Формирование пористой структуры в изделиях на основе железа и титана с заданными физико-механическими и эксплуатационными свойствами
Определены условия взаимодействия атмосферы сухого воздуха с поверхностью металлов в обычной атмосферных условиях и изолированном объеме. Защитные свойства окисной пленки на поверхности титановых сплавов сохраняются: а) при нагреве в обычных атмосферных условиях: в течении 1 часа при нагреве в электропечи до 650 °C, — 30 мин. при ЭКН до 900 °C,-5 мин. при ЭКН до 1000°Сб) в герметичном контейнере… Читать ещё >
Содержание
- Глава 1. Актуальность проблемы изготовления изделий из порошковых материалов с заданными свойствами
- 1. 1. Эффективность изготовления деталей из конструкционных порошковых материалов
- 1. 2. Анализ существующих и перспективных методов изготовления изделий из порошковых материалов
- 1. 3. Обоснование направления и методик исследований, выбор оборудования
- 1. 4. Выводы
- Глава 2. Исследование влияния факторов активирования взаимодействия атмосферы сухого воздуха с поверхностью сплавов на основе железа и титана на технологичность изготовления и свойства конструкций
- 2. 1. Взаимодействие в обычных атмосферных условиях
- 2. 2. Взаимодействие в изолированном объеме
- 2. 3. Взаимодействие с атмосферой сухого воздуха при ГЛР в среде аргона и азота
- 2. 4. Выводы
- Глава 3. Исследование влияния активирующих факторов процесса холодного прессования на изменение структуры и усадки образцов имитаторов конкретных изделий
- 3. 1. Общие закономерности формования порошков
- 3. 2. Исследование образцов имитаторов колец припоя из сплава впр-16.:. бо
- 3. 3. Исследование на образцах имитаторах корпуса замка из порошкового сплава на основе титана
- 3. 4. Исследование на образцах имитаторах гермошайб из порошкового сплава на основе титана
- 3. 5. Выводы
- Глава 4. Кинетика, температурная зависимость и механизм активирования образования диффузионного соединения порошковых частиц из материалов ЖГр1 и 2М2А
- 4. 10. природе образования соединения в твердофазном состоянии
- 4. 2. Исследование активизации процесса диффузионного взаимодействия порошковых частиц в холоднопрессованных заготовках
- 4. 3. Закономерности формирования пористости и свойств спеченных заготовок
- 4. 4. Выводы
- Глава 5. Влияние условий диффузионного взаимодействия порошковых частиц сплава 2М2А и листовых заготовок сплава ВТ20 на свойства композиционных конструкций
- 5. 1. Исследование условий взаимодействия порошковых частиц из сплава 2М2А и листовых заготовок из сплава ВТ20 при спекании
- 5. 2. Исследование влияния условий спекания на свойства комбинированных из порошка и листа деталей
- 5. 3. Проведение ресурсных испытаний и оценка эксплуатационных свойств конкретных деталей
- 5. 4. Выводы
Формирование пористой структуры в изделиях на основе железа и титана с заданными физико-механическими и эксплуатационными свойствами (реферат, курсовая, диплом, контрольная)
Актуальность работы. В последние годы наблюдается резкое увеличение доли металлических композиционных материалов в конструкциях перспективных изделий авиационной, космической, энергетической и другой техники. Интегральное снижение эксплуатационных расходов, которое дает достижение нового уровня потребительских характеристик, перекрывает издержки на разработку и изготовление этих материалов. В общем технологическом процессе изготовления металлических композиционных материалов заслуживают процессы получения различного рода изделий, изготовленных методом малоотходной технологии (порошковая металлургия, литье и др.), которые требуют постоянного совершенствования и разработки новых наиболее эффективных и экономически выгодных технологических процессов их осуществления.
