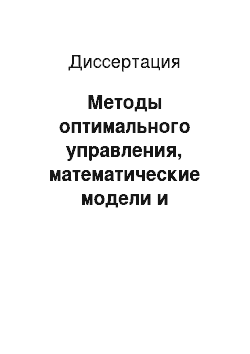
В соответствии с решениями ХХУ1 съезда КПСС Г О в II пятилетке предусматривается увеличение вьшуска листового проката в 1,5 раза. Основной прирост продукции черной металлургии намечено осуществить за счет повьш1ения производительности действующих предприятий. В прокатном производстве такое увеличение производительности возможно реализовать за счет усовершенствования технологии и повьш1ения уровня автоматизации прокатных станов. В частности при производстве горячекатанной широкополосной стали требование увеличения производительности удовлетворяется как прокаткой при максимальнодопустимой скорости, так и увеличением точности по геометрическим параметрам полосы, что позволяет прокатывать металл в минусовом допуске по толщине и минимальном допуске по ширине, и увеличивает выход годного. Например, снижение среднеквадратичного отклонения толщины полосы в два раза позволяет вдвое сузить поле допуска по толщине, что равносильно повьш1ению производительности стана на 4−5%, а прокатка всего сортамента в минимальном допуске по толщине при отклонении толщины не более 0,05 мм равносильно повьш1ению производительности стана на 5−7% в год, что соответствует объему 20-суточной продукции такого стана как 2000 Новолипецкого металлургического завода. Уменьшение дисперсии температуры конца прокатки (ТКП)Бдвое позволяет на 2−3% поднять скорость прокатки в пределах заданного допуска по температуре, т. е. в свою очередь на 1−2% повысить производительность. Качество црокатаного металла определяется также физико-механическими свойствами СФМС) пластичностью, твердостью, хладостойкостью и т. д.- эти последние обеспечиваются соответствующим температурно-скоростным и деформационньм режимом прокатки—контролируемой прокаткой Е б 8 а Ъ 5 211 .Высокие мехсвойства по всей длине полосы увеличивают выход годного, создают возможность перевода прокатываемого металла из низких категорий в более высокие, а так же из группы Б в группу В, что дает экономию на разнице в отпускной цене и повышает прибыль цеха. Хорошие показатели по точности геометрических размеров и ТКП полосы на НШПС получены в последние годы с помощью локальных. САР толщины, температуры, натяжения, планшетности. Тем не менее, требования к качеству как к геометрии, так и к Ш С продолжают расти, особенно со стороны автомобильной и трубной промьшшенности. Однако возможности дальнейшего повьш1ения качества полосы с помощью существующих САР практически исчерпаны (ограничениями аппаратурными, по быстродействию электроприводов, мощности систем противоизгиба, отсутствием соответствующих методов измерения параметров полосы и т. д), а такие характеристики как ФМС металла формируются существующими ЛС только частично за счет стабилизации ТКП. Повьш1ение ФМС путем осуществления специальных скоростных и деформационных режимов в чистовой группе требует проведения значительных расчетных операций и с помощью одних локальных систем не реализуемо. Максимизация производительности существующего оборудования станов посредством только ЛС СНОП} так же затруднительна, т.к. тоже связана с осуществлением расчетов по оценке предельных загрузок приводов и механизмов. С другой стороны, одновременное функционирование нескольких локальных систем в чистовой группе вызьгоает необходимость взаимного согласования их управляющих воздействий, что в свою очередь сопряжено с проведением различных расчетных операций. Все эти возросшие требования на настоящем этапе могут быть удовлетворены только с помощью автоматизированной системы управления с УВМ. Особенно актуальна задача организации управления от УВМ участком чистовой группы клетей, так как здесь формируются основные показатели качества полосы структура металла и геометрические размеры продольная и поперечная разнотолщинность, планшетностькроме того, чистовая группа, как правило, является узким местом производства тонкого листа и повьшение ее пропускной способности является существенным резервом повышения производительности всего стана. Вопросы использования УВМ на станах горячей прокатки освещены довольно широко. Достаточно подробно рассмотрены вопросы расчета начальнойнастройкиС2−0″ 9. iO/i25R/lSj9,2Qn (Н 2 Ш и коррекции [5.9 i2 Л202(22232(25 12(1 чистовой группыизложены различные постановки задачи оптимального управления чистовой группой. Однако критерии оптимальности в этих работах, как правило соответствуют одной какой-либо стороне вопроса либо повьш1ению качества полосы, либо производительности. Отсутствует достаточно обоснованный анализ выбора математических моделей для расчетов в реальном времени, не решены вопросы одновременного регулирования продольной и поперечной разнотолщинности в условиях станов, оборудованных МОП. Отсутствуют четкое обоснование необходимости коррекции от полосы к полосе и методика коррекцииалгоритмы расчета начальной настройки и коррекции построены на громоздких поисковых процедурах с оценкой сложных целевых функций, что делает затруднительной их реализацию в темпе с прокаткой. Слабо разработаны вопросы адаптации математических моделей. Совершенно отсутствуют данные о загрузке памяти машины и временной загрузке УВК. Целью настоящей работы является: анализ и формулировка многокритериальной задачи оптимальной начальной настройки, обеспечивающей максимальную гфоизводительность чистовой группы и максимально удовлетворяющей требованиям по качеству полосы геометрическим размерам и §-МС исследование и выбор математических моделей для этой задачи, и разработка алгоритма расчета НН для АСУ ТП ЧГ НШПСТП, реализующего охарактеризованную ННанализ и формулировка многокритериальной задачи коррекции начальной настройки на каждой полосе, удовлетворяющей требованиям задачи НН для ЧГ, оборудованной современными ЛС (САРТ, МОП, САРП с противоизгибом валков) — разработка ММ для этой задачи и создание алгоритма расчета, реализующего сформулированную задачу коррекцииисследование и разработка методов и алгоритмов адаптации нелинейных и линейных ММ в реальном времени. г I. ИССЛЕДОВАНИЕ И РАЗРАБОТКА КРИТЕРИЕВ ОПТИМАЛЬНОСТИ, МАТЕМАТИЧЕСКИХ МОДЕЛЕЙ И МЕТОДА ДЛЯ РАСЧЕТА НАЧАЛЬНОЙ НАСТРОЙКИ ЧИСТОВОЙ ГРУППЫ К Л Е Г Ш Н Ш С ГП I.I. Критерии оптимальности и стратегии для расчета начальной настройки чистовой группы Основными задачами чистовой группы является обеспечение максимальной щ) оизводительности и качества полосы ее геометрических размеров и физико-механических свойств. Выполнение этих задач приводит к взаимным противоречиям. Так, производительность группы ограничивается мощностью установленного оборудования и заданной температзфой полосы, регулирование продольной разнотолщинности искажает поперечный профиль и плоскостность и т. д. Б случае управления станом с помощью АСУ с УВМ оптимальное согласование требований по производительности и качеству полосы с учетом известных ограничений решает начальная настройка группы. В данной главе ставится задача разработать методику оптимальной НН в смысле выбранных критериев и дается метод решения НН, удовлетворяющий этим критериям. Исследованию этой проблемы посвящен ряд работ. В таблице I представлен обзор этих работ с точки зрения постановки задачи оптимальной НН чистовой группы. Как видно из таблицы, подход к формулированию задачи НН весьма разнообразен. Фирма Сименс в АСУ стана 2000 ЧМЗ ставит целью обеспечить только вытяжку и г ,/.23J, Следующие далее различные постановки можно объединить в две группы: с ЦФ производительности и Щ качества. В Й 0 М 2 1 рассматривается задача повышения производительности путем снижения и г о что выходит за рамки ния собственно чистовой группой. оптимального управлеПостановка Минимум длительности цикла прокатки MaKCHiv производиэ тельности 03 ш о, CD S со Максимум заправочной скорости Максимум физико-механических свойств Максимум выравнивань щего эффекта О* X О о tr iii" io Минимум искажения поперечного профиля Максимум устойчивости прокатки CD О «9 И О ia 00 Равномерность относительной загрузки Обеспечение заданной планшетности Источник i»?> J> r-1 K> INJ Ю ою as 1—1 -1 -о 00 О Д О) ОЧЗ О я S tr 03 по порядку лэ задачу разработать метод расчета НН чистовой группы, свободный от недостатков рассмотренных работ, наиболее полно удовлетворяющий потребностям народного хозяйства и возможностям АСУ. Цель НН предварительно определим следующим образом. Обеспечить макси"/огм некоторой целевой функции НН при соблюдении известных ограничений на параметры полосы и оборудование стана. Целевую функцию НН сформулируем в виде вектора W=ex-tr (QrpP, MC. Пр) щая способность группы фильтрация) Ф (l компонентами которого являются производительность Qp"сглаживаюфизико-механические свойства полосы ФМС, Пр профиль полосы. Рассмотрим подробно эти составляющие и условия их выполнения, а также аналитические выражения для отдельных компонент Производительность выражается в количестве металла, выходящего из группы в единицу времени груйпы L пр 1 1 Для п клетевой где йп скорость ЭГП последней п. -й клети. Т.о. производительность толщественна скорости прокатки полосы или скорости вращения ЭГП. Требование максиьоша производительности по последнему уравнению сводится к выражению Можно показать, что Для станов с разгоном необходимо учесть зависимость средней скорости прокатки от ускорения, т. е. придадим этоцу выражению вид критерия, гарантирующего максимум ia о Jud. i, катки P 0,2 0,4 0,6 Q, S 1,0 Q, Mjc Произбодит&льнасть Qzp брмя Vnp 6 qpuHKULUu ускорение проQep, Г Vi 1 0 Puc. i-2. прокатки Пооизоодительность QZD и Znp S срункции запрабочной Ьремя скорости 2 первой полосе типоразмера, ряд возмущений со стороны подката и от глиссалсных меток не в полной мере устраняются ЛС. Кроме того, работа ЛС повышает износ оборудования и расход электроэнергии. В.
общие вывода.