Развитие нефтяной, химической, газовой и других отраслей промышленности невозможно без использования пористых фильтров из спеченных материалов, которые по сравнению с имеющими широкое распространение тканевыми, картонными и другими, более прочны, выдерживают повышенные температуры и их резкие колебания, не загрязняют очищаемую среду материалом фильтра, обеспечивают высокую тонкость фильтрации, позволяют фильтровать кислоты, щелочи, высокотемпературные агрессивные газы, горючие и смазочные материалы, жидкие металлы и т. д.
Пористые материалы находят также широкое применение и в других отраслях промышленности (текстильная, кондитерская, фармацевтическая). Например, внедрение в промышленную практику не требующих смазки пористых подшипников скольжения с уникальными физико-механическими свойствами вообще недостижимо традиционными методами изготовления. Изготовление тугоплавких порошков с особыми свойствами, например, нитридов титана из отходов ГЛР титана и его сплава.
В области создания пористых изделий можно выделить работы отечественных и зарубежных учёных: Федорченко Н. М., Андриевского Р. А., Джонс В., Раковского B.C., Кипарисова С. С., Либенсона Г. А., Шатта В. И. и др. Из них наиболее перспективными является исследования создания композиционных материалов методом диффузионной сварки в твердофазном состоянии, но эти процессы весьма длительны, требуют создания определенного давления и заданной температуры, существуют ограничения из-за сложности формы детали. Заслуживают внимания процессы активизирования диффузионного взаимодействия путем предварительного окисления порошковых материалов. Поверхностная диффузия усиливается при восстановлении оксида на 2−3 порядка и ускоряет образование и рост контактов и сфероидизацию пор.
Таким образом, актуальным направлением исследования является повышение качества готовых изделий за счет управления их пористым строением, физико-механическими, технологическими и эксплуатационными свойствами, технологическими параметрами процесса формообразования, которые до настоящего времени наименее изучены, что и послужило основанием для выполнения данной диссертационной работы.
Цель работы: Комплексное исследование влияние закономерностей формирования пористой структуры в изделиях на основе железа и титана с заданными физико-механическими, технологическими и эксплуатационными свойствами путем активирования диффузионного твердофазного взаимодействия порошковых материалов и внедрение их результатов в производство.
Для достижения поставленной цели в диссертационной работе решались следующие задачи:
— проанализировать известные методы и средства создания пористости в изделиях на основе титана и железа, управление их физико-механическими, технологическими и эксплуатационными свойствами и на их основе обосновать выбор направления исследования;
— оценить технологические возможности изготовления порошковых изделий и обосновать выбор материалов, разработку методик и оснастки для получения и исследования свойств изделий с заданной пористостью;
— исследовать взаимодействие атмосферы сухого воздуха с поверхностью сталей и сплавов на основе железа и титана в изолированном объеме;
— исследовать влияния факторов активирования процесса твердофазного диффузионного взаимодействия порошковых металлов: холодным прессованиемнагреванием в автономном вакууме в защитной среде и в вакууме на структуру и свойства традиционных и пористых изделий на основе железа и титана;
— анализ физико-механических, технологических и эксплуатационных свойств и структуры полученных пористых изделий на основе титана и железа;
— разработать технологию изготовления сложных деталей комбинированных из листа и порошковых заготовок на основе титана;
— исследовать состав, структуру и свойства порошковых отходов ГЛР титановых сплавов;
— провести опытно-промышленную отработку и внедрение в производство технологических процессов получения изделий с заданной пористостью, физико-механическими, технологическими и эксплуатационными свойствами.
Методы исследования. При выполнении данной диссертационной работы применялись как общеизвестные методики исследования свойств пористых материалов и изделий, так и специально разработанные с участием автора. Из числа известных использовали методы определения прочности на разрыв, плотности гидростатическим взвешиванием, твердости по Бринеллю, коэффициента трения, металлографические и рентгеноструктурные исследования, электронная микроскопия и другие экспериментально-аналитические методы.