1. Сформулирована многокритериальная задача оптимизации начальной настройки чистовой группы HU1IIG ГП для АСУ с УВМ, целевая функция которой в отличие от существующих, скалярных, представляет собой вектор, компонентами которого являются производительность группы и качественные показатели по точности геометрических размеров и физико-механическим свойствам полосы.
2. Сформулированы частные критерии и разработана стратегия, обеспечивающие максимум 1 $. Стратегией, обеспечивающей максимум производительности для стана, оборудованного установкой МОП, является максимум средней скорости за цикл прокатки полосы, которая определяется максимальной заправочной скоростью, ускорением и расходом воды МОП. Показано, что производительность на этапе заправки ограничивается только условиями захвата полосы моталками. о.
Ограничением для ускорения является величина 0,5 м/сек, после чего производительность группы с ростом ускорения не возрастает.
Критерии оптимальности НН с точки зрения точности ГР сформулированы в виде коэффициентов выравнивания для отдельных геометрических параметров полосы. Максимум Щ? по показателям точности ГР удовлетворяется максимальным значением коэффициентов выравнивания. Аналитически показано и подтверждено расчетом, что стратегия, обеспечивающая максимум фильтрующей способности сводится к такому распределению обжатий по клетям, при котором первые клети загружаются до максимально допустимых усилий. Загрузка последних клетей подчиняется условию устойчивости полосы в валках. Требование максимума ФМС удовлетворяется ограничением по обжатию в последней клети, составляющим величину до 15%. Установлена непротиворечивость стратегий, обеспечивающих максимум производительности, фильтрующей способности и ФМС.
3. Сформулированы требования по точности и быстродействию к математическим моделям для расчета НН. Для профилей 3−3,5 мм и 7,5−10 мм допустимое СКО расчета усилия составляет соответственно 32 т и 65 т. Проведено исследование точности различных ММ для расчета усилия прокатки, момента, температуры. Осуществлен и обоснован выбор ММ наиболее удовлетворяющих по точности и быстродействию условиям расчета НН в реальном времени. Выведены формулы для расчета опережения, изменения профиля валка вследствие теплового расширения и износа, аналитические выражения для коэффициента теплопередачи от полосы к валку, коэффициента теплоемкости и плотности полосы в функции температуры. Осуществлено преобразование исходной ММ к квадратному уравнению. Показано, что решение системы НММ итерационным методом по скорости сходимости более предпочтительно по сравнению с приведением НММ к квадратному уравнению.
4. Разработана процедура расчета оптимальной НН, для чистовой группы, оборудованной устройством МОП, удовлетворяющая заданной многокритериальной ЦБ при наличии сформулированных ограничений. Оптимальная НН реализуется режимом работы группы на ограничениях по скорости, усилиям, токам и моментам ГП, производительности установки МОП, обжатию в последней клети.
5. Установлено несоответствие точности ГР и ТКП полосы на НШПС, оборудованных ЛС, требованиям 13 на АСУ Н1ИПС ГП с УВМ, выявлена необходимость осуществления коррекции НН группы от УВМисследованы автокорреляционные функции толщины и ТКП и установлена эффективность коррекции от УВМ на головную часть полосы и необходимость проведения коррекции на каждой полосе.
6. Сформулированы требования к организации коррекции: соответствие ЦФ коррекции целевой функции НН в части производительности и качества полосыобеспечение требований по точности в соответствии с ТЗ на АСУналичие методики, обеспечивающей по быстродействиго и точности возможность расчета управляющих воздействий от УВМ на каждую полосу в реальном времени.
7. Выявлен дефицит времени на расчет коррекции в темпе с процессомустановлена необходимость использования ММ, требующих минимального времени для расчета и обеспечивающих необходимую точность. Разработана линейная ММ в приращениях. Выведены аналитические формулы для расчета всех коэффициентов ЛММ.
8. Разработана оптимальная и многокритериальная процедура расчета корректирующих воздействий на каждую полосу с помощью ЛММ в соответствии с измеренными возмущениями со стороны подката и отклонениями параметров от заданных на голове предыдущей полосы для стана, оборудованного МОП, САРТ и противоизгибом валков. При этом ЦФ по производительности удовлетворяется выбором управляющего воздействия по скорости или расходу воды в МОП в зависимости от знака ожидаемого отклонения ТКП, максимум сглаживанияпутем максимальной загрузки первых клетей, а1 условие устойчивости полосы в валках обеспечивается коррекцией усилия противоизгиба и обжатий со стабилизацией усилий прокатки в последних клетях.
9. Установлено, что все исследованные НММ имеют значительные абсолютные погрешности, приводящие при расчете НН от УВМ к отклонениям по толщине полосы до 0,2 мм и по ТКП — до 80 °C, что превышает допустимые отклонения по ТЗ на АСУ НШПС ГП. При этом среднеквадратичные отклонения погрешности (разброс) расчета тех же ММ незначительны. Кроме того вследствие изменения диаметра валков в процессе прокатки чистовая группа представляет собой нестационарный объект, вследствие чего за час работы отклонение по толщине может составить до 0,03 мм. Эти обстоятельства приводят к необходимости адаптации математических моделей в процессе работы АСУ. Обоснован метод адаптации НММ путем введения корректирующих мультипликативных коэффициентов. Разработан вектор коэффициентов, компонентами которого являются корректирующие множители в выражениях для расчета коэффициента напряженного состояния, предела текучести, составляющих теплового баланса в очаге деформации, момента прокатки, изменения профиля валков.