Для исследований макро и микроструктуры, химического состава использовались приборы: большой металлографический микроскоп «Neophot-21», металлографический комплекс фирмы «Карл Цейс», растровый электронный микроскоп «JEOL» JSM 5600 с энергодисперсионным микроанализатором «ENERGY»,. дифрактометр рентгеновский «ДРОН-6», машина для испытания материалов на износ «МИ» и другое оборудование.
Научная новизна работы состоит в следующем:
1. Определены условия взаимодействия атмосферы сухого воздуха с поверхностью металлов в обычной атмосферных условиях и изолированном объеме. Защитные свойства окисной пленки на поверхности титановых сплавов сохраняются: а) при нагреве в обычных атмосферных условиях: в течении 1 часа при нагреве в электропечи до 650 °C, — 30 мин. при ЭКН до 900 °C,-5 мин. при ЭКН до 1000°Сб) в герметичном контейнере неограниченное время за счет автономного вакуумирования гетерами, что позволяет вести нагрев сплавов на основе титана и железа. Патенты: № 2 020 187- № 2 021 058- № 2 076 029.
2. Уточнены особенности формирования структуры пористых изделий на основе титана и железа в зависимости от условий активирования диффузионных процессовустановлена зависимость параметров пористости и физико-механических, технологических и эксплуатационных свойств сплавов на основе титана и железа от температуры и времени спекания. Активирование процесса спекания путем скоростного нагрева и предварительного окисления холоднопрессованных заготовок с последующим восстановлением автономным вакуумированием с температур 700−800°С гетерами позволяет увеличить плотность спеченных заготовок более чем на 19% по сравнению с традиционным вакуумным спеканием. Кроме того позволяет снизить удельное.
О О давлении прессования с 13т/см до 8-Ют/см". Выведена эмпирическая зависимость электропроводности от пористости заготовок из сплава 2М2А. Патент № 1 784 006.
3. Разработаны новые антифрикционные материалыЖГр1,2Х1Н0,8Д2-Т0,7 + 2%Mo2S, ЖГр1,5Х1Н0,9ДЗТ0,5 +2% Mo2S для которых установлена их зависимость коэффициента трения от давления. Патент № 2 068 021.
4. Для порошковых отходов ГЛР титановых сплавов установлены состав, структура и свойства частиц в зависимости от вида используемого вспомогательного газа. Патент № 2 247 070.
Практическая значимость. Разработаны новые пористые материалы, новизна которых подтверждена патентами. Отработаны оптимальные технологические режимы процессов получения изделий на основе железа и титана с заданной пористостью, внедренные в производство на КнААПО с общим экономическим эффектом более 180 000 рублей по ценам до 1991 г, что подтверждено соответствующими актами внедрения. На основе ресурсных испытаний корпусов замков и гермошайб была разработаны и внедрены отраслевые технологические рекомендации TP 1.2.271−82 по изготовлению деталей из спеченного материала 2М2А. Отработаны и внедрены в производство серийные технологии по изготовлению колец припоя из сплава ВПР-16, позволившие производить монтажную пайку титанового трубопровода в агрегатно-сборочных цехах, фильтров системы вооружения JIA и деталей велосипеда «Космос».
Результаты работы в виде методик и исследований пористости и оснастки внедрены в учебный процесс на кафедре «МИТНМ» КнАГТУ, а также используются при выполнении научно-исследовательской работы студентами и аспирантами.
На защиту выносятся следующие основные положения:
— условия взаимодействия атмосферы сухого воздуха с поверхностью металлов в изолированном объеме;
— исследования пористой структуры материалов и изделий;
1 9.
— особенности активирования диффузионного взаимодействия порошковых заготовок и закономерности формирования пористой структуры в изделиях на основе железа и титана;
— закономерности влияния структуры и свойств изделий с заданной пористостью на их физико-механические, технологические и эксплуатационные свойства;
— технологические параметры и режимы операций при получении изделий с заданной пористостью;
— особенности формирования структуры частиц (порошковых отходов) при ГЛР титановых сплавов.