10. Разработана процедура адаптации НММ, включающая расчет отдельных составляющих вектора корректирующих коэффициентов на каждой полосе и текущее усреднение их в продолжение прокатки всего типоразмера. Определение корректирующих коэффициентов на полосе осуществляется путем решения системы. уравнений, составляющих НММ, для чего рекомендуется метод покоординатного спуска с Щ в виде квадратичной функции невязки по отдельным координатам — толщине ТКП, усилиям и т. д. Коэффициенты на каждую следующую полосу формируются по алгоритму текущего среднего с весовым коэффициентом of. Сформулирована 1 $& процесса адаптации на п полосах в виде квадратичной функции МО невязки расчета. Установлено, что оптимальное значение оС =1,5. При этом среднее значение погрешности НММ по предсказанию толщины составляет 0,005 мм, среднеквадратичное значение погрешности равно 0,015 мм. Погрешность при скачке предела текучести на 10% устраняется на второй полосе.
11. Разработана и исследована процедура адаптации ЛММ для коррекции на каждой полосе, основанная на методе Качмажа в форме Райбмана-Чадеева. С целью ускорения сходимости метода разработана многошаговая процедура адаптации с ортогонализацией матрицы коэффициентов. Предложена рекуррентная форма ортогонализации матрицы. По сравнению с исходным методом скорость адаптации повысилась в 200 раз. Установлено, что погрешность расчета толщины, температуры и усилия при адаптации ЛММ уменьшается в 10 раз на 5-й полосе. Исследована зависимость скорости адаптации от коэффициента шага ^.
Определено, что скорость сходимости адаптации ЛММ максимальна при ^ = 0,8 — I.
12. На основе проведенных теоретических исследований для АСУ чистовой группы НШПС ГП 2000 НЛМЗ автором разработаны алгоритмы: расчета оптимальной многокритериальной начальной настройки, оптимальной многокритериальной коррекции НН, расчета коэффициентов ЛММ, адаптации НММ, адаптации ЛММ. Алгоритмы коррекции, расчета коэффициентов ЛММ, адаптации НММ испытаны в опытной прокатке на НШПС ГП 2000 НЛМЗ. Испытания показали, что коррекция при входном возмущении по температуре на 20 °C снижает отклонение толщины полосы до 0,05 мм (без коррекции отклонение равно 0,15 мм) и по ТКП до 5 °C (без коррекции 15−20 °С). Коррекция по выходному отклонению на первой же полосе снижает отклонение по толщине с I мм до 0,1 мм и по ТКП с 10 °C до 5 °C. Все упомянутые алгоритмы сданы заказчику — НЛМЗ, и включены в математическое обеспечение АСУ чистовой группы стана 2000. Для реализации результатов расчета в настройке механизмов автором так же разработаны:
— система бесконтактного управления скоростным режимом ГП для АСУ чистовой группой клетей, внедренная на стане 1700 Жданов-ского металлургического завода им. Ильича с экономэффектом 52 тыс. рублей;
— МОб системы управления скоростным режимом ГП чистовой группы для АСУ стана 2000 НЛМЗМОб сдано заказчикуалгоритмы системы сданы в Отраслевой фонд алгоритмов и программ Минприбора СССР;
— МОб системы настройки растворов клетей чистовой группы через САРТ для АСУ стана 2000 НЛМЗ;
— информационная подсистема АСУ чистовой группой для стана 2000 НЛМЗ. Подсистема прошла комплексные испытания на НЛМЗ и подтвердила выполнение требований ТЗ к информационному обеспечению управляющей подсистемы АСУ чистовой группы. Загрузка ОЗУ УВД задачами информационной подсистемы по памяти составила 60 Кслов. Временная загрузка УВД задачами информационной подсистемы составила 0,5 с за I с, что обеспечивает функционирование управляющей подсистемы АСУ.
13. Экономическая эффективность работ, выполненных автором на стане 2000 НЛМЗ составляет 200 тыс.рублей.
Список литературы
- Материалы ХХУ1 съезда КПСС. — М.: Политиздат, 1.8I.-50c.
- Изучение и обобщение опыта автоматизации фирмой Сименс широкополосного стана горячей прокатки 2000 Череповецкого метза-вода с применением УВМ. T.I. Отчет /ВНИИАчермет.- М., 1976. -200 с.
- Теоретическое и экспериментальное исследование АСУ ТП, а также ее технического и математического обеспечения стана 2000 горячей прокатки ЧЕРМЕЗ, разработанной фирмой Сименс. Отчет /Институт автоматики. Шифр темы 6469.-Киев, 1978. — 223 с.
- Болдырева Д.Ф. и др. К вопросу алгоритмизации процесса горячей прокатки полос в чистовой группе клетей непрерывного стана. В кн.: Алгоритмизация производственных процессов. Киев, «Наукова думка», 1965, вып.8, с.89−93.
- Григорян Г. Г. и др. Настройка, стабилизация и контроль процесса тонколистовой прокатки. М.: Металлургия, 1975. 368 с.
- Коновалов Ю.В., Руденко Е. А., Заличенок Б. Ю. и др. Технология прокатки широкополосной универсальной стали на стане 800. Сталь. 1983, № 3, с.40−43.
- Железнов Ю.Д. и др. Алгоритм расчета настройки чистовой группы широкополосного стана горячей прокатки. В кн.: Автоматизированные системы управления технологическими процессами в прокатном производстве, М., ЦНИИТЭИ приборостроения, 1973, с.121−124.
- Исследование, разработка и освоение технологии производуства широкополосной универсальной листовой стали углеродистых^, низколегированных марок на стане 800 Орско-Халиловского метком-бината. Отчет /Д0ННИИЧЕРМЕТ, шифр темы 317/80.-Донецк, 1982.-210с.
- Луговской B.M. Алгоритмы систем автоматизации листовых станов. — М.: «Металлургия». — 1974.
- Бобраницкий Ю.П., Крюков Н. Н., Залевский Е. А., Гончарен-ко Е.С. К выбору режима обжатий в чистовой группе клетей тонколистового стана. В кн.: Точная прокатка. Донецк, изд. ДонНИИЧМ, 1973, с.27−29.
- Остапенко А.Л., Коновалов Ю. В., Кисиль В. В. и др. Прога
- О рамма расчета параметров технологии на широкополосных станах горячей прокатки. ИВУЗ Черная металлургия. 1982, № 2, с.40−42, № 3, с.55−56.
- Железнов Ю.Д., Григорян Г. Г., Поляков Б. А., Пятецкий В. Е. Разработка технологических алгоритмов управления чистовой группой клетей широкополосного стана. В кн.: Разработка и внедрение АСУ прокатными станами. М., ЦНИИТЭИприборостроения, 1975, с.130−132.
- Шадан В.Т., Трусов В. А., Смирнов В. М. и др. Влияние распределения обжатий по проходам при ВТМО на структуру и свойства проката. ИВУЗ Черная металлургия, 1983, № 5, с.59−60.
- Бобраницкий Ю.П., Болдырева Д. Ф., Гриненко А. В. Цели и критерии операции управления чистовой группой клетей стана горячей прокатки. В кн.: Научные основы автоматизации процессов обработки металлов давлением. Киев, «Наукова думка», 1977, с.23−29.
- Григорян Г. Г., Койнов Т. А., Челюсткин А. Б. Управление режимом горячей прокатки на непрерывных широкополосных станах.-Автоматика и телемеханика, 1975, № 2, с.167−175.
- Тимофеев Б.Б., Бобраницкий Ю. П. Принцип построения автоматизированной системы управления широкополосным станом горячей прокатки.- В кн.: Автоматизация прокатных станов. М#, «Металлургия», 1974, с.5−25.
- Архангельский В.И., Бычков С. М., Твардовский В. П. и др. Основные задачи и принцип построения АСУ ТП толстолистовых станов.- В кн.: АСУ технологическими процессами в прокатном производстве. Киев, «Техника», 1975, с, 53−57.
- Архангельский В#И., Твардовский В. П., Чевлев Н. Г. Задачи и принципы построения алгоритмов АСУ режимами обжатий толстолистовых станов.- В кн.: Автоматизированные системы управления технологическими процессами в прокатном производстве. Киев, Изд.
- Института автоматики, 1978, с.72−82.
- Чистопьянов О.Ф., Горпинченко Е. И., Эльмес P.M. Определение управляющих воздействий при автоматической коррекции чистовой группы клетей.- В кн.: Автоматизация прокатных станов. М., «Металлургия», 1974, с.111−117.
- Олефир Ф.Ф., Оржель А. Д. Оптимизация процесса непрерывной холодной прокатки при управлении станом от УВМ.- В кн.: Автоматизация прокатных станов. М., «Металлургия», 1976, с.23−25.
- Пятецкий В.Е., Цупров А. Н. Алгоритмы управления широкополосным станом горячей прокатки с УВМ.- В кн.: Тезисы докладов УШ Всесоюзной молодежной научно-технической конференции. Тула, 1974, с. 96.
- Меерович И.М. и др. Повышение точности листового проката.- М.: «Металлургия», 1969.- 262 е., ил.
- Железнов Ю.Д. Прокатка ровных листов и полос.- М.: Металлургия, 1971.- 198 е., ил.
- Коновалов Ю.В. и др. Повышение точности листовой прокатки,— М.: «Металлургия», 1978.- 296 с.
- Венцель Е.С. Теория вероятностей.- М.: «Наука», 1969.576 с., ил.
- Система измерения силовых параметров. Техническое описание и инструкция по эксплуатации. 2Ж2.782.087.90.- Киев: 1979.60 с.
- Целиков А.И., Гришков А. И. Теория прокатки.- М.: «Металлургия», 1970, — 358 с.
- Андреев В.П., Сабинин Ю. А. Основы электропривода.- M.-JI.: «Наука», 1963.- 771 с.