Личный вклад автора состоит в оценке технологических возможностей изготовления порошковых изделий из титановых сплавованализе литературных источниковв проведении экспериментов с последующим анализом и обработкой полученных данныхв проведении оптических, металлографических, физико-механических и др. исследований.
Данная работа выполнялась в соответствии с программой ОАО «КнААПО» «Глубокая модернизация и разработка новых технологий производства изделий на уровне вхождения в международную систему разделения труда на 2001;2006гг.».
Достоверность полученных результатов обеспечивается корректностью постановки решаемых задач и их физической обоснованностью, большим объемом статистических и экспериментальных данных и сопоставлением полученных результатов с данными других авторов. ^.
Апробация работы. Основные результаты диссертационной работы докладывались и обсуждались: на Всесоюзной научнотехнической конференции «Использование современных физических методов в неразрушающих исследованиях и контроле» (г. Хабаровск, 1984 г.) — на 7-мом международном конгрессе «Термическая обработка МОТО VII» (г. Москва, 1990 г.) — Всесоюзной научно-технической конференции «Новые материалы и ресурсосберегающие технологии термической и химико-термической обработки в машиностроении и в металлургии» (г. Новокузнецк, 1991 г.) — на международной научно-технической и методической конференции «Технические средства, методы расчета прочностных характеристик, технологии, обеспечивающие надежность и долговечность деталей и конструкций новых материалов в машиностроительной промышленности» (г. Комсомольск-на-Амуре, 1992 г.) — на международном научно-техническом семинаре «Наукоемкие технологии, проблемы их внедрения на предприятиях Дальнего Востока» (г. Комсомольск-на-Амуре, 1994 г.) — на III Собрании металловедов России (г. Рязань, 1996г) — на всероссийской научно-технической конференции «Стратегия технического прогресса технологий производства XXI века» (г. Комсомольск-на-Амуре, 1999 г.) — 4-ой международной конференции «Лазерные технологии и средства их реализации» (г. Санкт-Петербург, 2003 г.) — Международной конференции «Материаловедение тугоплавких соединении: достижение и проблемы» (г. Киев, 2008) — 4-ой международной конференции «Современные проблемы машиностроения» (г. Томск, 2008 г.) — XV международной научно-практической конференции «Современная техника и технологии» (г. Томск, 2009) — на научной технической конференции студентов и аспирантов (г. Комсомольск-на-Амуре, 2009).
Публикации. Основное содержание работы изложено в 14 статьях, 6 изобретениях, из них 3 работы в журналах, рекомендованных ВАК.
Объем и структура работы. Диссертация состоит из введения, 5 глав, основных выводов, списка используемой литературы из 74 наименований и приложений. Объём диссертации составляет 141 стр. машинописного текста, включает 59 рисунков, 19 таблиц и 7 приложений.
ОБЩИЕ ВЫВОДЫ.
1. Определены научно обоснованные (закономерности) условия взаимодействия атмосферы сухого воздуха с поверхностью сплавов на основе титана и железа в обычных атмосферных условиях и изолированном объеме:
— при нагреве в атмосфере сухого воздуха: в обычных атмосферных условиях защитные свойства окисной пленки на поверхности титановых сплавов сохраняются: а) при нагреве в обычных атмосферных условиях: в течении 1 часа при нагреве в электропечи до 650 °C,-30 мин. при ЭКН до 900 °C,-5 мин. при ЭКН до 1000°Сб) в герметичном контейнере неограниченное время за счет автономного вакуумирования гетерами, что позволяет вести нагрев сплавов на основе титана и железа;
— для порошковых отходов ГЛР титановых сплавов установлены состав, структура и свойства частиц в зависимости от вида используемого вспомогательного газа.