- Целиков А.И. и др. Теория продольной прокатки.- М.: «Металлургия», 1980, — 318 с.
- Целиков А.И. Определение контактной поверхности при прокатке с учетом упругой деформации.- Сталь, 1961, № 6.
- Третьяков Е.М., Луговской В.М.- В кн.: Расчеты процессов пластического формоизменения металлов. М., изд. АН СССР, 1962, с. 19.
- Хилл Р. Математическая теория пластичности.- М., Гостех-издат, 1956.- 405 с.
- Бровман М.Я. Применение теории пластичности в прокатке.-М., «Металлургия», 1965.- 260 с.
- Унксов Е.П. Инженерные методы расчета усилий при обработке металлов давлением.- М., Машгиз, 1955, — 195 с.
- Исследование непрерывного широкополосного стана горячей прокатки 2000 НЛМЗ с целью установления оптимальных условий использования оборудования. Отчет / ВНИИМЕТМАШ, 74.I.I9.II6−2/II-1739.- М., 1975.- 414 с.
- Динник А.А. Истинные пределы текучести стана при высоких температурах и скоростях деформации.- В кн.: Обработка металлов давлением. Вып.XXXIX. Металлургиздат, I960, с.311−327.
- Зюзин В.И. и др. Сопротивление деформации сталей при горячей прокатке.- М., «Металлургия», 1964.- 270 с.
- Крейндлин Н.Н. Расчет обжатий при прокатке цветных металлов.- М., Изд.лит. по черной и цвет. металлургии, 1963.- 407 с.
- Головин А.Ф. Деформация металла при прокатке.- Свердловск: изд. Уральского политехнического института, 1928.- 273 с.
- Кириллин Н.М. Аналитическое определение положения равнодействующей давления металла на валки при простом процессе прокатки.- Изв.вузов. Машиностроение, 1959, № II, стр.119−121.
- Сафьян М.М. Прокатка широкополосной стали.- М.: «Металлургия», 1969.- 459 с.
- Рокотян Е.С., Рокотян С. Е. Знергосиловые параметры обжимных и листовых станов.- М.: «Металлургия», 1968.- 271 с.
- Коновалов Ю.В., Остапенко А. Л. Температурный режим широкополосных станов горячей прокатки.- М.: «Металлургия», 1974.174 с.
- Тарновский И.Я. и др. Теория обработки металлов давлением.- М.: Металлургиздат, 1963.- 353 с.
- Тягунов В.А. Рациональная калибровка листовых станов.-М.: Металлургиздат, 1944.- 175 с.
- Железнов Ю.Д., Цифринович Б. А. К вопросу о тепловом балансе полосы в непрерывном стане горячей прокатки.- Изв.вуз. Черная металлургия, 1968, № 9, с.105−111.
- Венцель Г. Изменение температуры ленточной стали при горячей прокатке на чистовой группе полосового стана.- Прокатка и прокатное оборудование. Экспресс-информация, 1965, № 27, с.8−43.
- Павельски 0. Расчет температурного режима в чистовой группе широкополосного стана горячей прокатки.- Черные металлы, 1969, № 21, с.13−17.
- Музалевский 0.Г. и др. Расчет параметров прокатки на непрерывных широкополосных станах с помощью ЭВМ.- Сталь, 1970, № 3, с.246−250.
- Железнов Ю.Д., Цифринович Б. А., Лямбах Р. В. и др.- Изменение температуры по длине полосы при движении через непрерывный стан горячей прокатки.- Сталь, 1968, № 10, с.914−920.
- Иванцов Г. П. К теории теплообмена прокатных валков и раскаленного металла, — ЖТФ, 1937, том /П, вып. Ю, C. III4-II25.
- Стукач А.Г. Расчет охлаждения металла при горячей прокатке.- Сталь, 1955, * 7, с.626−629.
- Дружинин Н.Н., Герцев А. И., Дружинин А. Н. и др. Температурный режим прокатки полос на непрерывном широкополосном станес повышенными ускорениями клетей.- Сталь, 1975, № 6, с.738−740.
- Герцев А.И., Максименко Г. А. Определение основных параметров установки межклетевого охлаждения полосы непрерывных широкополосных станов горячей прокатки.- В кн.: Труды ВНИИМЕТМАШ.1. М., 1976, № 44, с.32−41.
- Яворский Б.М., Детлаф А. А. Справочник по физике.- М.: «Наука», 1964, — 847 с.
- Радиационный пирометр РАПИР. Инструкция по монтажу и эксплуатации.- Тула, Центр. бюро тех.информ., 1965, 32 с.
- Агрегатный комплекс стационарных пирометрических преобразователей и пирометров АПИР-С.- Львов, изд. НПО термоприбор, 1978, 39 с.
- Коновалов Ю.В., Налча Г. И., Савранский К. Н. Справочник прокатчика.- М.: «Металлургия», 1977.- 310 с.
- Файзулин В.Х. и др. Влияние начального профиля рабочих валков чистовых клетей непрерывного стана на форму профиля полосы.- Сталь, 1963, № 7, с.624−627.