2. Установлены закономерности влияния условий активирования формования процессов взаимодействия порошковых частиц при холодном прессовании и последующим спекании на формирование структуры и свойств деталей из сплавов на основе железа (2М2А и Жгр1) :
— активирование процессов спекания путем скоростного нагрева и предварительного окисления холоднопрессованных заготовок с последующим автономным вакуммированием с температур 700−800°С гетерами позволяет увеличить плотность более чем на 19% по сравнению с классическим холодным формованием и спеканием. У образцов изготовленных по предложенному технологическому процессу максимум плотности, временного сопротивления разрыву, твердости ударной вязкости;
— удельное давление прессования при активированном формообразовании деталей из титанового сплава 2М2А должна быть не менее 13 т/см, автономное вакуумирование при спекании позволяет снизить удельное давление прессования до 8-Ют/см2 и значительно увеличить стойкость прессовой оснастки;
— кинетика процесса формирования плотности холоднопрессованных заготовок из сплава 2М2А при спекании в автономной вакуммированой гетерами атмосфере сухого воздуха подчиняется экспоненциальному закону, а температурная — параболическому закону;
— выведена эмпирическая зависимость электропроводности от пористости заготовок из сплава 2М2А: а = сг0 — 4,2л[в .
3. Разработан технологический процесс активированного прессования и спекания гермошайб, обеспечивающий высокую плотность и стабильность размеров. Установлено, что прочность шайб при работе в сборе более чем в 2,5 раза выше прочности болта, то есть, во всех случаях в соединениях при эксплуатации происходит разрушение болта.
4. Разработан оптимальный состав материала на основе титана и внедрен техпроцесс изготовления корпуса замка путем активирования процесса спекания в автовакууме. Показано, что использование металлических титановых сплавов Ti+2%Mo+2%Al и типа ВТЗ-1, позволяет получить следующие механические свойства: ств=700 МПа, 5= 6%, ?= 12%, что позволяет снизить трудоемкость в 8 раз и увеличить коэффициент использования металлов до 90%.
5. Разработана технология активированного спекания детали «бегунок» путем скоростного нагрева и предварительного окисления холоднопрессованных заготовок с последующим восстановлением автономным вакуумированием с температур 700−800°С геттерами, внедрение которой позволило уменьшить себестоимость ее изготовления, сократить технологический цикл их изготовления, повысить производительность труда.
6. Установлены особенности формирования структуры порошковых сталей, легированных медью, титаном, хромом, никелем и добавками дисульфида молибдена, для изготовления подшипников скольжения, которые обладают необходимыми механическими и антифрикционными свойствами, износостойкостью, что позволило использовать их в качестве подшипников скольжения вместо литых сплавов типа баббитов и бронз. Патент № 2 068 021.
7. На основе ресурсных испытаний корпусов замков и гермошайб была разработаны и внедрены отраслевые технологические рекомендации TP 1.2.271−82 по изготовлению деталей из спеченного материала 2М2А. Отработаны и внедрены в производство серийные технологии по изготовлению колец припоя из сплав ВПР-16, позволившие производить монтажную пайку титанового трубопровода в агрегатно-сборочных цехах, фильтров системы вооружения JIA и деталей велосипеда «Космос» с экономическим эффектом в 180 ООО рублей.
Список литературы
- Андриевский Р.А. Введение в порошковую металлургию / Р. А. Андриевский // Фрунзе: Илим, 1988. 172 с.
- Порошковая металлургия в СССР. История. Современное положение. Перспективы / Под ред. И. Н. Францевича и В. И. Трефилова // М.: Наука, 1986.-294 с.
- Левин Б.Е. Физико-химические основы получения, свойство и применение ферритов / Б. Е. Левин, Ю. Д. Третьяков, Л. М. Летюк // М.: Металлургия, 1979. 468 с.
- Гегузин Я.Н. Физика спекания / Я. Н. Гегузин // М.: Наука, 1984.312 с.