- Полухин П.И. и др. Исследование температурных условий работы валков стана 2500 ММК.- Сталь, 1963, № 9, с.819−823.
- Полухин П.И. и др. Влияние технологических факторов на профилировку валков тонколистовых станов.- Сталь, 1963, № 2,с.146−152.
- Березин И.С., Жидков Н. П. Методы вычислений.- М.: Физ-матгиз, 1966, т.2.- 365 с.
- Управление широкополосным станом 2032 горячей прокатки с ЭВМ.- Прокатка и прокатное оборудование. Зкспресс-информация, 1973, № 27, с.
- Додока В.Г. и др. Создание и внедрение высокоэффективных систем регулирования профиля валков на листовых станах.- Сталь, 1974, № 2, с.135−139.
- Уайлд Д.Дж. Методы поиска экстремума.- М.: «Наука», 1967.- 210 с.
- Васильев Ф.П. Лекции по методам решения экстремальных задач.- М.: Изд.Моск.университета, 1974.- 374 с.
- Карманов В.Г. Математическое программирование.- М.: «Наука», 1976.- 272 с.
- Техническое задание на систему автоматического управления с УВМ непрерывным широкополосным станом горячей прокатки 2000 Новолипецкого металлургического завода.- Киев, Институт автоматики, 1972 г.- 18 с.
- Железнов Ю.Д., Коцарь СЛ., Абиев А. Г. Статистические исследования точности тонколистовой прокатки.- М.: «Металлургия», 1974.- 238 с.
- Изучение влияния УВМ и локальных систем автоматизации на качество продукции ЛПЦ-2. Отчет / ЦЗЛ ЧМЗ. Исследование № I.-Череповец, 1975.- 88 с.
- Автоматизация технологических процессов в прокатном производстве. Под ред.акад.АН УССР Б. Б. Тимофеева и канд.техн.наук В. И. Попельнуха.- М.: «Металлургия», 1979.- 175 с.
- Смирнов Н.В., Дунин-Барковский И.В. Курс теории вероятностей и математической статистики.- М.: «Наука».- 1965, 511 с.
- Н.Н.Дружинин. Непрерывные станы как объект автоматизации.- M. s «Металлургия», 1967.- 258 с.
- Выдрин В.Н. и др. Процесс непрерывной прокатки.- М.: «Металлургия», 1970.- 456 с.
- Дисковые операционные системы. Краткое описание и руководство по пользованию.- Северодонецк: изд. НПО «Импульс», 1977.229 с.
- И.Н.Бронштейн, К. А. Семендяев. Справочник по математике.-М.-Л.: ОГИЗ, 1948.- 556 с.
- Чистопьянов О.Ф., Зльмес Ф. М. К вопросу об оценке влияния точности механизмов стана на качество полосы, — В кн.: Автоматизация прокатных станов. М.: «Металлургия», 1974, с.96−104.
- Цыпкин Я.З. Адаптация и обучение в автоматических системах.- М.: «Наука», 1968, — 399 с.
- Растригин Л.А. Системы экстремального управления.- М.:1. Наука", 1974.- 630 с.
- Спиди К. и др. Теория управления. Идентификация и оптимальное управление.- М.: «Мир», 1973.- 247 с.
- Современная математика для инженеров. Под ред.Э.Беккен-баха.- М.: ИЛ, 1958.- 380 с.
- Адаптивное управление прокаткой труб. Под ред.Ф. А. Данилова и Н. С. Райбмана.- М.: Металлургия, 1973.- 220 с.
- Цыпкин Я.З. Основы теории обучающихся систем.- М.: «Наука», 1970.- 251 с.
- Перельман И.И. Текущий регрессионный анализ и его применение в некоторых задачах управления.- Изв. АН СССР, ОТН, Энергетика и автоматика, I960, № 2, с.133−137.
- Лелашвили Ш, Г. Применение одного итерационного метода для анализа многомерных автоматических систем.- В кн.: Схемы автоматического управления. Тбилиси, изд."Мецнисреба", 1965, с.73−77.
- Имедадзе В.В., Лелашвили Ш. Г. Некоторые итерационные алгоритмы для получения математической модели многомерных объектов.- В кн.: Идентификация и аппаратура для статистических исследований. М., «Наука», 1970, с.183−193.
- Чадеев В.М. Определение динамических характеристик объек тов в процессе их нормальной эксплуатации для целей самонастройки.- Автоматика и телемеханика, 1964, № 9, с.1302−1306.
- Болембо З.Б. Применение методов кибернетики в электротехнике.- М.-Л.: Госуд.энерг.издательство.- 1962, 304 с.
- Система автоматического управления с УВМ НШПС горячей прокатки 2000 НЛМЗ. Техническое описание. Отчет / Институт автоматики. 2ffi3.035.044.T0 I.- Киев, 1974.- 143 с.
- Тимофеев Б.Б., Бобраницкий Ю. П., Чистопьянов О. Ф. и др.
- Системно-алгоритмическое обеспечение АСУТП чистовой группой широкополосного стана горячей прокатки, — В кн: Разработка и внедрение АСУ прокатными станами. М., изд. ЦНИИТЭИ приборостроения, 1975, 0,58−59.