- Андриевский Р.А. Порошковое материаловедение / Р. А. Андриевский // М.: Металлургия, 1991.- 205 с.
- Criswell D. Nat. Powder Met. Conf., Montreal. May. 24 -27. 1982. Proc. Princeton, 1983. — P.115 — 146. Экспресс-информация «Порошковая металлургия». 1986. № 3. С. 4 — 9.
- Раковский B.C. Порошковая металлургия в машиностроении. Изд. 3-е / B.C. Раковский, В. В. Саклинский // М.: Машиностроение, 1972. 126 с.
- Джонс В.Д. Основы порошковой металлургии. Прессование и спекание / Пер. с англ. под ред. Балыиина М. Ю. и Натансона А. К. // М.: Мир, 1965−405 с.
- F.V. Level: in «Powder Mettallurgy», 257, 1980, Princeton, NY, Metal Powder Industries Federation.
- H.I. Ullrich et al: Microchem. Acta, 1983, (1), 175.
- Dislocation activated sintering processed. Schatt W., Friedrich E. «PowderMet.», 1985, 28, № 3, 140−144.
- Устинов B.C. Порошковая металлургия титана. Изд. 2-е / B.C. Устинов, Ю. Г. Олесов, В. А. Дрозденко, Н. М. Антинина // М.: Металлургия, 1981.-248 с.
- Олесов Ю.Г. Цветные металлы / Ю. Г. Олесов, В. И. Западня, Р. К. Огнев и др. // 1973 № 8 — 65−66 с.
- Федорченко И.М. Металлокерамические конструкционные материалы / И. М. Федорченко, Р. К. Огнев, В. Б. Райцесс и др. // Киев: АН УССР, 1976.-75−78 с.
- Металлургия и химия титана / Институт титана // М.: Металлургия, 1970-№ 4.
- Akupa О. J. Japan Soc. Powder and Powder Metallurgy, 1976. v. 14, № 8, p. 342−347.
- Воробьев Б.Я. Производство изделий из порошков титана / Б. Я. Воробьев, Ю. Г. Олесов, В. А. Дрозденко // Киев: Техника, 1976. 174 с.
- Павловская Е.И. Сборник трудов IX Всесоюзной конференции по порошковой металлургии / Е. И. Павловская, В. М. Волгин, З. В. Горячева и др. // Рига: ЛатИНТИП, 1968. 85−88 с.
- Борок Б.А. Труды / Б. А. Борок, В. И. Гаврилова, В. Г. Тепленко и др. //ВИНИТИ, 1962. -№ 1 -3−31 с.
- Окисление металлов / Под ред. Ж. Бернара, т. I: пер. с франц. // М.: Металлургия, 1968. — 267 е., ил.
- Конюшков Г. В. Электронная техника / Г. В. Конюшков, Н. Ф. Казаков, С. А. Жуков // 1970. -т.2, сер. 10(34), 3−16 с.
- Аренсбургер Д.С. Порошковая металлургия / Д. С. Аренсбургер // 1970.-№ 2- 27−31 с.
- Спивак И.И. Порошковая металлургия / И. И. Спивак, Р. А. Андриевский, К. Л. Чевашева // 1968. № 6 — 41−46 с.
- Кипарисов С.С. Внутренне окисление и азотирование сплавов / С. С. Кипарисов, Ю. В. Левинский // М.: Металлургия, 1979. 190 е., ил.
- Райченко А.И. Порошковая металлургия / А. И. Райченко, JI.JI. Хандрос, Н. А. Муравский // 1969. № 11 — 26−30 с.
- Пинес Б.Я., Омельяненко И. Ф. ФММ, 1967, т.27, № 6, 1119−1122с.
- Кислый П.С. Порошковая металлургия / П. С. Кислый, JI.C. Голубяк // 1969.-№ 9- 18−22 с.