- Чистопьянов О.Ф., Печковская Е. П. К вопросу адаптации математических моделей для АСУ ТП чистовой группы широкополосного стана горячей прокатки. В кн.: Разработка и внедрение АСУ в прокатном производстве. М., изд. ЦКИИТЭИ приборостроения, 1983, с. 37.
- Чистопьянов О.Ф. Алгоритм перестройки главного привода в АСУ чистовой группой широкополосного стана горячей прокатки. Алгоритмический модуль. УДК 62I.77I.23.6b8.0I2.011.56.6У1.3., 1976, 21 с.
- Дружинин Н.Н., Мирер А. Г., Дружинин А. Н. Система управления скоростным режимом чистовой группы клетей непрерывного тонколистового стана. В кн.: Автоматизированный электропривод в народном хозяйстве, т. З, М., «Энергия», 197I, с.85−87.
- Чистопьянов О.Ф. Опытная проверка алгоритмов коррекции настройки чистовой группы клетей для АСУ толстолистовым станом горячей прокатки. В кн.: Разработка и внедрение АСУ ТП прокатных станов. М., 1ЩИТШ приооростроения, 1979, с. 36.
- Железнов Ю.Д. и др. Оптимальная настройка непрерывного широкополосного стана с помощью ЭВМ. В кн.: Тезисы докладов на I Всесоюзной конференции по применению ЭВМ в металлургии. М., 1973, с.73
- Бобраницкий Ю.П., Гончаренко E.G., Тшценко В. Ф. Система оптимального регулирования температуры полосы на стане горячей прокатки. В кн.: Промышленная системология. Киев, «Техника», 1974, с.68−71.
- ИЗ. Болдырева Д. Ф., Гриненко А. В. Стратегия управления чистовой группой клетей стана горячей прокатки. В кн.: Автомати -зированные системы управления технологическими процессами. Киев, изд. Института автоматики, 1975, с.34−37, 44.
- Олефир Ф.Ф., Оржель А. Д. Оптимизация настройки непрерывного стана холодной прокатки в автоматизированной системе управления. В кн.: Металлургия и коксохимия. Киев, «Техника», 1975, с.83−85.
- Погоржельский В.И., Хромов В. Д., Чистяков Ю. И. и др. Разработка режимов деформации при контролируемой прокатке стали 07Г2ФБ для улучшения ее механических свойств. Черная металлургия. 1У80, № 19, с.25−27.
- Иваницкий А.В., Орнатовский EJ1. Контролируемая прокатка толстых листов для сварных конструкций. Черная металлургия.1982, № 19, с.63−66.
- Карагодин Н.Н., Рябчиков Ф. Ф., Востриков А. А. Опыт поставки малоулгеродистой качественной конструкционной стали с нормируемой величиной включений структурно свободного цементита. -Сталь. 1У82, № 1, с. 47−49.
- Погоржельский В.И., Чистяков Ю. И., Хромов В. Д. и др. Контролируемая прокатка низколегированных сталей на толстолистовом и широкополосном станах. Сталь. 1980, № 9, с.40−42.
- Коновалов Ю.В., Руденко Е. А. Способы коррекции начальной настройки чистовых клетей широкополосного стана горячей прокатки. ИВУЗ Черная металлургия. 1981, № 6, с.76−78, №, с.80−82.
- Герцев А.И., Перельман Л. Д., Харчевников В. И. и др. Улучшение механических свойств листов регулированием температурного режима прокатки, Сталь. 1981, Ж7, с. Ы-53.
- Скороходов А.Н., Полухин П. И., Ишокович Б. М. и др. Оптимизация прокатного производства. М., Металлургия, 1983. 432 с.
- Mccook JVeck beatings.-Appendix I. AS>НF Repoz-t of Speciof fte&eoz^ Commiiee, 1335.12ь. Sims R.&, СокаEp-tton oj-(MC Рогсе and Toxque in И о 4 ЙоШпо Mitk.-Pzoe^ihjs Luit. of MeehanlciaE
- Uessenle^C.P.^SlmsP.ft.-Tionflnc/S-teef Tnsi./
- K7.Fink S, DieTkeoaechez WahazieUZeit sefiz. f
- Ьегд. HSUejj and Satinenwesen, 2&G, Ш4.128.EcefungS,-Jeznbntozets
- D7esden T). АаьМшпfen Setm Waf-zen.-Z.ei-tscbziJ--t Амемаг)<�Ме Mtfthematik un^f Hechfl-nlk, 4425, Ш.
- EO.bfWT)., FozdH. Tbe Calculation oj- RoEP Г-vzct find Тог-t^^e in CotJ St zip RoKlng и/lth Tensions.-Pwc.Jnst.Mecb.Engs., Wkb} Vol. >159, p. Ul".
- Sachs C-eozQe} Latorze James CUlclcoKK.-Izon and Steel? En^.^i^J^p.^l-M.
- К act man S. Angen^heite Auj-Cosuncj iron Siisiemen llntaztz G-lelchunQen- ButP. Internal
- Acad. PoCop. Scl., CP. Scf. M^i. Se*. Д/^р.^-ет.