- Чачин В.Н. Порошковая металлургия / В. Н. Чачин, Г. К. Седяко // 1968.-№ 9−31−33 с.
- Седяко Г. К. Вопросы прочности и пластичности металлов / Г. К. Седяко // Минск: Наука и техника, 1968. — 70−74 с.
- Головкина В.Я. Вопросы прочности и пластичности металлов / В. Я. Головкина // Минск: Наука и техника, 1968. 88−90 с.
- Косторков А.Г. Порошковая металлургия / А. Г. Косторков, В. В. Скороходов // 1971. № 11 — 21 -24 с.
- Заваруха О.В. Порошковая металлургия / О. В. Заваруха, П. С. Кислый // 1970. № 6 — 41−43 с.
- Kimura Tarashi. Planseeber. Pulvermetallyrgie. 1966, v. 14, № 2, h. 85−95.
- Патент 2 020 187 МКИ РФ C22 °F. Способ термической обработки деталей из титановых сплавов. / В. И. Муравьев, А. Ф. Мельничук, Б. Н. Марьин, A.M. Петров и др. // Опубл. 30.09.94, Бюл. № 18.
- Патент RU № 2 076 029 С1. Способ подготовки заготовок из титановых сплавов под сварку / В. И. Муравьев, А. Ф. Мельничук, С. П. Мазур, A.M. Петров // Опубл. 20.10.96, Бюл. № 29.
- Патент 2 021 058 РФ МКИ В21Д. Способ горячей штамповки листовых заготовок из титановых сплавов. / В. И. Муравьев, А. Ф. Мельничук, Ф. Э. Граф // Опубл. 15.10.94, Бюл. № 19.
- Калачев Б.А. Технология термической обработки цветных металлов и сплавов / Б. А. Калачев, P.M. Габидулин, Ю. И. Пигузов // М.: Металлургия, 1980.-280 с.
- Приоритеты авиационных технологий: в 2-х Кн.1 / Науч. Ред. А. Г. Братухин. // М.: Изд-во МАИ, 2004.-Кн. 1: Гл. 1−12, 696 с. (Гл. 11 А. Г. Братухин, В. И. Муравьев, Б. Н. Марьин // Материаловедческие решения сверхзвуковой авиации. С 489−665)
- N Муравьев В. И. Исследование влияния газолазерного раскроя на формирование рельефа, структуры и химического состава поверхности реза титановых заготовок / В. И. Муравьев, А. Ф Мельничук., Р. А. Физулаков, Д. В. Матвеенко // МиТОМ, 2005. № 2 — 22−25 с.
- Приоритеты авиационных технологий: в 2-х Кн.2 / Науч. Ред. А. Г. Братухин. // М.: Изд-во МАИ, 2004.-Кн. 2: Гл. 13−31, 640 с. (Гл. 25 А. И. Пекарш, В. И. Муравьев, Б. Н. Марьин // Технология размерной лазерной обработки. С 1135—1173)
- Патент RU № 2 247 070 С1. Способ получения нитрида титана / В. И. Муравьев, Р. А. Физулаков, Д. В. Матвеенко, А. Ф. Мельничук, Б. Н. Марьин, Н. А. Семашко // Опубл. 27.02.2005, Бюл. № 6.
- Ермаков С.С. Порошковые стали и изделия. Изд. 4-е перераб. и доп. / С. С. Ермаков, Н. Ф. Вязников // М.: Машиностроение, 1990. 319 с.
- Грабин В.Ф. Основы металловедения и термической обработки сварных соединений из титановых сплавов /В.Ф. Грабин // Киев: Наукова думка, 1975.-234 с.
- Ротан О.В. Справочник по порошковой металлургии: порошки, материалы- процессы / О. В. Ротан, И. П. Габриелов // Минск: Беларусь, 1988. -176 с.
- Диффузионная сварка- материалов: справочник / Под ред. Н. Ф. Казакова //М.: Машиностроение, 1981.-271 с.
- Порошковая металлургия. Спеченные и композиционные^ материалы // Под ред. В. Шатта. Пер. с нем. // М.: Машиностроение, 1983. -520 с.
- Скороход В.В. Физико-металлургические основы спекания порошков / В. В. Скороход, С. М. Солонин // М.: Металлургия, 1984. 159 с.
- Гегузин Я.Н. Физика спекания / Я. Н. Гегузин // М.: Наука, 1984.312 с.
- Гегузин Я.Н. Как и. почему исчезает пустота / Я. Н. Гегузин // Ml: Наука, 1983.- 191 с.
- Романов- О.В., Дорошкович Е. А. Теория и технология- спекания. Киев.: Наукова Думка, 1974. 347 с.
- Патент SU 1 784 006 B22F3. Способ спекания заготовок из металлического порошка / В. И: Муравьев, А. Ф. Мельничук, Ф. Э. Граф // № 4 704 761/02- заявл. 15.03.89- опубл. 17−23.12.1992, Бюл. № 47.
- Патент RU № 2 068 021 С1. Антифрикционный спеченный материал на основе железа/ А. В. Федоров, В. Г. Гончаров, В. И. Муравьев, А. Ф. Мельничук // Опубл. 20.10.96, Бюл. № 29.
- Мельничук А.Ф. Особенности изготовления металлокерамических фильтров из порошков стали и титана // А. Ф. Мельничук, В. Г. Гончаров // Вестник КнАГТУ. Прогрессивная технология обработки металлов. Комсомольск-на-Амуре, 1995. Сб 3. Выпуск 1. -32−35 с.
- Анциферов В.Н., Черепанова Т. Г. структура спечённых сталей. М.: Металлургия, 1981. 112 с.
- Балышш М.Ю., Кипарисов С. С. Основы порошковой металлургии. М.: Металлургия, 1978. с. 18−58, 123−145.
- Шибряев Б.Ф., Павловская Е. И. Металлокерамические фильтрующие элементы. М.: Машиностроение, 1972, с. 95 100.
- Редчиц В. В., Фролов В. А., Казаков В. А., Лукин В. И. «Пористость при сварке цветных металлов» М: Издательский центр «Технология машиностроения» 2002−448с.
- Редчиц В.В., Никифоров Г. Д., Шоршоров М. Х. «Вероятность образования соединения в твердой фазе при последовательном нагреве без приложения внешнего давления» Сварочное производство 1979 № 7 С38 41.
- Коровин Н.В., Магдасиева М. Е., Соляков В. К. Порошковая металлургия, 1966, № 5, с. 32−39
- Кац С. М. Высокотемпературные теплоизоляционные материалы. М.: Металлургия, 1981. 232 с.
- Кипарисов С.С., Либенсон Г. А. «Порошковая металлургия» М: Металлургия 1980 -496с.
- Витт Р. Х. Пауль О. Порошковая металлургия материалов специального назначения. М.: Металлургия, 1977. 329 с.
- Анциферов В.Н., Берестов Б. А., Костюченко Л. Ф. и др. -Порошковые конструкционные материалы /ИПМ АН УССР. Киев, 1980, с. 3539.
- Вакутин А.П., Селиверстова Н. И. Порошковая металлургия- Нач. тр.// ПЛИ, Пермь, РИО ППИ, 1979, с. 52−55.
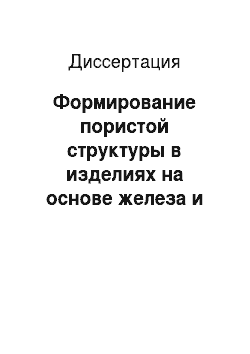
- Микроструктура в зоне выхода лазерного луча сплава ВТ20 после ГЛР в среде азота1. зона поверхности (аморфная) 2 зона термического влияния (кристаллическая), 3 — зона переходная (нанокристаллическая)н